Проект производства работ – является ключевым документом в режиме организационно-технологической подготовки проведения строительных работ. Разработкой ППР занимаются генеральные подрядные монтажно-строительные организации. Отдельные виды монтажных и строительных работ могут разрабатывать организации, выполняющие эти работы.
В таком проекте должны присутствовать технологические схемы (карты) на выполнение сложных, особо крупных или новейших видов работ.
Технологическая карта (ТК) является документом, в котором указывается последовательность выполнения и наиболее рациональные способы рассматриваемого вида работ, необходимые ресурсы, организация труда, калькуляция затрат по труду. Обычно технологические карты включают графический и текстовой материал, в частности, схемы рабочих мест с определением области работ, рубежей участков, на которые поделен объект, места стоянок машин и пути их движения.
Технологические карты необходимы для таких работ, как, например, бетонные работы, когда необходимо бетонирование постаментов под оборудование, тела плотины, при сооружении глубоких опор, стен в грунте; земляные работы, которые выполняются в больших объемах в промышленном, гидротехническом, гидромелиоративном, иногда в жилищном строительстве.
Технологическая карта — основной документ для изготовления деталей. Технология 6 класс
Также такие карты нужны при использовании инъекционного оборудования бетононасосов. Технологические карты можно поделить на три вида:
• типовые без привязки -к объекту;
• типовые – с привязкой к типовому объекту (сегодня их роль уменьшилась из-за резкого уменьшения применения таких проектов);
• индивидуальные – с привязкой к определенному проекту.
Также в ППР могут содержаться КТП (карты трудовых процессов). В этих картах примерно одинаковые цели, что и в ТК. Однако КТП по сравнению с ТК охватывают меньшее количество операций и собой являют средство более доскональной проработки операций строителей.
Источник: gssm.ru
Что такое типовые технологические карты в строительстве
slavalit Ср Дек 16, 2009 8:31
Технологическая карта на укладку чугунных напорных трубопроводов диаметром до 150 мм
2-08 ТК . В карте приведена технология укладки чугунных напорных трубопроводов диаметром до 150 мм при помощи автомобильных кранов, представлены схемы механизации, освещены вопросы качества работ, безопасности и охраны труда, экологической и пожарной безопасности, приведены указания по организации рабочего места, дана потребность в материально-технических ресурсах, приведены технико-экономические показатели. Карта может применяться как самостоятельно, так и в составе проекта производства работ в качестве технологического документа при производстве работ на строительных объектах.
Должников С.Л. Фотограмметрия и лазерное сканирование в строительстве
В формате PDF. 428 Кб.
Скачать с Ifolder.ru
Технологическая карта на прокладку стальных водопроводов через проезжую часть автодорог
103-04 ТК . Технологическая карта на прокладку стального водопровода через проезжую часть автодорог является обязательным организационно-технологическим документом, регламентирующим правила производства работ по прокладке стального водопровода через проезжую часть автодорог в траншее. В карте приведены указания по организации и технологии укладки наружного водопровода из стальных труб, представлены схемы механизации, а также приведены данные по контролю качества и приёмке работ, требования безопасности и охраны труда, экологической и пожарной безопасности при производстве работ.
В формате PDF. 2,6 Мб.
Скачать с Ifolder.ru
Скачать с DepositFiles
Технологическая карта на укладку чугунных напорных трубопроводов наружных сетей водопровода при помощи талей и лебедок
124-05 ТК . В карте приведена технология укладки чугунных напорных трубопроводов наружных сетей водопровода при помощи талей и лебедок, представлены схемы механизации, освещены вопросы качества работ, безопасности и охраны труда, экологической и пожарной безопасности работ, приведены указания по организации рабочего места, дана потребность в материально-технических ресурсах, приведены технико-экономические показатели. Карта может применяться самостоятельно, а также в составе проекта производства работ в качестве технологического документа при производстве работ на строительных объектах.
В формате PDF. 1,8 Мб.
Скачать с Ifolder.ru
Скачать с DepositFiles
Технологические схемы на разборку и демонтаж конструкций междуэтажных перекрытий
153-07 ТК . Издание второе, дополненное и переработанное. Технологические схемы на разборку и демонтаж конструкций междуэтажных перекрытий содержат рациональные решения по организации и производству этих работ, обеспечивающие качественные показатели, требования безопасности и охраны труда при реконструкции и капитальном ремонте зданий.
В формате PDF. 379 Кб.
Скачать с Ifolder.ru
Типовая технологическая карта (ТТК). Устройство подстилающего слоя основания из песчано-щебёночной смеси
Типовая технологическая карта разработана на комплекс работ по устройству подстилающего слоя основания из песчано-щебеночной смеси № 5 на строительстве автомобильной дороги III-й технической категории, во II-й дорожно-климатической зоне.
