Технологический процесс и основные этапы монтажа оборудования
Технологический процесс является частью производственного. Он определяет последовательность выполнения операций по монтажу судового механического оборудования, способы и средства, позволяющие с наименьшими затратами и при высокой производительности труда произвести его установку.
Единая система технологической подготовки производства (ЕСТПП) предусматривает единый порядок разработки технологической документации и применение типовых технологических процессов, унифицированного оборудования и стандартной оснастки. Разработка и оформление технологической документации ведется на основе Единой системы технологической документации (ЕСТД). Основное назначение стандартов ЕСТД — установление на всех предприятиях единых правил оформления и ведения технологической документации, что дает возможность взаимообмена между предприятиями технологическими документами без их переоформления.
Технологические процессы монтажа оборудования, по сравнению с другими процессами машиностроения, обладают определенной спецификой. Технология изготовления деталей предусматривает участие рабочих множества профессий (токарей, фрезеровщиков, расточников, карусельщиков, долбежников, сверловщиков и др.), а также разделение операций на составные части (проход, переход, установка и т. п.). Технологический процесс монтажа оборудования такого разделения не предусматривает и выполняется в основном рабочими одной профессии — слесарями-монтажниками, с кратковременным подключением такелажников и сварщиков.
Как осуществляется МОНТАЖ ОБОРУДОВАНИЯ УЗВ? | Главные ЭТАПЫ установки ОБОРУДОВАНИЯ | Бизнес ИДЕИ
Подавляющее большинство механизмов при установке на судне проходит шесть этапов: подготовка монтажной базы, погрузка оборудования на судно, базирование оборудования, установка компенсирующих звеньев, крепление оборудования, контроль качества монтажа.
Подготовка монтажных баз
Качество монтажа судового механического оборудования и его трудоемкость в значительной мере определяются правильным выбором монтажных баз и способами их подготовки.
При монтаже судового механического оборудования рассматривают две координатные системы: неподвижную и подвижную. Первая непосредственно связана с корпусными конструкциями и включает в себя диаметральную (ДП) и основную (ОП) плоскости судна (см. рис.1). Во вторую входят поверхности, принадлежащие монтируемому механизму. Таким образом, задачей базирования судового механического оборудования является совмещение подвижной координатной системы с неподвижной.
Монтажной базой называется совокупность поверхностей, линий и точек, определяющих положение механизма на судне. Различают общую и местную монтажные базы. Общая монтажная база — совокупность поверхностей, линий и точек, относящихся к корпусным конструкциям: ДП, ОП, опорная поверхность фундамента, теоретические линии судна, центровые риски фундамента, плазовые точки на переборках.
Местная монтажная база — совокупность поверхностей, линий и точек, относящихся к устанавливаемому механизму: опорная поверхность механизма, его центровые риски, определяющие оси валов и т. д.
Подготовка монтажной базы включает в себя следующие операции: проверку положения фундамента на основе технических требований отраслевой нормали на установку механизма; контроль конструкции фундамента; обработку опорной поверхности фундамента; ее консервацию и закрытие предохранительными щитами, если установка механизма по каким-либо причинам откладывается; снятие щитов и расконсервация поверхности при продолжении работ по монтажу.
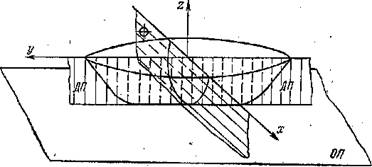
Рис. 1. Основные плоскости судна
Трудоемкость подготовки монтажной базы в значительной мере зависит от типа компенсирующего звена и способа монтажа. Больший экономический эффект дает применение агрегатного метода монтажа оборудования, при котором большой объем работ переносится со строящегося судна в цех и отпадает необходимость применения переносных станков и последующей слесарной обработки поверхности. Когда этот метод применить невозможно, обработку фундамента механизируют, используя переносные фрезерные станки различных типов, пневматические шлифовальные машинки, механические шаберы.
