Здесь приводятся основные, важнейшие требования к электродам; 1. Покрытие электродов должно быть однородным, плотным, прочным, без вздутий, наплывов, надрывов, трещин, пор, задиров и комков неразмещенных компонентов. 2. Относительно .стержня покрытие должно располагаться концентрически.
3. Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты; 1 м — для электродов диаметром менее 4 мм; 0,5 м — для электродов диаметром 4 мм и более. 4. Сварочно-технологические свойства электродов при соблюдении режимов и условий сварки, установленных паспортом на электроды конкретной марки, должны удовлетворять следующим требованиям: — дуга должна легко возбуждаться и стабильно гореть; — покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих непрерывному плавлению электрода; — образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения; — в металле шва, а также в металле, наплавленном предназначенными для сварки электродами, не должно быть трещин, надрывов и поверхностных пор. 5. Покрытие электродов должно быть влагостойким и не иметь признаков разрушения после пребывания в воде, имеющей температуру 15—25°С, в течение 24 часов. 6. Электроды должны транспортироваться в условиях, предохраняющих их от повреждения и увлажнения. 7. Электроды должны храниться в закрытых помещениях с относительной влажностью не выше 80%.
Как расспознать тип электродов и понять для чего они применяются?!
Типы электродов для сварки конструкционных сталей. Электроды У, Л составляют самую распространенную группу электродов, которые находят широкое применение в строительстве и на монтаже. В соответствии с ГОСТ 9467—75 электроды для сварки углеродистых и низколегированных конструкционных сталей (У) и электроды для сварки легированных конструкционных сталей (Л) подразделяются на 14 типов: Э38, Э42, Э46, Э50 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2; Э42А, Э46А, Э50А — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости; Э55, Э60 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кгс/мм2; Э70, Э85, Э100, Э125, Э150 — для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм2.
Условное обозначение типа электрода расшифровывается следующим образом: Э — электрод для дуговой сварки; число указывает гарантированный предел прочности (временное сопротивление разрыву) наплавленного металла или металла шва в кгс/мм2; А — повышенная пластичность наплавленного металла или металла шва.
Электроды У могут иметь покрытие любого вида (рутиловое, основное, целлюлозное, кислое), электроды Л — чаще всего основное.
В данной книге типы электродов для сварки специальных сталей (Т, В) и для наплавки поверхностных слоев с особыми свойствами (Н) не рассматриваются.
Характеристики сварки ручным дуговым методом
Перед тем, как говорить об электродах, нужно разобраться в сварочных работах. Ручная дуговая сварка считается сложным процессом несмотря на свою простоту. Дуга – это поток частиц, которые появляются по причине ионизации катода и анода.
Это происходят потому, что ток и короткое замыкание взаимодействуют между собой. Сварочный процесс зависит от того, какой состав у обмазки компонентов. Он исходит из атмосферы, что исключает его контроль.
В итоге все процессы нагревают арку. Большой объём тепла выделяется в воздух, что позволяет кромкам деталей варится за минуту. После остывания последних шов получается ровным и надежным.
Электрод играет центральную роль в этом вопросе. Если его не будет, то арка не зажжется и ее горение не поддержится. Сварка возможна, когда применяется 1 или два электрода, предназначенных для арочных работ.
Одного разделения стержней не существует, потому что электроды для ручных работ разделены на подкатегории. Они отличаются согласно целям сварки и материалу, который использован в работе.
Кроме этого, электроды могут изготавливаться из других сплавов, кроме металлических.
Технические характеристики электродов
| Каталог / технические характеристики сварочных электродов |
Сварочные электроды производства Северсталь метиз используются при сварке конструкций из углеродистых, низколегированных и высоколегированных сталей, а также для сварки чугуна и наплавки поверхностей с особыми свойствами. мощность электродного производства достигает 16 500 тн в год. Электроды сварочные представляют собой стержень, на поверхность которого нанесено специальное покрытие из порошкообразных материалов на клеящем растворе.
Покрытие сварочных электродов предназначено для защиты расплавленного металла от окисления кислородом воздуха и легирования металла сварного шва. Защита металла от воздуха осуществляется за счет шлака и газов, образующихся при плавлении покрытия. В состав покрытия электродов входят специальные добавки, которые обеспечивают стабильное горение дуги при сварке на переменном и постоянном токе.
Технические характеристики сварочных электродов
Как купить электроды сварочные по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону +7;
- отправьте заявку на электронную почту;
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ: Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
Виды электродов