В формате MS Word (doc). 144,5 Кб.
Скачать с Ifolder.ru
Re: Типовые технологические карты
slavalit Ср Янв 06, 2010 1:31
Типовые технологические карты (ТТК) на штукатурные работы:
ТТК ШТУКАТУРНЫЕ РАБОТЫ ВНУТРИ ЗДАНИЙ С ИСПОЛЬЗОВАНИЕМ РАСТВОРОСМЕСИТЕЛЬНЫХ НАСОСОВ ФИРМЫ ПФТ ГИПСОВОЙ СМЕСЬЮ КНАУФ МП 75
ТТК ШТУКАТУРНЫЕ РАБОТЫ ВНУТРИ ЗДАНИЙ ВРУЧНУЮ ГИПСОВЫМИ СМЕСЯМИ КНАУФ РОТБАНД И ГОЛЬДБАНД вручную
ТТК Устройство однослойной штукатурки на основе сухих гипсовых смесей для жилых и общественных зданий
ТТК Устройство каменной штукатурки механизированным способом
ТТК ОШТУКАТУРИВАНИЕ ПОВЕРХНОСТЕЙ ВЫСОТОЙ БОЛЕЕ 4 М ВНУТРИ ПОМЕЩЕНИЙ ПРИ ПРОСТОЙ, УЛУЧШЕННОЙ И ВЫСОКОКАЧЕСТВЕННОЙ ШТУКАТУРКЕ
ТТК Механизированное выполнение штукатурных работ
ТК Штукатурные работы в 70-квартирном доме серии 1-447С-37
ТК Штукатурные и облицовочные работы при строительстве здания железнодорожного вокзала на 100 пассажиров
ТК Штукатурные и малярные работы в крупнопанельных домах
Технологическая карта. Штукатурные работы в кирпичном доме серии 1-447с-34
Технологическая карта. Штукатурные и малярные работы в крупнопанельных домах
Технологическая карта на устройство штукатурных покрытий фасадов на основе декоративных вяжущих низкой водопотребности
Технологическая карта на устройство штукатурных покрытий фасадов
Технологическая карта на устройство простых штукатурных покрытий внутренних стен и перегородок
Технологическая карта на оштукатуривание внутренних кирпичных поверхностей при простой, улучшенной и высококачественной штукатурке
Технологическая карта. Декоративная штукатурка под Гранит
Технические рекомендации по технологии штукатурных работ внутри зданий
СП 12-101-98 Технические правила производства наружной теплоизоляции зданий с тонкой штукатуркой по утеплителю
Методические рекомендации по технологии выполнения накрывочных штукатурных слоев повышенной готовности под малярную отделку
МДС 81-39.2005 Типовые технологические карты на отделочные работы с применением комплектных систем КНАУФ. Том 3
ВСН 421-81 Инструкция по составам, технологии изготовления и укладки кислотоупорных торкрет-штукатурок
Указания по механизированному нанесению комплексного накрывочного слоя при производстве штукатурных работ
Файлы в форматах PDF и MS Word (doc). 12,4 Мб
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Альбом Технологических карт на производство штукатурных работ
Альбом содержит 10 технологических карт основных вариантов комплексной механизации штукатурных работ в различных видах строительства, разработанных с учетом климатических зон страны и опыта передовых строительных организаций. В картах указаны машины, приспособления и оборудование, которые рационально применять при производстве штукатурных работ, а также приведены калькуляции стоимости производства работ.