Корпус судна в процессе постройки не остается статичным и основная линия его постоянно претерпевает изменения, которые происходят от перераспределения внутренних напряжений, связанных со сборочно-сварочными и погрузочными работами. В связи с тем, что процесс монтажа главных механизмов и движительной установки довольно продолжителен, до начала работ должны быть выполнены следующие условия:
— в районе МКО, по верхнюю палубу включительно, должны быть закончены сборочно-сварочные работы;
— бортовые и днищевые цистерны в районе МКО испытаны и сданы ОТК и заказчику;
— в МКО, независимо от сроков монтажа, должны быть погружены и установлены максимально близко к штатным местам все тяжеловесные и громоздкие механизмы и конструкции;
— до начала монтажа и ежедневно в процессе его необходимо контролировать положение корпуса на построечном месте;
— внутри фундамента должны быть уложены участки трубопроводов;
— кабель в МКО должен быть затянут и закреплен;
— нерабочие поверхности фундамента должны быть, очищены и окрашены согласно окрасочной ведомости.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
ИсточникОсновные положения монтажа оборудования
Монтажные и укрупнительная сборка оборудования, расстановка и работы выполняют по трем этапам: этап подготовительных работ (сортировка монтажных работ (такелажные работы, установка и крепление основного оборудования укомплектование вспомогательного оборудования, очистка и подготовка монтажной оснастки, проверка и приемка строительных объектов под монтаж, разметочные работы, подготовка отверстий под монтажные болты), этап основных окончательная сборка оборудования, установка привода и ограждений, индивидуальный пуск оборудования) и этап заключительных работ (отделочные работы, комплексный пуск оборудования вхолостую, комплексный пуск оборудования под нагрузкой и сдача объекта в эксплуатацию).
Способы производства строительно-монтажных работ
Строительно-монтажные работы включают строительные, специальные строительные и монтажные работы. К строительным относятся работы по возведению зданий и сооружений. К специальным строительным относятся работы по вентиляции, сантехнике, нанесению изоляционных покрытий, возведению кирпичных и железобетонных труб. К монтажным относятся работы по монтажу оборудования, металлоконструкций, трубопроводов, КИП, энергетического оборудования, подъемно-транспортного оборудования.
Существуют три способа выполнения строительно-монтажных работ: подрядный, хозяйственный и смешанный.
Способ, предусматривающий привлечение к выполнению строительно- монтажных работ специализированных организаций, называют подрядным.
Способ, предусматривающий выполнение строительно-монтажных работ только штатными сотрудниками мясокомбината без привлечения посторонних организаций, называют хозяйственным.
Способ, предусматривающий выполнение строительно-монтажных работ при совместном участии штатных сотрудников мясокомбината и специализированных организаций, называют смешанным.
Современные новостроящиеся мясокомбинаты и реконструируемые действующие используют преимущественно подрядный способ. Такой способ обеспечивает выполнение работ по заключенному договору в заданные сроки и специалистами высокой квалификации. При подрядном способе в процессе строительно-монтажных работ участвуют следующие организации: заказчик, генподрядчик (генеральный подрядчик), субподрядчики. Заказчиком называют дирекцию строящегося предприятия, генподрядчиком – дирекцию строительной организации (обычно, дирекцию территориального строительного треста), субподрядчиком – дирекцию специализированной монтажной организации (одной или нескольких).
При выполнении строительно-монтажных работ только одной специализированной организацией ее называют подрядной. В этом случае работы проводят по прямому подрядному договору между заказчиком и подрядчиком.
Более сложной является форма производственных отношений между заказчиком, генподрядчиком и субподрядчиками. При этом заказчик передает по подрядному договору сооружение и монтаж нового предприятия генподрядчику, который в свою очередь часть специальных монтажных работ передает по субподрядному договору субподрядчикам.
Условия проведения монтажных работ определяются типовыми подрядными или субподрядными договорами и «Особыми условиями на производство строительно-монтажных работ», прилагаемыми к этим договорам.