Несмотря на то, что электроды тяжело поддаются классификации, есть решение этого вопроса.
Все стержни отличаются по виду материала, который лежит в их основе. Стержни могут быть разными по своему покрытию.
Основные виды электродов:
- Тающий механизм. Материал, из которых производят такие электроды – это металлы. Часто берут чугун, сталь или алюминий. Выбор связан с тем, какой материал нужно обрабатывать. Такие электроды являются и анодом, и катодом одновременно. Стержни применяют в 9 случаях из 10.
- Электроды, которые не плавятся. Для работы используют провода. Механизм изготовлен из угля, вольфрама или графитовых соединений. Ровный шов создают с проволокой. Рекомендовано работать с прямой полярностью. РД сварка подразумевает использование стержней из вольфрама. Причина этому – высокая температура плавления.
- Непокрытая конструкция. Их применяют тогда, когда нужно их связать флюсом. Он будет быстро плавиться во время работ. Не подходит для РД сварки.
- Электроды с облицовкой. Их берут в 8 случаях из 10. Такой материал при РДС помогает защитить конструкцию от негативного воздействия воздуха, сделать горение арки более стабильным и улучшить качество всех швов. Активно используют при работе полуавтомата и автоматики.
Типы электродов
Для каждого типа металлов применяются различные конструкции электродов. Они отличаются между собой материалами стержня, его покрытием. Для крепления разных по габаритам элементов используются разные электроды сварочные. Кроме того, есть варианты, предназначенные не для сварки, а для того, чтобы наплавить один слой металла на другой.
Для этого есть специальные модели электродов, которые можно заменить моделями, предназначенными для сварки высоколегированных и жаропрочных сортов стали. С помощью электродуговой сварки можно соединять детали из алюминия. Для этого требуются специальные электроды, которые обладают особыми качествами. Основная сложность состоит в том, что алюминий обладает окисной пленкой, которая имеет температуру плавления в несколько выше, чем сам металл.
Строительство предъявляет к материалам и оборудованию особые требования. В первую очередь они направлены на создание максимального комфорта. При строительстве любого здания активно используются разнообразные металлы. Это вызвано тем, что данный материал обладает массой преимуществ – небольшая удельная масса, высокие характеристики прочности, продолжительный срок эксплуатации, устойчивость к воздействию агрессивных сред.
Для скрепления металлов используются разные виды электродов АНО-21, АНО-4, ОЗЛ-8, .МР-3, МР-3с, УОНИ-13/55, ОЗС-12, ЦТ-11. Каждый из них подходит для определенных целей. Благодаря тому, что они производства торговой марки «СпецЭлектрод», с соблюдением всех необходимых технологических требований, процессов, можно быть абсолютно уверенным в качестве и долговечности созданного металлоизделия.
Поделись ссылкой:
Разделение электродов по применению
В зависимости от того, для чего изготавливается сплав, выбирается режим функционирования и электроды. Разные металлы требуют определенных компонентов. Это их назначение.
Информация находится на упаковке компонента и на стержне. Это одна из букв:
- «У» – для углеродистых материалов и низколегированной стали;
- «Л» – для работы с легированными конструкциями;
- «В» – нужны для высоколегированных материалов;
- «Т» – при обработке теплостойких конструкций;
- «Н» – их используют, когда идет речь об основах для наплавки.
Чем покрыты электроды
Одновременно с материалом, который нужен при работах, выбирают и вид покрытия деталей. Это напрямую зависит от металла, с которым предстоит работа. Обмазка защищает металл от негативного воздействия.
Качество улучшается под воздействием шлака. Сварочное соединение становится более прочным. Последние 10 лет применяют такие электродные покрытия:
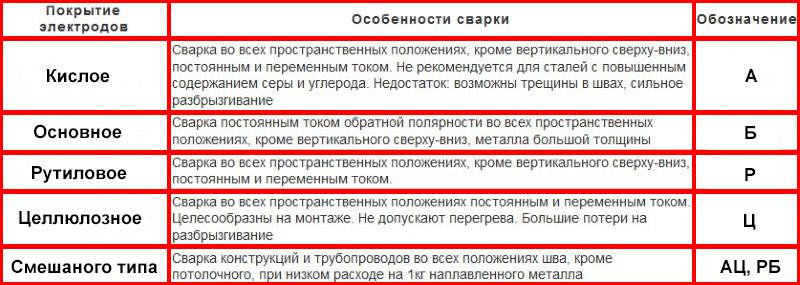
- Кислое. Маркируется в виде буквы «А», которая расположена на коробке и механизме. Может использоваться для нижних соединений. Возможна работа со статичным и активным током.
- Рутиловое. Маркировка – буква «Р». Его выбирают как новички, так и мастера с 15-летним опытом. С его помощью можно получить прочное соединение и покрытие, которые не будут токсичными. По мере того, как материал горит, получается шлак. Он защищает конструкцию от погодных условий и температуры.
- Целлюлоза. Обозначается буквой «Ц». Металл при работе с такими электродами сильно разбрызгивается, но при этом соединение получается прочное. Можно работать с любыми швами. Если вы хотите варить трубопровод, то такое покрытие будет служить долго.
- Базовое. Определяется буквой «Б». Выделяет углекислый газ во время горения арки. Применяется так же часто, как и рутиловое покрытие. Используйте этот материал только тогда, когда варите при статическом напряжении и обратной полярности, иначе соединения будет неровным. Вы будете вынуждены переделывать работу.
- Другие направления. Обозначаются буквой «П». Используются легирующие компоненты. Шов получается ровным и прочным. Такое покрытие используют в одном случае из 10.