Содержание:
ВСТУПЛЕНИЕ
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No1 УЛУЧШЕННАЯ ТРЕХСЛОЙНАЯ ШТУКАТУРКА ВНУТРЕННИХ КИРПИЧНЫХ СТЕН, ЗАТИРКА ПОВЕРХНОСТИ ГИПСОБЕТОННЫХ ПЕРЕГОРОДОК И ПЕРЕКРЫТИЯ ТИПОВОГО ЭТАЖА РЯДОВОЙ СЕКЦИИ ПЯТИЭТАЖНОГО ЖИЛОГО ДОМА СЕРИИ 114-85-1/1
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No2 УЛУЧШЕННАЯ ТРЕХСЛОЙНАЯ ШТУКАТУРКА ВНУТРЕННИХ КИРПИЧНЫХ СТЕН, ЗАТИРКА ПОВЕРХНОСТИ ГИПСОБЕТОННЫХ ПЕРЕГОРОДОК И ОТДЕЛКА ПОТОЛКОВ «ПОД ШАГРЕНЬ» ТИПОВОГО ЭТАЖА РЯДОВОЙ СЕКЦИИ ПЯТИЭТАЖНОГО ЖИЛОГО ДОМА СЕРИИ 114-85-1/1
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No3 УЛУЧШЕННАЯ ТРЕХСЛОЙНАЯ ШТУКАТУРКА ВНУТРЕННИХ КИРПИЧНЫХ СТЕКН, ЗАТИРКА ПОВЕРХНОСТИ ГИПСОБЕТОННЫХ ПЕРЕГОРОДОК И РАСШИВКА ШВОВ ПЕРЕКРЫТИЯ ТИПОВОГО ЭТАЖА РЯДОВОЙ СЕКЦИИ ДЕВЯТИЭТАЖНОГО ЖИЛОГО ДОМА СЕРИИ 114-65-3/1
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No4 ОДНОСЛОЙНАЯ ШТУКАТУРКА (СПЛОШНОЕ ВЫРАВНИВАНИЕ) ВНУТРЕННИХБЕТОННЫХ ПОВЕРХНОСТЕЙ СТЕН И ПЕРЕГОРОДОК ТИПОВОГО ЭТАЖА РЯДОВОЙ СЕКЦИИ ДЕВЯТИЭТАЖНОГО КРУПНОПАНЕЛЬНОГО ЖИЛОГО ДОМА СЕРИИ 111-2-2/1
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No5 ОДНОСЛОЙНАЯ ШТУКАТУРКА (СПЛОШНОЕ ВЫРАВНИВАНИЕ) ВНУТРЕННИХ БЕТОННЫХ ПОВЕРХНОСТЕЙ СТЕН, ПЕРЕГОРОДОК И ПОТОЛКОВ ТИПОВОГО ЭТАЖА ШЕСТНАДЦАТИЭТАЖНОГО ЖИЛОГО ДОМА ИЗ МОНОЛИТНОГО ЖEЛЕ3ОБЕТОНА СЕРИИ Э-187
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No6 УЛУЧШЕННАЯ ТРЕХСЛОЙНАЯ ШТУКАТУРКА ВНУТРЕННИХ КИРПИЧНЫХ СТЕН, ЗАТИРКА ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ КАРКАСА ТИПОВОГО ЭТАЖА ЧЕТЫРЕХЭТАЖНОГО ПРОМЫШЛЕННОГО ЗДАНИЯ
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No7 ВЫСОКОКАЧЕСТВЕННАЯ ТРЁХСЛОЙНАЯ ШТУКАТУРКА ФАСАДА РЯДОВОЙ СЕКЦИИ ТИПОВОГО ЭТАЖА ДЕВЯТИЭТАЖНОГО ЖИЛОГО КИРПИЧНОГО ДОМА СЕРИИ 114-65-3/1
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No8 УЛУЧШЕННАЯ ТРЕХСЛОЙНАЯ ШТУКАТУРКА ВНУТРЕННИХ КИРПИЧНЫХ СТЕН, ЗАТИРКА ПОВЕРХНОСТИ ГИПСОБЕТОННЫХ ПЕРЕГОРОДОК И ЗАДЕЛКА ШВОВ В ПЕРЕКРЫТИИ ТИПОВОГО ЭТАЖА ПЯТИЭТАЖНОГО КУЛЬТУРНО-БЫТОВОГО ЗДАНИЯ СЕРИИ 164-80-2
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No9 УЛУЧШЕННАЯ ТРЕХСЛОЙНАЯ ШТУКАТУРКА ВНУТРЕННИХ КИРПИЧНЫХ СТЕН, ЗАТИРКА ПОВЕРХНОСТИ ГИПСОБЕТОННЫХ ПЕРЕГОРОДОК И ЗАДЕЛКА ШВОВ В ПЕРЕКРЫТИИ ТИПОВОГО ЭТАЖА РЯДОВОЙ СЕКЦИИ ЧЕТЫРЕХЭТАЖНОГО ЖИЛОГО ДОМА СЕРИИ 114-74 ДЛЯ СЕВЕРНОЙ ЗОНЫ СТРАНЫ
— ТЕХНОЛОГИЧЕСКАЯ КАРТА No10 УЛУЧШЕННАЯ ДВУХСЛОЙНАЯ ШТУКАТУРКА ВНУТРЕННИХ КИРПИЧНЫХ СТЕН, ЗАТИРКА ПОВЕРХНОСТИ ГИПСОБЕТОННЫХ ПЕРЕГОРОДОК ТИПОВОГО ЭТАЖА РЯДОВОЙ СЕКЦИИ ДЕВЯТИЭТАЖОГО ЖИЛОГО ДОМА СЕРИИ 114-85-3/1 ДЛЯ ЮЖНОЙ ЗОНЫ СТРАНЫ
— Сводная таблица технико-экономических показателей
Файл в формате PDF. 2,6 Мб.