Основные обязательства заказчика: передача подрядчику (генподрядчику) в установленные сроки проектно-сметной документации, участка для возведения объектов строительства, имеющихся сооружений для использования их на время строительства; пожарно-сторожевая охрана строительно-монтажных работ на территории действующих предприятий; финансирование строительно-монтажных работ в соответствии с генеральной сметой; обеспечение поставки оборудования для строящихся объектов; технический надзор на площадках строительно-монтажных работ.
При прямых договорах заказчик обеспечивает подрядчика монтажными материалами.
Основные обязательства подрядчика: осуществление монтажных работ в сроки, установленные договором; обеспечение специалистами-рабочими и техническими руководителями; снабжение монтажными материалами и комплектующими изделиями по особому перечню, а для генподрядчика 0 выделение субподрядчику определенных материалов.
Методы ведения монтажных работ
Существуют следующие методы проведения монтажных работ: последовательный, совмещенный, крупногабаритный и поточный.
Метод монтажа, при котором сборка и установка одной машины следует за другой в заданной очередности, называют последовательным. Оборудование монтируют при законченном строительстве здания. Метод применяют при незначительном объеме работ в процессе реконструкции цехов.

Метод монтажа, при котором строительные и монтажные работы совмещают и выполняют строго по заданному графику, согласованному со строительными и монтажными организациями, называют совмещенным. Этот метод наиболее прогрессивный и экономичный, но требует тщательной инженерной подготовки. Его применяют при большом объеме строительно-монтажных работ на строящихся предприятиях.
Метод монтажа, при котором оборудование монтируют в виде крупных комплектных блоков, называют крупноблочным. Укрупненную сборку осуществляют преимущественно на заводе-изготовителе или предварительно на монтажной площадке. Метод обеспечивает резкую интенсификацию процесса монтажа.
Метод монтажа, при котором оборудование поступает с заводов- изготови телей с низкой степенью готовности (россыпью), называют поточным. Метод удобен в отношении транспортировки оборудования, но существенно увеличивает объем монтажных работ на месте монтажа.
При реконструкции действующих предприятий в настоящее время крупные агрегаты монтируют исключительно силами подрядных организаций, обслуживающих определенные районы или группы предприятий мясной промышленности.
Для квалифицированного технического руководства монтажом сложного оборудования монтаж поручают головным заводам-поставщикам оборудования.
При реконструкции действующих предприятий отдельные несложные мА шины монтируют силами слесарей цехов. Обычно такие работы выполняют в период спада пиковых нагрузок предприятий, т.е. в межсезоны убоя скота.
Повышение производительности при монтаже оборудования базируется на технико-экономическом обосновании выбора метода монтажа с учетом конкретных условий производства.
В настоящее время технологическое, энергетическое и подъемно-транспортное оборудование монтируют передовыми методами в соответствии с проектом производства работ (ППР), разработанным монтажной организацией на основании общего проекта организации строительства (ПОС), составляемого проектной организацией для каждого типового проекта. В ПОС и ППР закладывают индустриализацию и механизацию монтажных работ.
Монтаж оборудования в цехе
Волчки поступают с завода изготовителя на предприятие в собранном виде и устанавливают его в зависимости от проекта на фундаменте или на полу. После установки и выборки горизонтальности проводят частичную разборку для снятия консервирующего покрытия, и детали соприкасающиеся с шнеком промывают горячей водой и смазывают оливковым маслом или жиром. Одновременно поворачивая в ручную проверяя работу шнека и режущего механизма.
Работы по пуску и наладке куттера начинают с проверки установки машины согласно проекту и надежности крепления куттера к фундаменту. Куттер обычно устанавливают на фундаменте или бетонных перекрытиях и крепят фундаментными болтами. Горизонтальность установки чаши контролируют при помощи уровня или водой, наливая ее в чашу.
