Технологический процесс монтажных работ
Оглавление
Раздел 1. Характеристика монтируемого здания и исходные данные для проектирования
Раздел 2. Составные ведомости потребностей в конструкциях и материалах
Раздел 3. Ведомость объема монтажных работ
Раздел 4. Монтажные приспособления и оснаска
Раздел 5. Выбор методов монтажа одноэтажных промышленных зданий
Раздел 6. Выбор и расчет монтажного крана
6.1 Определение требуемых параметров кранов
6.1.1 Колонный крайние (КК)
6.1.2 Колонный средние (КС)
6.1.3 Колонный фахверка (КФ)
6.1.4 Подкрановые балки (ПБ-6)
6.1.5 Вертикальные связи (СВ-6)
6.1.6. Стропильные фермы (ФС)
6.1.7 Плиты покрытия (ПП)
6.2 Подбор монтажного крана
6.3 Определение производительности монтажных кранов
6.4 Определение технико-экономических показателей монтажных кранов
Раздел 7. Расчет усредненных и общих показателей на строительство
Раздел 8. Выбор и расчет машин для перевозки конструкций и материалов
Технологические карты для строительства многоэтажного дома
Раздел 9. Строительный генеральный план
Раздел 10. Материально-технические затраты
Раздел 11. Указания по производству монтажных работ
Раздел 12. Указания по технике безопасности
Раздел 13. Контроль качества ионтажных работ
Раздел 14. Охрана окружающей среды
Список используемой литературы
Введение
Технологический процесс монтажа конструкции состоит из:
§ и вспомогательных процессов.
К транспортным относятся: доставка на строительную площадку железобетонных и металлических конструкций, полуфабрикатов (бетон, раствор), а также монтажного оборудования и приспособления. К подготовительным устройствам: устройство дорог, установка монтажного оборудования и машин, подготовка инвентаря и приспособлений и прочее. Основные процессы состоят из строповки монтируемых элементов, подъема и установки их на опоры, временного закрепления их в стык; дополнительные — это замоноличивание конструкций и сварка стыковых соединений.
Состав и трудоемкость процессов, входящих в процесс монтажа, зависят не только от конструктивных особенностей монтируемого здания, но и от принятого способа выполнения работ, применяемых механизмов и приспособлений.
Монтаж конструкций будет вестись непосредственно с транспортных средств. При монтаже «с колес» отпадает необходимость в излишней работе по разгрузке и складированию конструкций, пространство у места монтажа свободно, чем улучшаются условия маневренности кранов, снижается трудоемкость и себестоимость монтажа.
Монтаж конструкции предполагается выполнять комбинированным способом, т.е. двумя потоками: 1-ый поток — монтаж колонн, подкрановых балок; 2-ой — монтаж ферм и плит покрытий (комплексный метод).
монтаж конструкция кран здание
Конструкция данного одноэтажного здания выполняется по каркасной схеме. В качестве материала принят железобетон.
Несущими конструкциями одноэтажного каркасного промышленного здания служат поперечные рамы и их продольные элементы. Статическая работа каркаса — рамно-связная.
Вводная видеолекция к курсу «Основы проектирования технологического оборудования»
Поперечная рама каркаса состоит из колонн, жестко заделанных в фундамент, и стропильных ферм, являющееся несущими конструкциями покрытия, опертых на стойки каркаса. Соединение колонн со стропильными конструкциями шарнирное. В продольном направлении жесткость обеспечивается постановкой вертикальных крестовых связей, подкрановых балок и жестким диском покрытия.
Раздел 1. Характеристика монтируемого здания и исходные данные для проектирования
Производится монтаж одноэтажного промышленного здания длинной 216 м. Здание разбито на 3 температурных блока длиной по 84 м. Здание имеет 2 пролета по 18 м и 2 — по 24 м. Шаг средних колонн 6 м; шаг крайних колон = 6 м; шаг стропильных ферм = 6 м.
Здание оборудовано мостовыми кранами. Район строительства — город Ангарск. Расстояние перевозки конструкции 8 км, тип дороги — грунтовая.
Для построения календарного графика задана дата начала монтажа одноэтажного промышленного здания — 2.07.2011.
Подробная характеристика всех монтируемых сборных элементов каркаса с указанием их массы и объема приведено в табл.1.