- Специальное напыление. Если вы видите букву «С» – тогда речь идет о таком покрытии. Используется тогда, когда металлообработка происходит под водой.
К выбору электродов нужно подходить ответственно. Все зависит от того, какие задачи стоят перед мастером. Рутиловые стержни считаются универсальными, когда используют ручную арочную сварку.
Общие данные
Стоит узнать, что из себя представляют сварочные электроды. Согласно терминологии, это стержень для сварки в виде прутка, который изготовлен из электропроводного материала. Последний – это проводник электричества от агрегата к механизму.
За последние 10 лет в обиход поступило более 100 марок электродов, которые используют для разных целей. Металлообработка – наиболее частое применение комплектующих.
Обычный электрод обладает длиной от 2.5 до 4.5 см. Во время их производства мастера берут электродные провода для сварки, которые покрывают защитным слоем. Оно предотвращает окисление и улучшает качество сварочного соединения.
Место окончания электрода не покрывают для того, чтобы стержень проникал в держатель.
Выделяют плавящиеся и не подверженные плавлению модели. Первый вид быстро уменьшается под воздействием сварочного горения. Во время плавления электроды соединяются с базовым материалам в специальной ванне.
Они нуждаются в замене, когда использовано около 70% изделия. Не оставляйте аксессуар слишком коротким, чтобы он мог задержаться в держателе.
Электроды, которые не горят, сделаны из тугоплавкого металла. Они могут удерживать температуру до 3000 градусов. Такие электроды плавят металл, но при этом сами не деформируются.
Сварщики не замечают их уменьшения. Сварочное соединение получается под действием базового металла.
Выбираем диаметр
Шов не получится качественным, если диаметр электрода будет подобран неправильно. То, какой толщины рабочая деталь, влияет на размер комплектующих.
Если стержень будет правильным, то вся работа не будет иметь смысла без правильного стержня. Чтобы выбрать электрод, нужно посмотреть на упаковку или на стержень.
Диаметр имеет прямое влияние на длину конструкции. Если вы собираетесь сварить дома или на даче, тогда вам подойдут сварочные стержни, диаметр которых 2-4 мм.
Это универсальный вариант, когда вы работаете с ручной дуговой сваркой. Кроме этого, стержни подойдут при любых металлообработках. Если работа происходит на заводе, тогда стоит взять стержни, толщина которых более 4 мм.
Тип шва и выбор электрода
Вполне логично, что проводить выбор комплектующих для РДС стоит в соответствии с соединением. Металл и шов играют большую роль в этом вопросе. Есть обычные швы: вертикальные, горизонтальные, а также наклонные.
Помимо этого разделения существуют еще и стыковые, косые, а также швы, сделанные со скосом. Эта информация пригодится как новичкам, так и мастерам с 15-летним стажем. Стоит остановиться на том, какие существуют марки сварочных стержней в 2021 году.
Электроды отличают по маркам в случае с ручной дуговой сваркой. Этот факт также зависит от того, с каким металлом нужно работать. Данные отображены в таблице.
Электроды в строительстве
Любой процесс строительства нуждается в использовании металлоизделий. Существует множество способов и видов крепления металлов. Однако наиболее эффективным и практичным методом считается сварка. Самой часто используемой технологией можно считать электродуговую сварку. Она предполагает использование таких расходных материалов как электроды сварочные.
Кроме строительной отрасли дуговую сварку применяют еще и на производстве.
Электроды в упаковке
Строительство – это основная область применения электродов. Это может быть как возведение малоэтажного частного дома, так и крупного сооружения, кораблестроение, создание трубопровода. Зачастую применение такого вида сварки связано с экономическими выгодами и преимуществами. Используя электроды, можно скреплять разные виды металлов. Даже такой металл как чугун, который обладает особыми требованиями обработки и применения, может крепиться с помощью электродуговой сварки.
Выбираем комплектующие высокого качества
Современное сварочное оборудование изготавливают по ГОСТу. Электроды – не исключение. Согласно нормам, стержень изготавливают из качественного материала. Последний закупается у поставщика, который предоставляет на него все сертификаты.
Говоря о покрытии комплектующих а, ручная арочная сварка требует использование электродов без дефектов, которые заметны невооружённым глазом. На них должны отсутствовать большие трещины диаметром более 2 см.
Во время того, как стержень будет плавиться, он не должен сыпаться или гореть неравномерно. Разбрызгивание при этом происходит плавно, без видимых отклонений. Нормы зависят от определенного вида обмазки.
Важно то, чтобы стержень не гнулся под нагрузкой. Он должен быть устойчивым к большому весу. Соединение при этом получится прочным, без явных пор. Проверив эти моменты, у вас получится выбрать правильный сварочный стержень для своей работы.
Источник: ltruck-service.ru
Виды электродов