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Карты трудовых процессов (КТП) на штукатурные работы:
КТП Штукатурная отделка оконных и дверных проемов (КТ-8-1-67)
КТП Разравнивание слоя грунта при оштукатуривании кирпичных стен (КТ-8-1-68)
КТП Подготовка поверхности кирпичных стен под оштукатуривание (КТ-8-1-68)
КТП Оштукатуривание откосов и подготовка поверхностей под терразитовую штукатурку (ККТ-8.0-4)
КТП Оштукатуривание оконных и дверных откосов (КТ-8.-1.6-69).
КТП Оштукатуривание мест соединения железобетонных плит перекрытия с прорезкой рустов (КТ-8-1-67)
КТП Однослойная штукатурка потолка с вытягиванием рустов (КТ-8.-1.7-69)
КТП Обработка терразитовой штукатурки под фактуру (ККТ-8.0-4)
КТП Нанесение обрызга при оштукатуривании кирпичных стен (КТ-8-1-68)
КТП Нанесение накрывочного слоя при оштукатуривании кирпичных стен (КТ-8-1-68)
Комплект карт трудовых процессов по устройству штукатурки механизированным способом (КТ-8 47-72, КТ-8 48-72, КТ-8 49-72)
Комплект карт трудовых процессов на устройство штукатурки фасадов зданий механизированным способом (KT 8.0-3.1, КТ-8.0-3.2, КТ-8.0-3.3)
Карты трудовых процессов Терразитовая штукатурка (ККТ-8.0-8.4-74, ККТ-8.0-7.5-74, ККТ-8.0-15.6-74)
Карты трудовых процессов Декоративная штукатурка интерьеров зданий:
— ДЕКОРАТИВНАЯ «РВАНАЯ» ШТУКАТУРКА КТ-8.0-0.33-85
— ДЕКОРАТИВНАЯ ШТУКАТУРКА «ПОД ГРАНИТ» КТ-8.0-0.34-85
— ДЕКОРАТИВНАЯ ТЕРРАЗИТОВАЯ ШТУКАТУРКА КТ-8.0-0.35-85
— ДЕКОРАТИВНАЯ ШТУКАТУРКА С КАННЕЛЮРАМИ КТ-8.0-0.36-85
— ДЕКОРАТИВНАЯ ШТУКАТУРКА «КАЛИНИНГРАДСКАЯ-75» КТ-8.0-0.37-85
— ДЕКОРАТИВНАЯ ОТДЕЛКА ОШТУКАТУРЕННЫХ ПОВЕРХНОСТЕЙ СТЕН « ПОД КРОШКУ» КТ-8.0-0.38-85
— ДЕКОРАТИВНАЯ ШТУКАТУРКА «ПОД СОСУЛЬКУ» КТ-8.0-0.39-85
— ДЕКОРАТИВНАЯ ШТУКАТУРКА «ПЯТИЦВЕТНАЯ ШУБА» КТ-8.0-0.40-85
— ДЕКОРАТИВНАЯ «РЕЛЬЕФНАЯ ШТУКАТУРКА» КТ-8.0-0.41-85
— ДЕКОРАТИВНАЯ ОТДЕЛКА КОЛОНН КТ-8.0-0.42-85
Карты организации трудовых процессов при производстве штукатурных и малярных работ:
Часть I ШТУКАТУРНЫЕ РАБОТЫ
1.1. ОБЩИЕ ПОЛОЖЕНИЯ
1.2. ОРГАНИЗАЦИЯ ТРУДА В БРИГАДАХ И ЗВЕНЬЯХ (табл. 2, 3, 4)
Карта 1 Нанесение раствора на оштукатуриваемые поверхности
Карта 2 Нанесение накрывочного слоя и отделка поверхности
Карта 3 Расшивка швов на потолках в местах соединения железобетонных плит перекрытия
Карта 4 Беспесчаная накрывка гипсобетонных крупнопанельных перегородок
Карта 5 Отделка оконных и дверных откосов
Часть II МАЛЯРНЫЕ РАБОТЫ
11.1. ОБЩИЕ ПОЛОЖЕНИЯ (табл.17, 18, 19, 20)
11.2. ПРОИЗВОДСТВО МАЛЯРНЫХ РАБОТ
11.3. ОРГАНИЗАЦИЯ РАБОТ В ПЕРВОМ ПОТОКЕ (рис. 35)
Карта 6 Сглаживание поверхности стен с расшивкой трещин
Карта 7 Сплошная шпаклевка поверхности стен (панелей) под масляную окраску
Карта 8 Шлифовка прошпаклеванных поверхностей стен
11.4. ОРГАНИЗАЦИЯРАБОТ ВО ВТОРОМ ПОТОКЕ
Карта 9 Улучшенная окраска стен клеевым составом при помощи электрокраскопульта
Карта 10 Улучшенная механизированная окраска стен масляными составами
Карта 11 Улучшенная окраска труб отопления, газопровода и чугунных труб масляными составами за 2 раза
Карта 12 Улучшенная механизированная окраска дверей и встроенной мебели масляными составами при помощи пистолета-распылителя
11.5. ОРГАНИЗАЦИЯ РАБОТ В ТРЕТЬЕМ ПОТОКЕ
Карта 13 Улучшенная окраска деревянных полов пневмоваликом за 2 раза
Карты организации труда на производство штукатурных работ жилого дома (КТ-2.0-68)
Файлы в формате PDF. 11,5 Мб.