Раздел 2. Составные ведомости потребностей в конструкциях и материалах
Таблица 2 — Сводная ведомость конструкций
Наименование конструкцииЭскизКол-воОдного элементаВсех элементовm, тV, м 3 m, тV, м 3 Колонна: КК 785,32,1413,4147 — КС 1177,02,8819327,6 — КФ 305,82,3174,069,0Подкрановая балка: ПБ-6 2880,66-190,08-Вертикальная связь: СВ-6 150,34-5,1-Ферма стропильная: ФС-18 786,72,54522,6198,12 — ФС-24 789,63,65748,8284,7Плиты покрытия: ПП 10082,30,932318,4937,4
Øмасса элементов:
по I потоку = 1601,58 т;
по II потоку = 3589 т;
Øколичество элементов:
по I потоку = 520 шт;
по II потоку =1152 шт;
Таблица 3 — Сводная ведомость материалов Ведомость материалов
наименованиеЕдиница измеренияКоличествоБетон В-15м 3 126,86 Электродыкг22,3
Длина сварного шва
ПБ6 N шт ?1м=288 м
СВ6 N св6 ?1,2=16?1,2=18м
СФ18 N сф18 ?0,6=78?0,6=46,8м
СФ24 N сф24 ?0,6=78?0,6=46,8м
ПП N пп ?1,2=1008?1,2=1209,6м
Раздел 3. Ведомость объема монтажных работ
Таблица 4 — Ведомость объема монтажных работ
Наименование работЕд. изм. Кол-воНормы расходаОбъемМонтаж КК (m=5,3т) шт782,178*2,1=147 м 3 Монтаж КС (m=7т) шт1172,8117*2,8=327,6 м 3 Монтаж КФ (m=5,8т) шт302,330*2,3=69,0 м 3 Замоноличивание стыков фундамента с колоннамишт225Бетон Б15 0,08225*0,08=18м 3 Монтаж: СВ-6шт15Сварной шов Электроды 0,5кг/10п. м. (1,2п. м. шт) 1,2* (15) =18 п. м. 18*0,5/10 п. м. =0,9 кгСварка СВ-6 п. м. 18*2=36———Монтаж: ПБ-6шт2881 п. м. /шт1 п. м. * (288) =288 п. м. Сварка ПБ-6 п. м. 288Электроды 0,5кг/10п. м. 288*0,5/10 п. м. =14 кгСварка стыка ПБ с колоннойшт2880,8 п. м. /шт Электроды0,8*288=230,4 п. м. 0,5*230,4/10 п. м. =11,52кгМонтаж: ФС-18шт780,6 п. м. /шт0,6* (78+78) =93,6 п. м. ФС-24шт78Устройства стыка фермы с колоннойшт156Электроды156*0,5/10 п. м. =7,8 кгМонтаж ППшт1008Сварной шов п. м. (0,6*4) *1008= 2419,2 п. м. Замоноличивание швов ППп. м. 9072Бетон 0,012 м 3 /п. м. 9072*0,012=108,86 м 3 Обслуживание монтажных кранов I потокасм133,48Обслуживание монтажных кранов II потокасм164,54Раздел 4. Монтажные приспособления и оснаска
Таблица 5 — Монтажные оснастки монтажа конструкций
№Наименование приспособленияСхема приспособленияГруз-ть, тМасса, тВысота строп, мНаименование элементов1Строп 4-ветвевой3,2
Выгрузка и раскладка различных конструкций2Строп 2-ветвевой2,5
Выгрузка и раскладка СВ3Траверса100,1801,0Установка колонн с отметкой низа стропильных конструкций до 14,4м (траверса имеет сменные пальцы для подъема колонн массаой 10 и 16т4Траверса6
ПП, 3*6 м5Траверса 100,4551,8Установка ФС, L=18 м 6Траверса 250,7503,6Установка ФС, L=24 м
Таблица 6 — приспособления для временного закрепления и выверки конструкций и для обеспечения работы монтажников на высоте.
№Наименование приспособленияСхема приспособленияГруз-ть, тМасса, кгВысота строп, мНаименование элементов1Клиновый вкладыш -7,5-Выверка и временное закрепление колонн2Распорка -63-Временное закрепление ферм3Приставная лестница -2697,3Монтаж ферм и балок покрытий4Площадка с навесной лестницей -11,8-Обеспечение рабочего мест на высоте5Временное ограждающее покрытие -6,51,05Обеспечение безопасности работ на высоте L=564 м
Калькуляция трудовых затрат I потока.