Сварочный электрод представляет собой стержень из токопроводящего материала. Он может быть без покрытия или иметь специальную обмазку из различных химических компонентов, определяющую его характеристики и улучшающую качество шва. Основное назначение электрода — передача напряжения к свариваемым деталям и конструкциям.
Конструкция электрода
Сварочные электроды состоят из трех элементов:
- металлического или неметаллического стержня;
- покрытия или обмазки (в некоторых марках может отсутствовать);
- контактного наконечника.
Основой сварочного электрода является холоднотянутая проволока сечением от 0,3 до 12 мм.
Для изготовления стержней используется сталь трех категорий:
- углеродистая — для сварки углеродистой и низколегированной стали;
- легированная — для соединения деталей из легированной, конструкционной и жаропрочной стали;
- высоколегированная — для работы с нержавейкой, хромоникелевыми и хромистыми сплавами.
При сварке стержень плавится, заполняя сварную ванну расплавленным металлом. Одновременно плавится обмазка, покрывая тонким слоем расплавленный металл и создавая защитное газовое облако, перекрывающее доступ кислорода к области сварки.

Устройство сварочного электрода
Назначение
От типа сварочных расходников зависит глубина прогрева металла, быстрота розжига, стабильность электрической дуги.
Электроды должны обеспечивать:
- образование качественного шва нужного химического состава;
- поддержание стабильной дуги во время всего периода работы;
- защиту расплава сварочной ванны от доступа кислорода;
- минимальное разбрызгивание раскаленного металла;
- легкое отделение и удаление шлака с поверхности шва;
- высокую прочность и ударную стойкость сварного соединения.
В процессе сварочных работ электроды должны выделять минимальное количество токсичных газов.

Электроды для ручной дуговой сварки.
Размеры и вес, характеристики
К основным параметрам сварочных стержней относится диаметр стержня. Его выбор зависит от толщины обрабатываемых заготовок и параметров сварочного оборудования.
Таблица 1. Усредненные данные по соответствию диаметров, токов и толщины заготовок:
Толщина заготовки, мм
Чем толще свариваемый металл, тем больше должен быть диаметр электрода.
Производители выпускают стержни различной длины, от 150 до 450 мм. Длина электрода важна в ситуациях, когда нежелательно прерываться в процессе сварки. Например, при ремонте герметичных емкостей или трубопроводов, находящихся под давлением.
Виды и состав обмазки сварочных электродов
Обмазка — нанесенная на металлический стержень гомогенизированная масса из различных химических компонентов. Задача покрытия — обеспечение бесперебойного горения и придание определенных свойств сварному соединению. Его разновидности:
- Кислое — обозначается буквой «А».
Состоит из оксидов марганца, железа и кремния. Предназначена для сваривания изделий из низкоуглеродистых сталей, преимущественно в горизонтальном положении.
Хорошо работает даже на ржавом металле. Образует стабильную дугу. Может использоваться при работе на переменном и постоянном токе.
К недостаткам относится токсичность, высокая текучесть металла шва, недостаточная чистота и повышенная концентрация водорода в сварочной ванне.
Состоит из фтористых соединений и карбонатов. Такие стержни применяются для дуговой сварки толстых заготовок и конструкций, работающих при высоких знакопеременных и динамических нагрузках, из высокоуглеродистых легированных сталей. Подходят для работы во всех пространственных положениях.
Образуют механически прочные, чистые от химических примесей швы, обладающие высокой пластичностью, ударной вязкостью и стойкостью к трещинообразованию.
Минусы стержней с основным покрытием: образование короткой нестабильной дуги, сложности с отделением окалины, трудности при хранении.
- Рутиловое — «Р».
Основные компоненты — минерал рутил, ферромарганец, кремнезем, карбонат кальция или магния.
Подходит для сваривания строительных конструкций и изделий из низколегированных малоуглеродистых сталей в любых пространственных положениях.
Обеспечивает высокое качество шва, легкое отделение шлака и минимальное разбрызгивание металла.
Недостаток рутиловых электродов в высокой текучести, низкой химической чистоте шва, повышенной концентрацией водорода в сварочной ванне.
- Целлюлозное — «Ц».
Имеет в составе обмазки натуральную целлюлозу, ферросплавы и органические смолы.
Обеспечивает хороший провар на постоянном токе. Сварка на переменном токе требует дополнительного оборудования.
Благодаря образованию небольшого количества плотного и вязкого шлака, односторонняя сварка целлюлозными электродами возможна в любом пространственном положении, в том числе в труднодоступных местах.
К недостаткам электродов с целлюлозным покрытием относится высокая концентрация водорода, понижающая пластичность сварного шва и большой расход, связанный с сильным разбрызгиванием металла.
Источник: centermetiz.ru
Сварочные электроды: виды и классификация

Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Все представленные на отечественном рынке электроды делятся на типы, которые предназначаются для работы с различными металлами. Есть отдельная группа продукции для сварки по разным маркам стали, по чугуну, цветным металлам, алюминию и его сплавам. Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.

Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.
Если электрод обладает покрытием, которое выходит за рамки приведенной классификации, он обозначается буквой «П» – прочие. В состав обмазки включаются добавки, которые предназначаются для улучшения качества сварного шва из конкретного материала. К примеру, рутиловое покрытие электрода препятствует образованию пустот и трещин в области сварного шва. Еще электроды классифицируются в зависимости от полярности питающего тока, величины напряжения, диаметра, длины стержня.

В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой «У»;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение — литеру «Н».

Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.

Типы покрытия электродов
Значения приведены в таблице ниже:
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».
По виду и полярности тока
Все значения собраны в виде таблицы:
| Обратная | — | — | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже — из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока.
Наиболее распространенный материал, который применяется в производстве таких электродов — аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.

Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности.
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.

Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия. На рынке представлено их несколько классов:
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем — тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава — защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца. Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие;
- рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент — двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;

Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.

Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:

Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Сушка и прокалка электродов
Во время транспортировки или хранения электроды могут отсыреть. В таком случае нужна предварительная сушка, а еще лучше – прокалка. Это очень важная процедура, которая в конечном итоге положительно влияет на загорание дуги.
Не стоит часто прибегать к прокалке электродов, поскольку неоднократное нагревание способно повредить покрытие стержня. Подвергать процедуре желательно только требуемое для текущих работ количество электродов. Или же их должно остаться совсем немного.
Прокалывание практично еще и тем, что поднимает температуру электродов непосредственно перед работой. Это важно, например, для сварки труб или при работе с толстыми заготовками. Предварительный прогрев дает возможность получать герметичные стыки во время «сварки под давлением». Но следует иметь ввиду, что важен постепенный нагрев. При резком перепаде температуры не исключено образование известкового налета.

Прокалка связана с предельными сроками и длительностью хранения электродов. Согласно общепринятым нормативам максимальный срок годности отечественной продукции составляет пять лет. На практике электроды могут храниться несколько дольше, не теряя при это своих характеристик.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
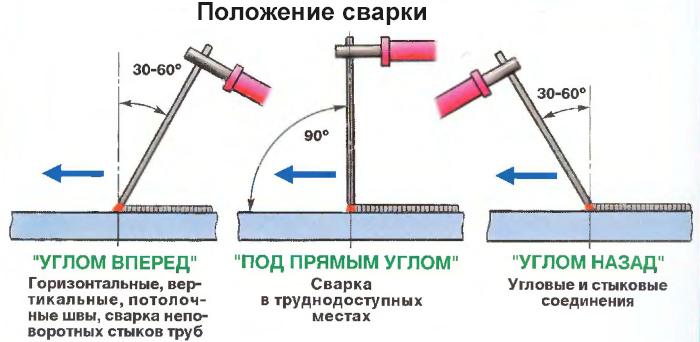
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги. В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода.

Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Источник: vtmstol.ru
Классификация электродов для сварки
Любые строительные или монтажные работы предполагают применение конкретных разновидностей материалов и средств. Для обустройства высокопрочных и крайне надежных конструкций задействуют специальные электроды, которые обеспечивают прочность созданных соединений как материалов с одной плотностью, так и с различным показателем.
Однако для наиболее качественной и высокоэффективной обработки металлов, а также их сплавов электроды необходимо выбирать правильно. Иначе вы не сможете производить сварочные работы. Стоит отметить, что электроды имеют широкий перечень классификаций, типов и технических характеристик.

Правильный подбор обеспечить длительную «жизнь» сварочного шва. Это в свою очередь улучшит надежность и стойкость созданной конструкции к внешнему атмосферному воздействию.
Непосредственно электрод представляет собой стандартный металлический стержень, который в большинстве случаев покрывается обмазкой. Последняя расширяет специфику применение элемента. Также существуют изделия, не имеющие покрытия. Такие компоненты используются в качестве прогревочных и, как правило, не задействуются при помощи инверторных или других сварочных аппаратов.
В этой статье мы расскажем о назначении электродов, о его технических характеристиках.
Электроды: особенности использования, классификации
Такие элементы применяются как в промышленном, так и бытовом строительстве. При этом в обоих случаях задействуют одинаковые электроды, если применение узкоспециализированных элементов не требует конкретная ситуация.
Стоит отметить, что средства приобретаются индивидуально под конкретный сварочный аппарат. За счет этого гарантируется успешное выполнение задач и обеспечивается защита от возникновения чрезвычайных ситуаций в виде расплавления или развала электрода. Также на выбор влияют следующие факторы:
- условия эксплуатации;
- необходимые технические параметры, которые необходимы для выполнения конкретной операции.
Процесс сварки примечателен плавлением стержней. В результате этого создается крайне прочная молекулярная связь и сварочный шов, устойчивый к внешнему атмосферному воздействию. Однако это возможно только при условии правильного выбора электрода под случай.

За счет использования таких элементов можно выполнять следующие действия:
- скрепление 2 частей, изготовленных из металла различной плотности. Однако на качество соединения при использовании некоторых типов электродов существенно влияет показатель влажности;
- заваривание образованных трещин. Поэтому сварочные аппараты широко используются для проведения высококачественных ремонтных работ;
- резка металлических конструкций и их демонтаж.
Довольно часто электроды применяют для наплавки. Этот процесс позволяет реанимировать деталь, которая в процессе эксплуатации или из-за поломки утратила свое первичное состояние и потеряла первозданные технические характеристики.
Особенности электрода позволяют работать в нескольких режимах:
- при нижнем расположении сварочного соединения – применяется, если созданное соединение не должно отвечать особо жестким требованиям качества. Этот способ по праву считается наиболее производительным и оптимальным способом. Примечательно, что электрод в процессе сварки находится вертикально, а соединяемые заготовки – горизонтально;
- сугубо горизонтальное расположение шва и электрода, но вертикальное нахождение соединяемых заготовок;
- сугубо вертикальное нахождение шва и элементов, но при этом электрод размещается горизонтально;
- потолочное – предполагает вертикальное нахождение электрода, горизонтальное расположение соединяемых поверхностей.
Последний способ является наиболее сложным и трудоемким. Трудная выполнимость обусловлена тем, что при верхней сварке расплав может стекать вниз, минуя сварочную ванну.
Также существует методика сварки «в лодочку» при выполнении работ в нижнем положении. По сравнению с вышеупомянутым способом отличается повышенной производительностью за счет чего ускоряется проведение сварочных работ.
Описание сварочных электродов касательно характеристик
Электроды имеют такие характеристики, как вес и размер. Непосредственно диаметр – основная характеристика, которая играет практически важную роль в выборе монтажного элемента.
Как правило, диаметр находится в диапазоне от 1,6 до 8 мм, однако согласно основным государственным стандартам ГОСТ перечень возможных показателей находится гораздо выше и составляет диапазон свыше 8 мм. Для бытового использования задействуют стержни с показателем в 2,5 мм – их вполне хватает для сварки негабаритных и нетолстых материалов.