Затем проверяют капитальность машины, наличие подшипников, приводных шкивов, клиновых ремней и режущего инструмента. При ревизии куттера частично разбирают его. Снимают ножи с ножевого вала. Все детали от загрязнений. Смазывают подшипники куттера, заливают масло в редуктор, натягивают клиновые ремни.
После холостой обкатки куттер опробуют на сырье.
Термокамеры к месту хранения транспортируют в строгом соответствии с требованиями по нагрузке и транспортировки, указанное на упаковке. Перед тем как приступить к распаковке и транспортировке оборудование термокамер к месту монтажа, извлекают техническую документацию. Тщательно изучают техническую документацию. Распаковывают оборудование.
В процессе проведения монтажных работ необходимо, чтобы стыковочные цепи между щитами были тщательно законтачены. Обтекали калориферов должны точно прилегать к крышке камеры. Зазор между крыльчаткой вентилятора и направляющим кольцом должны быть 5 – 7 мм. Металлические электрооборудования, щиты управления, металлические оболочки кабелей и защитные трубы присоединяют к цеховому контуру зацепления.
Фаршемешалки монтируют на фундаменте по уровню и закрепляют фундаментными болтами. В фундаменте по длине предусматривают сквозной канал для стока воды. Перед опробованием фаршемешалки на холостом ходу проверяют натяжение ремней привода винтов, наличие смазки во всех смазываемых точках машины, вращение и реверсирование месильных винтов, а также опрокидывание корыта, действие конечных выключателей и отключение месильных винтов при открывании крышки. Во время обкатки машины на холостом ходу температура нагрева подшипников не должна превышать 5 градусов
Монтаж конвейерного стола обвалки и жиловки
Конвейерный стол применяют для перемещения мяса, костей, котлет, пельменей и др. В качестве рабочего органа используют ленту, изготовленную из хлопчатобумажной, прорезиненной, сетчатой и других видов ткани либо из нержавеющего стального полотна.
Конвейерные столы длиной до 5 м поступают в монтаж в собранном виде, свыше 5 м – отдельными узлами. Конвейерные столы и станины изготавливает монтажная организация. Там же собирают конвейеры с приводом.
При установке конвейера его ось должна соответствовать проектной, что проверяют струной. Тщательно проверяют высотные отметки конвейера от чистого пола, чтобы лента не волочилась по полу. Сшивка должна обеспечить надежность соединения концов ленты и гибкость при переходе на барабане. Оси барабанов или валов обеих станций должны находится в горизонтальном положении, быть перпендикулярными к оси конвейера при соблюдении всех допусков на монтаж ленточных конвейеров.
Опорные части стоек каркасов конвейерных столов облицовывают после выверки их на черном полу на металлических прокладках. Жесткость конструкции должна обеспечить надежную работу конвейера.
После крепления каркаса и подливки опор устанавливают ролики и натягивают ленту или цепи. Проверяют правильность центровки вала приводного барабана с валом редуктора и установку роликовых опор, особенно желобчатых верхних опор, а также сшивки ленты. У наклонных конвейеров для облегчения протягивания ленты начинают с верхнего приводного барабана. Монтируют сбрасыватели посторонних предметов с ленты, устанавливаемые против хода нижней части ленты.
ИсточникМонтаж оборудования в цехе

На промышленном предприятии монтаж технологического оборудования может оказаться сложной задачей, если монтажные работы выполняет подрядчик без опыта и квалификации. Применяемые станки и приспособления отличаются размерами, весом, конструкцией, для их установки требуется специально подготовленный персонал и грамотно подобранные грузоподъемные механизмы и машины.
Термины и определения
Оснащение машиностроительного предприятия зависит от вида и объема выпускаемой продукции. Структура завода включает основные и вспомогательные цеха, выполняющие определенные функции и требующие монтажа внутрицехового оборудования различного типа.
Заготовительные цеха изготавливают для производства заготовки, из которых будет собираться готовое изделие. Для машиностроительных предприятий основным является кузнечно-прессовое, производящее детали из металлических листов, и металлообрабатывающее оборудование, выполняющее обработку заготовок резаньем.