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Re: Типовые технологические карты
slavalit Пт Янв 15, 2010 3:53
Схемы входного и операционного контроля качества строительно-монтажных работ. Часть II
Сварка арматуры и закладных изделий, строительно-монтажные работы по возведению каркасно-панельных многоэтажных общественных зданий, производственных и вспомогательных зданий промышленных предприятий в конструкциях каркаса серии 1.020-1/87, монтаж легких ограждающих конструкций
Схемы входного и операционного контроля предназначены для линейных инженерно-технических работников, бригадиров и рабочих, работников отдела контроля качества СМР, работников лабораторной, геодезической и сварочной служб, осуществляющих самоконтроль, входной, операционный и приемочный контроль качества СМР.
В формате PDF. 7,6 Мб.
Скачать с Ifolder.ru
Скачать с DepositFile
Скачать с Letitbit.net
Re: Типовые технологические карты
slavalit Сб Янв 16, 2010 11:36
Типовые технологические карты и нормативно-методические документы по технологии отделки фасадов:
ТТК Очистка от загрязнений фасадов зданий, окрашенных перхлорвиниловыми красками
ТТК Очистка от загрязнений облицованных фасадов зданий
ТТК на выполнение работ по реставрации фасадов с применением композиции Силор
ТК на устройство штукатурных покрытий фасадов на основе декоративных вяжущих низкой водопотребности
ТК на устройство штукатурных покрытий фасадов
ТК на устройство и применение средств подмащивания для организации рабочих мест на высоте при отделке фасадов зданий
ТК на отделку наружных стеновых панелей и деталей фасадов зданий мелкозернистыми декоративными материалами методом напыления по клеящей основе
ТК на окраску фасадов зданий стойкими фасадными красками
ТК на облицовку фасадов плитами из естественного и искусственного камня
ТК на облицовку фасада монолитных железобетонных зданий кирпичом с применением утеплителя
ТК на облицовку фасада кирпичом монолитных железобетонных зданий с лесов
Технологический регламент производства СМР при возведении зданий и сооружений. Производство малярных фасадных работ
Технические рекомендации по технологии применения комплекса отделочных материалов при капитальном ремонте, санации и реконструкции фасадов зданий
Технические рекомендации по технологии окраски интерьеров и фасадов строящихся жилых и общественных зданий
Технические рекомендации по входному контролю качества материалов, применяемых для отделки фасадов
Правила содержания и ремонта фасадов зданий и сооружений в Санкт-Петербурге
МДС 12-24.2006 Устройство обычных, декоративных и гидроизоляционных штукатурных покрытий фасадов зданий
Материалы и технологии производства работ по очистке фасадов зданий и инженерных сооружений
КТП Отделка фасадов мелкозернистыми материалами
КТП на устройство штукатурки фасадов зданий механизированным способом
КТП на облицовку поверхностей фасадными керамическими плитками
КТП Нанесение терразитового раствора на фасады зданий
ЖНМ-2007_03 Содержание и ремонт фасадов зданий и сооружений
Файлы в форматах PDF и MS Word (doc). 13,9 Мб
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Re: Типовые технологические карты
slavalit Сб Янв 16, 2010 15:11
Нормативно-методические документы по проектированию и технологии вентилируемых фасадов:
Рекомендации по проектированию навесных фасадных систем с вентилируемым воздушным зазором для нового строительства и реконструкции зданий
Рекомендации по проектированию и применению для строительства и реконструкции зданий фасадной системы с вентилируемым воздушным зазором СЕМ-СИСТЕМА
Рекомендации по проектированию и применению для строительства и реконструкции зданий фасадной системы с вентилируемым воздушным зазором Интерал (Техноком)
Рекомендации по проектированию и применению для строительства и реконструкции зданий фасадной системы с вентилируемым воздушным зазором ГРАНИТОГРЕС
Рекомендации по проектированию и применению для строительства и реконструкции зданий фасадной системы с вентилируемым воздушным зазором АРТ-Система ВФС-V_2005
Рекомендации по проектированию и применению для строительства и реконструкции зданий конструктивных решений по антивандальной защите навесных фасадных систем
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором ТРИОЛ
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором Стоун-Строй
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором ДИАТ-2000
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором U-KON
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором SPIDI
Рекомендации по проектированию и монтажу многослойных систем наружного утепления фасадов зданий
В формате MS Word. 43,2 Мб.