Основное воздействие на вес изделия оказывает материал производства, длина, толщина обмазки – защитного покрытия. Обычно, для удобства транспортировки электроды пакуются в пачки до 7 кг.
Классификация электродов для сварки по материалу и виду покрытия
Касательно соотношения диаметра электрода к диаметру сердечника существуют следующие разновидности наименований (информация указана в коэффициентах):
- М – тонкое покрытие (до 1,2);
- С – покрытие средней толщины (до 1,45);
- Д – тонкослойное покрытие (до 1,8 включительно);
- Г – особо толстое покрытие электродов, которые применяются в габаритном строительстве (от 1,8).
Также электроды имеют собственную маркировку покрытия, которая включает следующие аспекты:
- А – обозначает кислую обмазку, выделяющую токсические вещества при обработке;
- Б – основное покрытие. Такие электроды не отличаются повышенными характеристиками, но довольно широко используются в обработке алюминия;
- Ц – целлюлозное покрытие или как его еще называют – органическое. Ввиду высокой стоимости практически не используется или крайне редко применяется, но для выполнения узкоспециализированных работ;
- Р – рутиловое покрытие, которая отличается высокой функциональностью. Такие электроды не нуждаются в предварительной подготовке и не требуют предварительное очищение свариваемых поверхностей;
- смешанный тип – его маркировку легко отличить, она состоит из двух букв, например, РЖ, что означает рутилово-железное покрытие;
- П – прочие типы.
Специфика использования и производства электродов определяется главным государственным стандартом ГОГСТ 9466-75. Целевое назначение электрода, а также состав и другие узкоспециализированные аспекты регламентирует стандарт ГОСТ 9466-75, ГОСТ 10052-72, ГОСТ 1051-75.
Классификация электродов для сварки по маркированию
Маркировка содержит в себе всю необходимую информацию и обозначения, по которым можно получить точное описание электрода, его характеристик и специфики взаимодействия с другими материалами.
Разберем классификацию электродов для сварки на примере Э50А и Э42А:
- первая буква – тип элемента для электродуговой сварки;
- число после нее – минимальное время сопротивления разрывному воздействию;
- следующие буквы, например А, обозначают специфику применения изделия. В нашем случае электрод можно использовать для пластичного наплавления металлов с повышенной вязкостью. У обозначает предназначение изделий для работы с углеродистыми сталями, а Т – для теплоустойчивых сталей.
Касательно наплавки, то электрод, если его можно использовать в таком режиме, будет содержать дополнительную маркировку, обозначающую объем химических элементов. Как правило, используются Х, М, Б, Ф – хром, молибден, ниобий, ванадий соответственно.
Касательно сердечника, то он маркируется следующим образом:
Стоит отметить, что помимо вышеупомянутых типов существуют еще и электроды неметаллического вида. Как правило, такие изделия не плавятся и представлены:
За счет широкой классификации электродов вы всегда выберете то, что необходимо для качественного осуществления конкретно ваших работ.
Виды электродов в группе неметаллических и металлических изделий
Как и упоминалось выше, элементы для создания сварочных швов могут быть как плавящиеся, так и плавящиеся. Первые имеют одну особенность, за счет которой они или вовсе не плавятся или же плавятся крайне незначительно. Это обусловлено тем, что их материал не участвует в образовании сварочного шва и соответственно не наплавляется.
Вторые примечательны тем, что сердечник электрода расплавляется одновременно с непосредственно кромкой соединяемого материала. За счет этого процесса формируется сварочный шов. Они имеют свою подгруппу классификаций:
- вольфрамовые изделия;
«Чистые» электроды, которые в большинстве случаев применяются исключительно для инверторной сварки – TIG. Температурный режим, при котором изделия начинают плавиться находится на отметке 3410 градусов, именно поэтому материал является тугоплавким.
- наименования, произведенные из тория;
По своей основе является вышеупомянутым, но имеет небольшую часть тория-232 в объеме до 2,2% включительно. Отличается минимальным расходом, повышенной устойчивостью к коррозийному и температурному воздействию. Наиболее часто такие электроды задействуют в автоматизированных сварочных системах.
Основная часть – вольфрам, однако для расширения функциональных возможностей в него добавляют окись иттрия, который обозначается Y203. Могут быть как с покрытием, так и изготовляться без покрытия. Последние имеют вид безразрывной проволоки. Такие элементы широко применяют для ММА-сварки.
Какие типы электродов используются для постоянного и переменного тока?
Одним из таких типов являются органические элементы. Они производятся из большого количества материалов, схожих с оксицеллюлозы и других органических веществ. Одноименный тип покрытия обеспечивает практически нулевую чувствительность к состоянию поверхности и качеству сборки свариваемой детали.
Также органические расходники широко применяются для работы как с постоянным, так и с переменным током. Стоит отметить, что в большинстве случаев электроды имеют дополнительную сортировку по материалам, с которыми они взаимодействуют наилучшим образом. Это делается для того, чтобы вы могли максимально быстро найти необходимый электрод:
- для работы с нержавейкой – ОЗЛ-8, НЖ-13, ОЗЛ-6;
- для сварки чугунных деталей – ОЗЧ-2 и 4, ОК 92.18, ОЗЖН-1, МНЧ-2. Здесь есть еще один нюанс – нужно точно знать вид чугуна: серый, высокопрочный, ковкий. Так вы гарантированно выберете то, что необходимо;
- для работы с алюминием и его сплавами – как правило, такие электроды задействуют для полевого или частного производства. При этом заготовки нужно правильно и тщательно подготовить, а именно очистить от любых загрязнений и обезжирить. Наиболее частые представители – ОЗАНА, ОК, ОЗА, УАНА, ЭВЧ;
- при работе с медью и ее сплавами необходимо задействовать стержни К-100, ЗТ, Комсомолец, ММ3-2, ОЗЧ-1;
- при сварке углеродистых сталей стоит выбирать только те наименования, которые соответствуют типу материала. Как правило, применяются стержни МР, АНО, УОНИ, ОЗС.
В связи с тем, что существует огромное разнообразие электродов цена них может быть разной. Стоимость зависит от количества штук и непосредственно конкретного типа используемого материала. Органические стоят гораздо дороже, электроды с основным типом покрытия широко используются для создания сварочных соединений габаритных конструкций.
Для максимальной экономии необходимо изначально определить тип необходимого электрода, а также максимально оптимизировать процесс сварки, тщательно регулировать сварочный аппарат и следить за тем, чтобы сварка происходила в наиболее оптимальных для использования электрода условиях. Таким образом, вы гарантированно сэкономите деньги, ускорите проведение любых строительных работ.
Также стоит учитывать технические характеристики каждого электрода. Например, для конкретной сварки не стоит применять вольфрамовые стержни. Это связано с тем, что их внутренняя структура практически не плавится, поэтому их использовать бессмысленно.
Важно: Чтобы избежать проблемы с выбором наиболее тщательно ознакомьтесь с инструкцией и коробкой изделия. Они содержат необходимую информацию, которая поможет вам выбрать необходимое изделие.
Электроды должны храниться правильно, в противном случае они быстро потеряют свои первозданные характеристики. Поэтому складское помещение должно отвечать следующим требованиям:
- иметь постоянный уровень влажности не более 50%;
- внутри помещения должна быть температура не ниже 15 градусов без резких скачков. Последние спровоцируют повышение влажности, что отрицательным образом сказывается на технических характеристиках изделия.
Если все-таки электрод подтопился, тогда его необходимо прогреть и уже потом использовать. Но помните, что это дополнительные затраты.
Источник: uniform-met.ru
Выбираем сварочные электроды: виды и назначение
Сварка металлов — это основной метод соединения металлических деталей в строительстве, машиностроении, производстве судов и транспортных средств. Она применяется практически во всех сферах промышленного производства и в быту. Главный расходный материал, от которого зависит качество соединений — сварочный электрод.
Возможно Вам нужно:

