Измерительный инструмент для монтажных работ
Измерительным инструментом при монтаже служат поверочные линейки, плиты и призмы, а также шаблоны, щупы, а иногда и специальные калибры. Традиционные поставщики измерительного инструмента — отечественные производители СтИЗ (г. Ставрополь), ОАО «Калибр» (г. Москва), ЗАО «Челябинский инструментальный завод», ЗАО «Эталон» (г. Москва) и ряд других предприятий.
Поверочный инструмент. При измерениях отклонений формы и расположения поверхностей в качестве базы отсчета, а также при разметке используют линейки, плиты, угольники и призмы.
Поверочные и разметочные плиты (табл. 8) применяют для проверки отклонений от плоскостности по методу «пятен на краску» и «линейных отклонений» для использования в качестве эталонной отсчетной поверхности, а также как вспомогательного приспособления при поверочных и контрольных работах.
Плиты изготовляют из серого чугуна, а для увеличения жесткости их основания выполняют ребристыми. У плит размером 630 × 630 мм и менее на основании предусматривают три опорные точки, а у других плит — не менее пяти. Плиты размером свыше 1000 × 630 мм имеют регулируемые винтовые опоры. Плиты классов точности 00, 0,1и2 применяют для проверки отклонений от плоскостности, а класса 3 — при разметочных работах. Пример условного обозначения плиты первого класса точности размером 1600×1000 исполнения 2:
ТОП инструмент для электромонтажа в деле
Плита 2–1–1600 × 1000 ГОСТ 10905–86.
Поверочные и разметочные плиты из твердокаменных пород (гранита, диабаза и др.) отличаются большим сроком службы, антикоррозионностью и повышенной твердостью, не подвержены короблению и не нуждаются в размагничивании.
Трехкоординатные каменные плиты имеют на рабочих поверхностях несколько рядов отверстий различного диаметра, перпендикулярных к граням плиты. В отверстия можно устанавливать разные оправки и приспособления, позволяющие измерять различные параметры.
Плиты из твердокаменных пород могут иметь три исполнения:
- без бортовых захватов с ненормированными отклонениями от перпендикулярности боковых и рабочих поверхностей и от перпендикулярности боковых поверхностей;
- с двумя бортовыми захватами и нормированными отклонениями от перпендикулярности двух боковых поверхностей к рабочей;
- с четырьмя бортовыми захватами и нормированными отклонениями от перпендикулярности четырех боковых поверхностей к рабочей поверхности и от взаимной перпендикулярности боковых поверхностей по одному из углов плиты.
Таблица 8. Типоразмеры поверочных и разметочных плит
1; 2; 3 (исполнение 2);
000; 00; 0 (исполнения
1600 × 1000 × 250;
Поверочные угловые плиты применяют для проверки по методу «пятен на краску» перпендикулярных плоскостей. Эти плиты используют в качестве вспомогательного приспособления для контрольных, разметочных и слесарных работ. Плиты изготовляют из чугуна с шаброванной и нешаброванной рабочими поверхностями.
Допускаемые отклонения от плоскостности разметочных и поверочных плит приведены в табл. 9, а угловых поверочных плит — в табл. 10.
Инструмент для электромонтажных работ. Минимальный комплект.
Таблица 9. Допускаемые отклонения от плоскостности (мкм) разметочных и поверочных плит по ГОСТ 10905–86
| Размеры плит, мм | Класс точности | |||||
| 000 | 00 | 0 | 1 | 2 | 3 | |
| 250 × 250 | 1,2 | 2 | 4 | 8 | 16 | 30 |
| 400 × 400 | 1,6 | 3 | 6 | 12 | 25 | 50 |
| 630 × 400 | 2 | 4 | 8 | 16 | 30 | 60 |
| 1000 × 630 | 2,5 | 5 | 10 | 20 | 40 | 80 |
| 1600 × 1000 | 3 | 6 | 12 | 25 | 50 | 100 |
| 2000 × 1000 | 4 | 8 | 16 | 30 | 60 | 120 |
| 2500 × 1600 | 4 | 8 | 16 | 30 | 60 | 120 |
Примечания. Плита размерами 2500 × 1600 мм и плиты класса точности 3, а также классов точности 000; 00 размерами свыше 400 × 400 мм изготовляют по заказу потребителя.
Таблица 10. Допускаемые отклонения угловых поверочных плит
бокковых и рабочих
Поверочные линейки (табл. 11) применяют при контроле отклонений формы и расположения обработанных поверхностей монтируемого оборудования и его узлов по методам контроля «на просвет» и пятен на краску, а также по методу линейных отклонений. В этих методах поверхность линейки материализует прилегающую плоскость или линию. Для контроля на просвет служат лекальные линейки типа ЛД, ЛТ и ЛЧ, а для контроля методом линейных отклонений и пятен на краску — поверочные линейки типа ШП, ШПХ, ШП0ТХ, ШД, ШМ, ШМ0ТС, УТ, УТ0ТК.
При контроле на просвет используют метод сравнения с образцом просвета между поверхностью лекальной линейки и плоскопараллельными концевыми мерами различного размера, притертыми к стеклянным пластинам. Погрешность измерения составляет примерно 2…3 мкм.