Наименов. работЕд. изм. Кол-воСсылка ЕНиРСостав звенаНорма времени (чел-ч) Стоимость (руб.) Продолжительность№ зв. Ед. ВсегоЕд. ВсегоЧасСм. 1. Монтаж колонн: КК КС КФ шт шт шт 78 117 30 Е4-1-4Монтажник 5р-1,4р-1,3р-2,2р-1 Машинист 6р-1 85,8 140,4 4514,5 23,4 7,512. Заделка стыка колонна-фундамент1 стык225Е4-1-25Монтажник 4р-1,3р-10,81182,250,603135,6791,1315, 1923.
Монтаж вертикальных связей СВ-6 Е-5-1-8Монтажник 5р-1,4р-1,3р-1 Машинист 6р-1 8,31,381 4. Сварка связей СВ-6 1,8Е — 22-1-6Электросварщик 5р-28,815,848,0114,4187,921,3235. Монтаж ПБ-6 Е-5-1-8Монтажник 6р-1,4р-2,3р-2 Машинист 6р-1 139,8623,311 6. Сварка ПБ-610м шва28,8Е-22-1-6Электросварщик 5р-215,5446,414,11406,37148,824,83 7. Обслуживание монтажного кранасм69,89Обсл. персонал 2 чел. 9,21643,8726,581858,04419,3469,8688. Итогосм69,89 419,3469,899. Итого с обслуж. кранасм69,89 419,3469,8910. Всегосм69,893724,684398,84419,3469,89
Калькуляция трудовых затрат на выполнение монтажных работ II потоком
Наименов. работЕд. изм. Ссылка ЕНиРКол-воСостав звенаНорма времени (чел-ч) Стоимость (руб.) Продолжительность№ зв. Ед. ВсегоЕд. ВсегоЧасСм. 1. Монтаж стропильных ферм ФС-18 ФС-24шт штЕ-4-1-678 78Монтажник 6р-1,5р-1,4р-1,3р-1,2р-1 Машинист 6р-1 124,8 148,220,8 24,742.
Сварка ферм с колоннами10м шваЕ 22-1-69,36Электросварщик 5р-215,5145,0814,11132,0672,5412,0953. Монтаж плит покрытия ППштЕ-4-1-71008Монтажник 4р-1,3р-2,2р-1 Машинист 6р-1 302,450,44 4. Сварка ПП10м шваЕ-4-1-26120,9Электросварщик 5р-23,8459,83,46418,623038,85 5. Заливка швов плит покрытия ПП100м шва90,72Монтажник 4р-1,3р-16,4580,64,77432,7290,348,3866. Обслуживание монтажного кранасм95,9Обсл. персонал 210,791034,7628,72752,4857595,977. Итогосм95,9 57595,98. Итого с обслуж. кранасм95,9 57595,99. Всегосм95,95370,266454,8957595,9
Раздел 5. Выбор методов монтажа одноэтажных промышленных зданий
Для выбора метода монтажа предусматривают разделение здания на захватки. В качестве захватки принимают один температурный блок здания или один температурный блок в одном проеме. Комплекс монтажных работ включает ряд последовательно выполняемых процессов: монтаж колонн, монтаж подкрановых балок и связей под пролетом, подстропильных ферм, ферм покрытия, плит покрытия и стеновых панелей.
Монтаж будет вестись в два потока двумя кранами. В первый поток будут монтироваться следующие элементы: колонны, подкрановые балки и связи. Во второй поток стропильные фермы и плиты покрытия. Первый поток будет выполняться раздельным методом, то есть каждый элемент будет монтироваться последовательно после того как 100% смонтирует на всех захватках предыдущий элемент.
Второй поток будет выполняться комплексным методом, то есть в одной ячейке, ограниченной шагом колонн и одним пролетом будут смонтированы последовательно две подстропильные фермы, 3 фермы и диск покрытия на них. Или будут смонтированы две фермы и диск покрытия на них, если шаг колонн в среднем ряду 6м. Стеновые панели могут монтироваться третьим потоком, после того как будут выполнены предыдущие работы двух потоков на одной захватке. Движение крана при монтаже стеновой панели идет по периметру здания по ярусно всех стеновых панелей. Третий поток в курсовом проекте не рассчитывается.