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Источник: forum.smeta.ru
Образцы технологической карты для сварочных работ

О СВАРКЕ
Сварка – это технологический процесс, в результате которого образовываются прочные связи между соединяемыми поверхностями при помощи высокой температуры нагрева деталей. Посредством сварки можно установить межатомные связи для заготовок различных металлов, сплавов, пластмасс.
.jpg)
Во избежание появления брака из-за неудачной подготовки материалов, неоптимального комплекта оборудования или некачественного выполнения сварочного шва этапы сварки подчинены алгоритмам. Предотвратить ошибки и уменьшить количество поломок поможет составление специальной инструкции – технологической карты сварки.
Что это такое
Технологическая карта (ТК) – это нормативный акт, в котором представлены сведения об одном виде (типе), технологических параметрах соединения и особенностях в процессе сварки. Составитель прописывает множество точно рассчитанных данных для создания качественной связи между металлоконструкциями.
Человек, выполняющий операцию, ориентируется на инструкцию для получения полной информации о сварке. Как результат – качественное и продуктивное выполнение поставленных задач. Техкарта введена в употребление 1 января 1984 г., единого образца для всех организаций не существует.
Помимо данных о самом процессе, указаны способы проведения контрольно-проверочных мероприятий. Документ бывает типовым и стандартным в зависимости от специфики работы. Разрабатывают его специалисты согласно аналитике исследовательских расчетов.

Где применяется технологическая карта
Карта техпроцесса – компонент всех сварочных работ на профессиональном уровне. Норматив должен использоваться в качестве руководства в каждой организации: на крупных производствах, в сварочных цехах, на мелких заводах, строительных площадках. Если требуется совершить несколько операций, разрабатывается комплект карт для всех сварных соединений. Документация находится у главного инженера.
Операционная техкарта требуется для прокладки газопроводов и трубопроводов, при выполнении монтажных работ, сборке деталей транспортных средств, сваривании труб, решетчатых металлических конструкций и во многих других сферах.
Важность наличия документации
Благодаря возможности рабочей бригады действовать по заранее продуманному и сконструированному маршруту, существенно повышается эффективность проделанных операций, снижается вероятность технических ошибок. Специалисты отдела инспекции могут проводить тщательную проверку сварных соединений на всех этапах техпроцесса.
ГОСТ, применяемый к технокарте
К единой системе технологической документации и правилам записи операций и переходов по сварке утвержден ГОСТ 3.1705-81. Он введен 1 июля 1982 г.
Сварочные мероприятия должны осуществляться в соответствии с существующими стандартами.
Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки – верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.
Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала – неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка – это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая – покрытыми электродами или неплавящимся электродом;
- механизированная – самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая – под флюсом;
- газовая;
- термитная.
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов – это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).

Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков – это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.

- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
- брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные – не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
- до 12 В – во влажных условиях;
- до 36 В – в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.
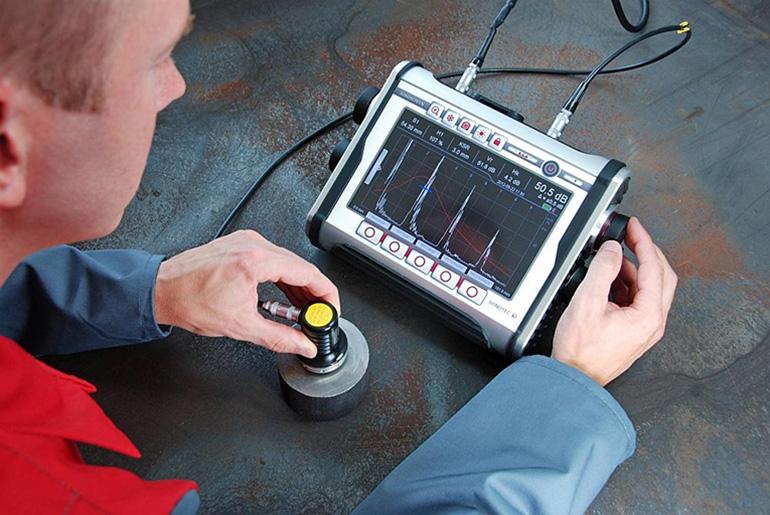
С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Особенности составления
Техкарта на проведение сборочно-сварочных работ отражает очередность операций и обязательные условия для выполнения. Неоднозначность выбора оборудования и методов его использования объясняется характеристиками первоначальных материалов.
Проект организации работ содержит алгоритмы на подготовительно-заключительные технические мероприятия, особенность которых состоит в невозможности приступить к последующему этапу без проверки и приема выполненного ранее объема.
Каждой карте присваивается оригинальный идентификационный номер, впоследствии закрепляемый за готовой конструкцией.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) – это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе – это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе – это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны.
Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Пример заполнения технокарты для отдельных работ
Условия, порядок выполнения сварки на каждый отдельный вид сварочных конструкций и примеры оформления подробно описаны в рабочем проекте.
Для сборки металлоконструкций в целом
Монтаж металлоконструкций – это трудоемкая операция, требующая большой точности расчетов.
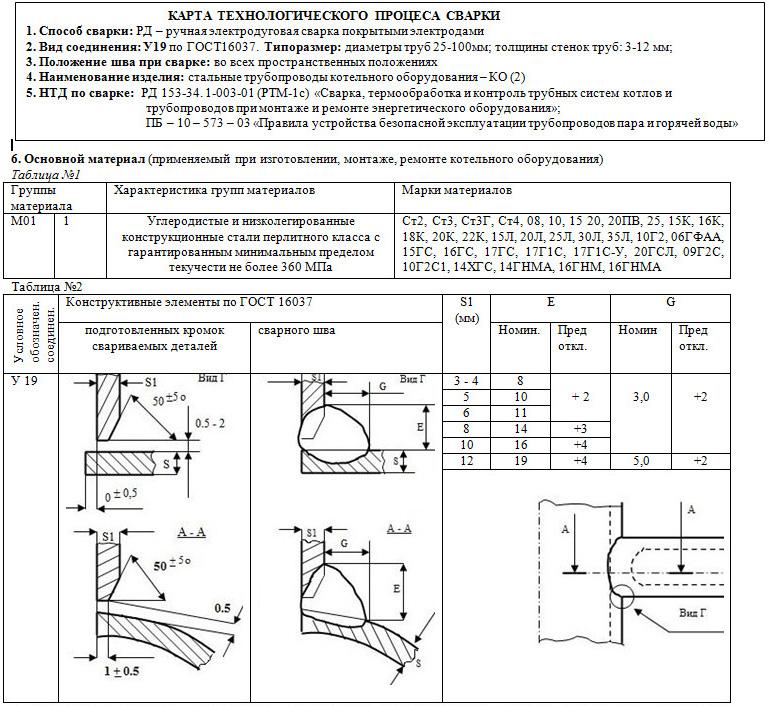
Работы с трубопроводами, в том числе ПНД
Технологическая карта на сварку трубопроводов – типовая ТК ОСТ 36-79-83.
| Форма техпроцесса сварки полимерных труб встык нагретым инструментом | |
| Название организации | |
| Способ сварки | НИ |
| НТД | СП 42-101-96, СП 42-105-99 |
| Вид соединения | Стыковое |
| Марка материала | Полиэтилен ПЭ80 |
| Диаметр трубы | 110 мм |
| Толщина стенки | 10 мм |
| Сварочное оборудование | СР |
| Температура нагревателя | 220°С |
| Удельное давление при оплавлении | 0,15 МПа |
| Время при оплавлении | До 15 секунд |
| Удельное давление при прогреве | 0,02 МПа |
| Время технологической паузы | 4 секунды |
| Время охлаждения | 7 минут |
| Эскиз сварного соединения | |
| Инспектирование качества изделия | |
| Число и подпись составителя ТК | |
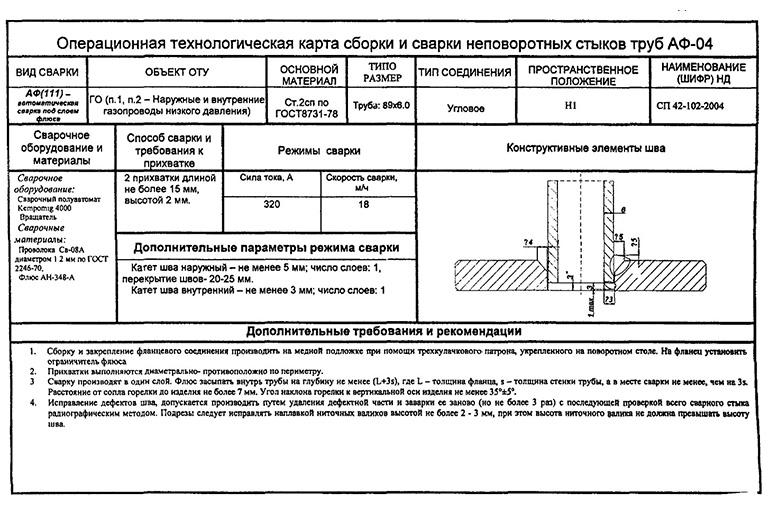
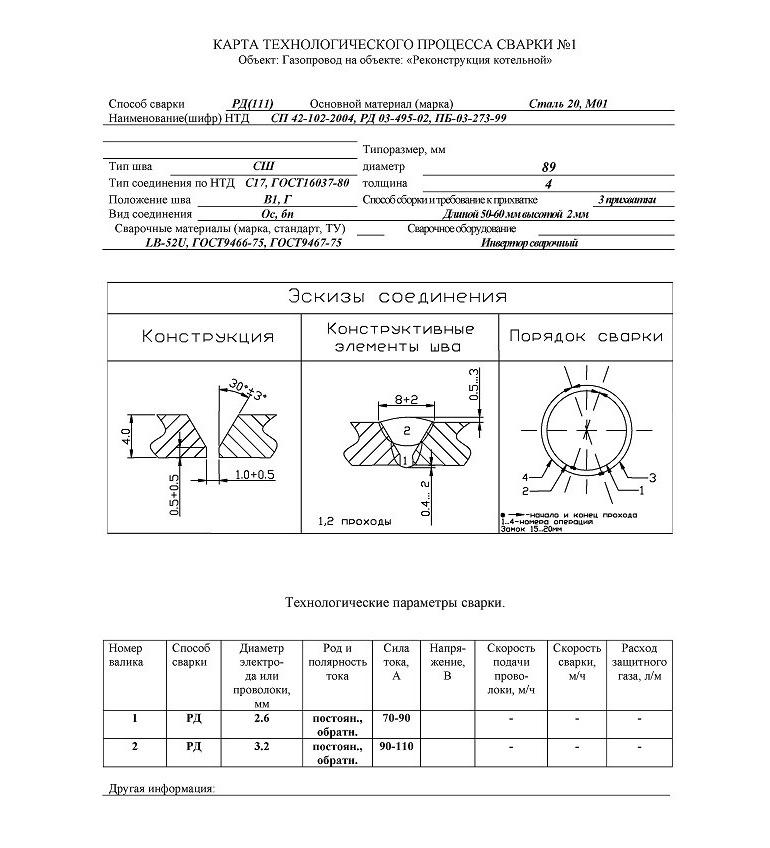
Сварка газопровода