При контроле по методу линейных отклонений поверочную линейку с широкой рабочей поверхностью типа ШП, ШД или ШМ укладывают на две одинаковые опоры. Расстояние от линейки до поверяемой поверхности определяют с помощью плоскопараллельных мер, щупом или измерительной головкой, закрепленной в специальном штативе.
При измерении отклонений поверхностей от заданного расположения часто применяют поверочные линейки в сочетании с брусковыми уровнями. Поверочную линейку устанавливают на выверяемые узлы оборудования и по показанию уровня судят об их расположении. Для установки уровней наиболее удобно использовать поверочные лекальные линейки Л и линейки с шириной рабочей поверхностью ШД, ШПТК, ШМ и ШМ0ТК при ширине грани не менее 20 мм.
При измерениях учитывают погрешности изготовления линеек (табл. 12 и 13), а при установке линеек на опоры — величину прогиба (табл. 14).
Угольники применяют для контроля отклонений от перпендикулярности расположения поверхностей деталей при выполнении сборочных и слесарных работ, а также при разметке (табл. 15). Для контроля на просвет используют поверочные лекальные угольники, их же можно применять и при контроле на слой краски. Слесарные плоские и поверочные слесарные угольники с широким основанием служат и для разметки.
Поверочные и разметочные призмы предназначены для разметки и установки деталей цилиндрической формы при контрольных операциях (табл. 16.)
Щупы применяют при выверке технологического оборудования, сборке и регулировке его узлов для проверки зазоров между различными поверхностями. Щупы выпускают первого и второго классов точности с толщиной пластин 0,02…0,1 и 0,15…1,0 мм соответственно с градацией через 0,01 и 0,05 мм. Пластины щупов изготовляют из стальной ленты. Допустимая желобчатость 4…7 мкм щупов первого класса точности, 6…12 мкм щупов второго класса точности.
Верхнее допускаемое отклонение толщины новых щупов первого класса точности 3…10 мкм, а щупов второго класса точности 5…15 мкм; нижнее допускаемое отклонение щупов первого класса точности –3…—10 мкм, а щупов второго класса точности –5…–16 мкм. Щупы длиной 100 мм поставляют наборами и отдельными пластинами, длиной 200 мм — отдельными пластинами (табл. 17).
Шаблоны применяют в процессе приемки, сборки, ревизии и ремонта оборудования. Радиусные шаблоны используют для контроля формы выпуклых и вогнутых поверхностей с радиусами 1…25 мм. Выпуклые поверхности контролируют вогнутыми шаблонами, и наоборот.
Контроль проводят путем сопряжения шаблона с проверяемой поверхностью (по величине и равномерности просвета судят о качестве обработки). Изготовляют три набора радиусных шаблонов, в каждом из которых скомплектованы пластины для контроля как наружного, так и внутреннего размеров. Средний срок службы радиусных шаблонов два года.
ИсточникПриборы и инструменты для выполнения монтажных работ
Для того чтобы в процессе монтажа у радиолюбителя не возникали дополнительные’ трудности, полезно иметь перечисленные инструменты и приборы:
-
универсальный измерительный прибор (вольтмиллиамперметр). В качестве такого прибора вполне годятся промышленные тестеры типов ТТ-1, ТТ-2, ТТ-3, Ц-20, АВО-5 и другие им подобные;
Для хранения наборов сверл, метчиков, разверток и бородков применяют колодки из дерева, пластмассы и другой разнообразной конструкции. Простая и удобная конструкция колодки показана на рис. 2.
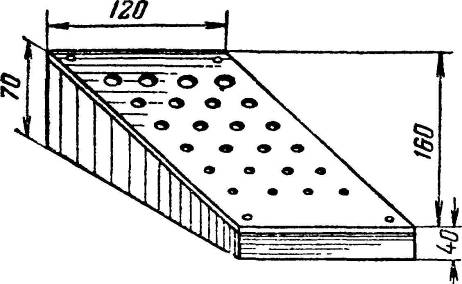
Рис. 2. Колодка для хранения сверл и разверток.
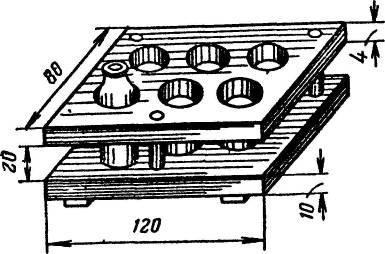
Рис. 3. Подставка для стеклянной тары.
Чтобы можно было быстро найти нужное сверло, их располагают в следующем порядке: сверла с диаметрами, равными целому числу, т. е. 1, 2, 3, 4 и т. д., по вертикали в первом ряду слева, а по горизонтали от первого ряда с десятичными долями — 1,1; 1,2; 1,3; 1,4 и т. д.
Обжимки, оправки, надфили, напильники (драчевые, личные и бархатные), ножовку, ручные тиски, металлическую щетку для чистки напильников размещают в верхнем вкладыше тумбочки.
Для пузырьков и баночек с жидкостями изготовляют подставки с необходимым количеством ячеек (рис. 3).
Источник