Монтаж всего здания монтируется комбинированным методом монтажа — раздельным и комплексным способами. При заделке стыков колонн с фундаментами бетоном комплексный метод практически трудно осуществить из-за необходимости задержки и укладки балок, ферм и плит покрытия до напора бетоном стыков колонн с фундаментом семидесяти процентной проектной прочности.
Поэтому в одноэтажных промышленных зданиях используется комбинированный метод. Отдельно монтируются колонны по всей захватке, затем подкрановые балки со связями, подкрановые фермы и фермы вместе с плитами покрытия, и отдельно стеновые панели. Направление движения крана от одной стоянки к другой может быть вдоль или поперек длины здания с внутренней или внешней стороны. При монтаже одноэтажного промышленного здания, краны, которые монтируют колонны, балки, фермы и плиты, располагаются внутри здания, а краны, монтирующие стеновые панели, с внешней стороны. При монтаже колонн, балок, подстропильных ферм и ферм будет использоваться продольная проходка, а при монтаже плит покрытия — поперечно-продольная проходка крана.
Монтаж конструкций можно проводить с транспортных средств с предварительной раскладкой в зоне монтажа и с при объектного склада. При четкой организации работ с транспортных средств без промежуточного предварительного монтажного складирования позволяет уменьшить стоимость монтажа здания и трудозатраты за счет устранения операции разгрузки и складирования.
Для уменьшения простоя автотранспорта рекомендуется челночный монтаж с колес, при использовании сменных прицепов, оставляемых на объекте без тягача на период монтажа доставленных элементов. При монтаже с транспортных средств в проекте предусматривают пути подачи автотранспорта в зону монтажа и разрабатывается почасовой график монтажа конструкций.
Второй метод с предварительной раскладкой предусматривает заблаговременную доставку элементов в пролеты, подлежащие монтажу, разгрузку и складирование в зоне монтажа и основным недостатком этого метода по сравнению с первым является необходимость выполнения дополнительных операций по разгрузке и складированию. Третий метод (монтаж с приобъектного склада) требует наличие дополнительных площадей для складирования за пределами здания. Склад бывает необходим, если занята площадь внутри здания. Такой склад располагается вне здания, в зоне действия монтажного крана, который должен иметь достаточный вылет стрелы и грузоподъемность. Весь монтаж в курсовом проекте ведется «с колес».
ИсточникМонтаж электрических машин и аппаратов
Электротехническими установками называются устройства, производящие, преобразовывающие, распределяющие и потребляющие электрическую энергию. Для надежной и бесперебойной работы каждая электротехническая установка должна быть правильно спроектирована, обеспечена надлежащим электрооборудованием и электроматериалами. Монтаж всех объектов необходимо тщательно выполнять.
Требования, предъявляемые к электротехническим установкам, изложены в Правилах устройства электроустановок (ПУЭ), выполнение которых обязательно при их проектировании и монтаже.

Монтаж электрических машин и аппаратов — это весьма ответственный, сложный и трудоемкий процесс, требующий тщательной предварительной подготовки. Помимо правильного и качественного выполнения монтажа с чисто технической точки зрения, к монтажным работам предъявляются требования в отношении сроков и стоимости их выполнения.
Монтаж крупных электрических машин связан обычно с вводом новых энергетических мощностей или с вводом в эксплуатацию крупных промышленных предприятий в установленные сроки. Таким образом, скоростные и качественные методы монтажа имеют большое значение.
Перед началом монтажа должны быть проведены необходимые организационно-технические мероприятия:
составление рабочего проекта организации работ, в котором должны быть указаны технологический процесс и календарный план проведения всех операций;
детальная разработка технологического процесса монтажа и доведение его до рабочего места;
правильная расстановка рабочей силы и осуществление максимальной механизации монтажных работ;
обеспечение безопасности производства работ, а также организация отопления, освещения и вентиляции;
обеспечение бесперебойного ведения монтажных работ путем своевременного и комплектного снабжения инструментами и материалами.

Электроустановки подразделяются на установки с номинальным напряжением до 1000 В включительно и электроустановки напряжением выше 1000 В.
Действующими считаются установки, которые полностью или частично находятся под напряжением или на которые в любой момент может быть подано напряжение включением коммутационной аппаратуры.
Наружными, или открытыми, называются электроустановки, находящиеся на открытом воздухе. Внутренними, или закрытыми, называются электроустановки, находящиеся в помещении. Установки, защищенные только навесами, сетчатыми ограждениями и т. п., рассматриваются как наружные.