Электроды АНО-4, d=3,25 мм СпецЭлектрод (5 кг)

Электроды МР-3, d=4,0 мм СпецЭлектрод (5 кг)

Электроды УОНИ-13/55, d=4,0 мм СпецЭлектрод (5 кг)
Виды и назначение сварочных электродов
С помощью сварки можно:
- соединять металлические детали;
- изготавливать металлические конструкции любых размеров;
- резать металл;
- устранять трещины;
- прорезать круглые и фасонные отверстия;
- наплавлять металл для восстановления мест износа;
- выполнять ремонт и другие виды работ.

Промышленность производит множество видов электродов, их около двух сотен. Каждый из них наиболее эффективен в ограниченных рамках характеристик этих работ, поэтому выбор электродов для сварки является весьма ответственным этапом. Делать его следует после тщательного изучения темы либо с помощью специалистов.
Критериями выбора электродов служат конструктивные параметры, характеристики и назначение, указываемое производителем изделий. Основными из них являются:
- марка электрода;
- назначение;
- диаметр сердечника;
- тип обмазки электрода;
- длина электрода;
- величина рабочей силы тока;
- род тока и полярность подключения;
- состав центрального стержня;
- положение сварки;
- особые технологические характеристики процесса сварки.
Назначение
В марке электрода, как правило, зашифровано его назначение. Например, изделия типов:

- УОНИ — предназначены для сварки деталей при низких температурах;
- АНО-21 — для выполнения работ с тонкими (до 4 мм) деталями, эксплуатируемых под небольшими давлениями;
- МР-3С — для сварки деталей из проката и среднеуглеродистых сталей толщиной до 20 мм;
- ЛЭЗ — для наплавки изношенных деталей;
- недорогие электроды ОЗС-12 универсального применения рекомендованы для сваривания углеродистых сталей, отличаются простотой применения;
- рутиловые изделия марки АНО-4 применяют для сварки низколегированных и низкоуглеродных сталей; работают и на постоянном, и на переменном токах; хорошо варят загрязнённый ржавчиной металл, обладают устойчивым горением дуги, легко очищаются от шлака.
Специалисты различают электроды для сварки, прихватки, наплавки и резки. Большим спросом пользуются универсальные изделия, с которые экономится много времени при выполнении разнородных работ.
Диаметр
Выбор диаметра электрода (сердечника) определяется толщиной свариваемых деталей и величиной максимального тока применяемого сварочного аппарата. Чем они выше, тем более толстыми могут быть соединяемые элементы.
Все три параметра находятся в зависимости друг от друга. Их значения указаны в специальных таблицах, которыми удобно пользоваться перед работой и закупкой электродов. Так, для деталей толщиной 3-4 мм нужно использовать электроды диаметром 3 мм с регулировкой рабочего тока в пределах 80-160 А.