Инструкционно-технологическая карта предусматривает использование различных технологий для работы с газовыми трубами: плазменной, газовой, аргоновой, электродуговой. Из-за высоких требований к качеству сварочных соединений монтаж осуществляют только специалисты, имеющие личное клеймо.
Род и полярность тока – постоянный, обратная.
Род и полярность тока – постоянный, обратная.
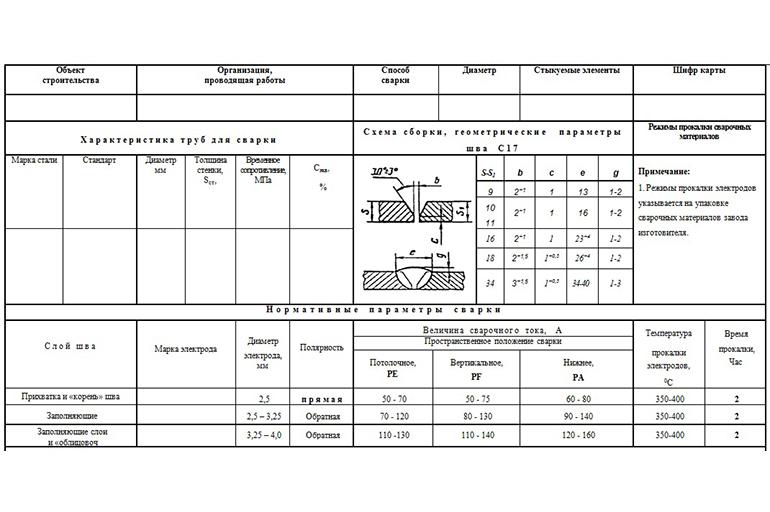
Для стыковых соединений
Данный вид сварки представляет собой плотное прилегание торцевых поверхностей деталей, находящихся в одной плоскости. Чаще применяют в местах, где действует переменное напряжение.
| Технологическая карта сварки горизонтального стыка труб | |
| Название предприятия | |
| Нормативный документ | РД 153-34.1-003-01 [1] |
| Способ | РД |
| Вид свариваемых деталей | Т |
| Основной материал | Марка – Ст3сп, 10, 16 ГС, группа – I |
| Вид покрытия электродов | Б |
| Толщина свариваемых деталей | 4,5-12 мм |
| Диаметр | 108-1420 мм |
| Тип шва | СШ |
| Тип соединения | С |
| Вид соединения | ОС |
| Положение при сварке | Г |
| Стык варить в 3 слоя: I – корневой, II – заполняющий, III – облицовочный, с полной переплавкой прихваточных швов | |
| Иллюстрация изделия с комментариями по сварке | |
| Контрольные графы | |
| Число составления и подпись инженера | |
Для тавровых соединений
Порядок применения таврового соединения при сварке: 2 детали размещают под углом так, чтобы торец первой прилегал перпендикулярно к боковой поверхности второй.
Источник: svarkaved.ru