Требования к монтажу электроустановок зависят от характера помещений, в которых они устанавливаются (смотрите — Классификация помещений по условиям окружающей среды).
Инструменты и приспособления, применяемые при монтаже электрических машин
При монтаже электрических машин (двигателей и генераторов) применяют ряд специальных инструментов и приспособлений.
Для проверки биения вращающихся частей (коллекторов, валов, роторов) пользуются индикаторами часового типа. Они состоят из системы связанных между собой рычагов или зубчатых колес, увеличивающих малые движения и позволяющих отсчитывать их на циферблате со стрелкой.
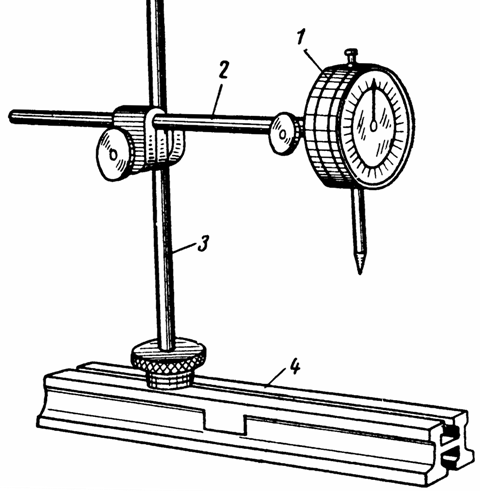
Индикатор 1 укрепляется на держателе 2 и вертикальной стойке 3, смонтированной на постаменте 4, что позволяет устанавливать его под любым углом. Индикатор может служить также для выверки центровки валов электрических машин.
Индикаторы изготавливаются с ценой деления 0,01 мм. При измерении постамент ставят на неподвижную опору, а измерительный стержень устанавливают перпендикулярно оси вала и приводят в соприкосновение с проверяемой поверхностью. Перед отсчетом величины биения необходимо убедиться в правильной установке индикатора. Для этого производят легкое постукивание по корпусу индикатора, при этом стрелка будет колебаться. Если она после колебания вернется в прежнее положение, то индикатор установлен правильно.
Для измерения вибрации электрических машин используют виброметры. Существуют виброметры многих типов, но при монтаже обычно применяются простейшие виброметры часового типа. Перед измерением прибор устанавливают на вибрирующую поверхность.
При монтаже крупных электрических машин необходимо выверить горизонтальность фундамента. Для этого применяют специальные устройства — гидростатические уровни или ватерпасы.
Кроме перечисленных, при монтаже применяются различного рода подъемные устройства. Для подъема грузов на небольшую высоту используют домкраты. По принципу действия домкраты бывают трех типов: реечные, винтовые и гидравлические. Грузоподъемность винтовых домкратов достигает 20 т. Подъем очень больших грузов осуществляют гидравлическими домкратами, грузоподъемность которых 750 т.

Монтаж электрических машин
Особенности монтажа электрических машин рассмотрим на примере асинхронного электродвигателя с короткозамкнутым ротором.
Асинхронные электродвигатели являются наиболее распространенными и находят применение в промышленном электроприводе. Это объясняется тем, что асинхронные двигатели просты по устройству и работают от сети трехфазного тока.
Асинхронные двигатели строятся в двух исполнениях — с короткозамкнутым ротором и с фазным ротором (с контактными кольцами). Двигатели с короткозамкнутым ротором — это самые простые двигатели по устройству и обслуживанию, так как они не имеют щеток.

Асинхронный двигатель с короткозамкнутым ротором
Эти двигатели включаются в сеть трехфазного тока непосредственно без всяких дополнительных пусковых устройств. При пуске двигателя он потребляет из сети ток, который в 5 — 7 раз превышает рабочий ток двигателя. Поэтому раньше двигатели с короткозамкнутым ротором применялись только мощностью до 100 кВт. В настоящее время, для снижения пусковых токов асинхронных двигателей с короткозамкнутым ротором применяются специальные устройства плавного пуска и частотные преобразователи.
Асинхронные двигатели с фазным ротором применяются только в тех случаях, когда необходимо регулировать скорость вращения асинхронного двигателя посредством включения реостата в цепь ротора или же мощность системы не позволяет включать короткозамкнутый электродвигатель большой мощности из-за чрезмерного падения напряжения при пуске.