Обмазка электродов
Обмазка сердечника — это твёрдый состав, своеобразный флюс, предназначенный для защиты металла расплава от вредного воздействия кислорода, при попадании которого в жидкий металл образуются окислы, ухудшающие качество соединения.
Другая функция обмазки — термоизоляция расплава для задержки времени затвердевания (чтобы из него успели выйти вредные газовые и неметаллические включения). В современных электродах используют несколько видов обмазки. Главными являются основная (в маркировке электродов обозначается буквой «Б») и рутиловая (буква «Р»).
Основная обмазка
Электроды не образуют внутри шва кристаллические трещины, поэтому рекомендуются специалистами для ответственных сварочных операций и для изделий, эксплуатируемых в суровых климатических условиях. Их можно применять при сварке в любом положении, кроме вертикального.
Рутиловая обмазка
Рутил — это диоксид титана. Кроме него, в обмазке присутствуют кремний и кислород.
Рутиловое покрытие характеризуется следующими свойствами:
- образование качественного шва при любом пространственном положении электрода;
- стабильное горение дуги;
- минимальное разбрызгивание расплава и обмазки;
- возможность сварки как на постоянном, так и на переменном токах;
- возможность сварки ржавых и грязных деталей;
- быстрый и лёгкий розжиг электрода;
- лёгкое отхождение шлака.
Длина
Длина электродов колеблется в диапазоне 30-50 см. Чем длиннее изделие, тем больше время работы без его замены. Иногда это имеет весомое значение, например, при выполнении длинного шва высокого качества. Короткие электроды могут быть более удобны в труднодоступных местах.
Источник тока
Для сварки металлов электродами используют сварочные трансформаторы, выпрямители, инверторы и другие устройства, работающие в режиме ручной дуговой сварки. Инвертор получил широкое применение благодаря компактности, небольшому весу и широким возможностям.
Он обеспечивает работу как на постоянном, так и на переменном токе, а малый вес его объясняется тем, что трансформация напряжения выполняется на частоте не в 50 Гц, а в 100 кГц, для которой размеры и масса сердечника трансформатора уменьшается на порядок.
При сварке на постоянном токе имеет значение полярность подключения. При прямой полярности массу (сварочную деталь) подключают к «+» источника, а держак с электродом – к «-». При обратной полярности — наоборот. На прямой полярности можно сваривать тонкие детали, а на обратной – массивные.
При выборе электродов с помощью таблицы и данных о сварочном аппарате можно определить, сможет ли источник обеспечить требуемую величину тока.
Состав стержня
Материал стержня должен подходить для сварки конкретного металла, поэтому стоит строго следовать соответствующим указаниям производителя изделий.
Положение сварки
Пространственное положение электрода также входит в его маркировку. Цифрой 1 обозначают электроды, для сварки которыми используется только нижнее положение детали (электрод сверху).
Цифрой 2 маркируют изделия, применяемые при горизонтальном или вертикальном расположении шва (потолочное исключается).
Цифра 3 применяется для потолочных электродов (электрод упирается в деталь снизу). Эти маркировки сварщик должен принимать во внимание во избежание получения некачественного шва или травмы.
Прокаливание электродов
Обмазка электродов требует герметичности при хранении, однако это условие повсеместно не выполняется. Острые края стержней, как правило, нарушают герметичность полиэтиленовой упаковки уже при первой перекладке пачек. Таким образом, к моменту покупки электроды оказываются напитанными излишней атмосферной влагой.
В таком состоянии из-за опасности получения некачественного шва и возможности слишком сильного разбрызгивания металла сварку ими производить нельзя. Нужно высушить электроды. Производитель даёт чёткие рекомендации относительно параметров процесса, устанавливая время сушки и предельную температуру. Она обычно не превышает 260 ºС.
Как установить качество электродов при покупке?
Лучшим вариантом будет опробование нескольких электродов из приобретаемой партии в рабочем процессе сварки. Если это невозможно, нужно обратить внимание на следующие факторы:
- срок годности изделий;
- название компании-производителя (для опытных сварщиков это важная информация);
- качество обмазки в части равномерности толщины нанесения вокруг стержня, отсутствие крошения.
Если при опробовании появляются признаки излишней влажности, следует просушить электроды и провести проверку повторно.
Чтобы сварка деталей была выполнена по всем правилам нормативов, а качество шва не подвергалось критике, крайне важно хорошо изучить сварочные технологии. Выбор типа электрода — это составная часть этих знаний, которые нужно постоянно пополнять и совершенствовать.
Источник: stroybat.ru