Выверка горизонтальности фундамента по уровням: 1 — гидростатические уровни
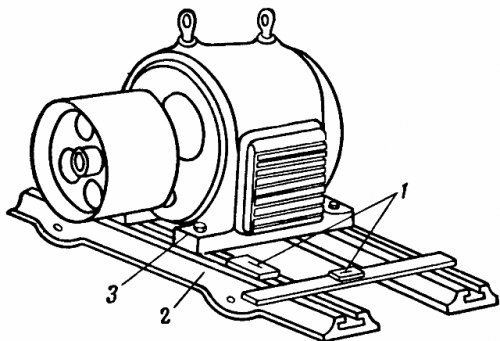
Электродвигатели устанавливаются или на фундаменте, или на рамах, собранных из стальных конструкций. Машины, работающие с ременной передачей, обычно монтируют на салазках 2, которые позволяют регулировать натяжение ремня. Салазки представляют собой литые или сварные балки корытообразного сечения, внутри которых перемещаются специальные ползуны. В них ввертывают болты 3, проходящие сквозь лапы станины. Ползуны устанавливаются путем зацепления за зубцы салазок.
Подтягиванием регулировочных болтов, упирающихся в лапы станины, можно передвигать машину параллельно ее оси и натягивать или ослаблять ремень. Если привод машины осуществляется через муфту, то машина устанавливается на раме или фундаменте. Способы монтажа машин малой мощности весьма различны. Они могут быть установлены нормально (лапами вниз), на стене или на потолке.
Перед началом монтажа производится надевание на конец вала шкива, шестерни или полумуфты. Ни в коем случае не допускается набивание этих деталей на вал ударами, так как при этом могут быть повреждены подшипники. Иногда даже наблюдается сдвиг ротора вдоль вала.
На рисунке ниже показано винтовое приспособление для насадки шкива на вал.
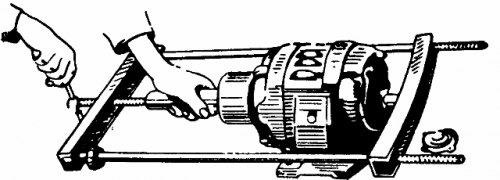
Насадка шиква на вал
При пользовании этим приспособлением усилие насадки воспринимается валом, в торец которого упирается шкворень приспособления. Для этого должна быть снята крышка подшипника со стороны, противоположной приводу. Для насадки шкива на вал более крупной машины можно применять винтовой домкрат, используя в качестве опоры стены здания или колонны. Горизонтальность плоскости установки выверяется при помощи уровней, которые надо помещать в двух перпендикулярных положениях.
Одной из основных операций монтажа электрических машин является центровка, которая предназначена для того, чтобы получить правильное взаимное положение соединяемых валов, обеспечивающее спокойную работу машин. Для этого необходимо, чтобы оси валов лежали на одной линии и центры валов совпадали. Наиболее распространенной является центровка при помощи двух скоб, закрепляемых на полумуфтах соединяемых машин.
Подробнее про монтаж электрических машин рассказано здесь:

Монтаж электрической аппаратуры
Для управления работой электродвигателей, генераторов и электрических сетей применяют различного рода электрические аппараты. Они служат для включения и выключения объектов электрооборудования и отдельных участков сети, для регулировки тока в обмотках при пуске и работе электродвигателей и генераторов, для защиты их от перегрузки и коротких замыканий, для изменения скорости и направления вращения.
Электрические аппараты используют также для автоматизации технологических процессов, разного рода специальных целей, как, например, электрической контактной сварки, захватывания деталей в процессе обработки, сигнализации и управления производством и т. д.
Пускорегулирующие и защитные аппараты являются весьма ответственной частью электрооборудования, поэтому монтаж их должен быть высококачественным и обеспечивать надежность работы электроприводов.

Все аппараты перед монтажом подвергаются тщательному осмотру для проверки их исправности. Каждый аппарат помещается в специальном кожухе, в лапах которого предусмотрены отверстия для крепления. Через эти отверстия производится разметка в панелях и рамах, на которые устанавливают аппараты. Многие современные электрисеские аппараты предназначены для крепления на DIN-рейку, что значительно облегчает их монтаж.
Металлические кожухи аппаратов должны быть присоединены к сети заземления. Подводимые к аппаратам многожильные провода и одножильные сечением более 10 мм 2 должны иметь механические сжимы или наконечники.
Подробнее про монтаж различных электрических аппаратов рассказано здесь:
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Источник