В прессовых корпусах производится холодная штамповка, резка, вырубка деталей. Здесь используются дисковые и вибрационные гильотины и ножницы, штамповочные молоты, кривошипные, пневматические и гидравлические прессы. Для механической обработки устанавливаются различные фрезерные и токарные станки, автоматические линии.
В цехах автосборочного производства выполняется поузловая и полная сборка изделия. В них выполняется монтаж линий раскроя металла, оборудования для сварки и сборки. Это линии для точечной и шовной сварки, конвейерные линии, стенды, платформы с подъемными столами, различные роботы.
Исходные данные
Чтобы выполнить монтаж оборудования цеха, поставщик предоставляет необходимую для сборки информацию: паспорта на оборудование, рекомендации по размещению и креплению на фундаменте, требования к строительной готовности места установки и помещения. Поставщик прилагает список рекомендуемых для монтажа оборудования приспособлений и инструментов, варианты заделки фундаментных швов.
Места размещения монтажных участков и расположения оборудования определяются в ППР при строительстве или реконструкции цеха. При разработке проекта производства работ выполняется технологическая планировка. Для обеспечения производства энергией, водой паром выявляются точки подключения к существующим инженерным сетям, исходя из производственных возможностей предприятия, выделяются свободные мощности под работу новых агрегатов. К моменту, когда начинается монтаж цехового оборудования, решаются производственно-технические и организационные вопросы.
Особенности и отличия
Монтажные работы необходимы при строительстве нового цеха, реконструкции существующего, при ремонте станков или замене на современные. В некоторых случаях может понадобиться демонтаж оборудования, что увеличит трудоемкость установки и затраты. В зависимости от параметров и технических характеристик установка оборудования, поступившего от поставщика, производится разными методами, а используемые для этого механизмы отличаются грузоподъемностью и габаритными размерами.
Поставленное в сборе оборудование практически не требует доработки и в короткие сроки монтируется на фундамент, но вызывает затруднения при доставке и перемещении по площадке. Подъемно-транспортные и такелажные приспособления рассчитываются на достаточную грузоподъемность, требуется высокая квалификация линейных рабочих и культура производства работ.
Решением станет применение конвейерной сборки, при которой одновременно на нескольких монтажных участках выполняется крупноузловая сборка поступивших от производителя деталей. Оборудование устанавливается полностью собранным или собирается из отдельных узлов.
Условия строительной площадки, сложность агрегатов, наличие и особенности привлекаемых ресурсов влияют на выбор способа сборки. Если устройство фундамента и подземные работы под оборудование выполняются до строительства каркаса здания, то применяется способ законченного нулевого цикла. При закрытом способе подготовка к монтажу оборудования выполняется в уже построенном здании, а при комбинированном применяются оба способа.
Сроки и последовательность работ
Монтаж промышленного оборудования выполняется по СНиП 3.05.05-84 «Технологическое оборудование и технологические трубопроводы», руководствуясь проектом производства работ (ППР), проектно-сметной документацией, требованиями производителя. При сборке несложного оборудования достаточно технологической карты.
Выполняются работы в несколько этапов:
- Исходя из потребностей предприятия, определяется потребность в оборудовании. В задание на проектирование включается монтаж конвейеров, станков и других агрегатов. В проекте закладывается вид оборудования, условия его установки и подключения. Составляются графики, определяющие сроки проведения работ.
- Утверждается и согласовывается ППР. В нем содержатся монтажные схемы, ведомости оборудования для выполнения работ, оснастки, инструмента, определяется инженерное обеспечение предназначенной для сборки площадки.
- Производятся подготовительные работы, выравнивается площадка, выполняются земляные работы, закладывается фундамент и стальные конструкции основания. Для подключения к инженерным сетям прокладываются кабели, трубопроводы, каналы для прокладки инженерных систем.
- Оборудование доставляется от поставщика, проводится его разгрузка, инспекция, визуальный осмотр и приемка.
- Крупноузловая сборка выполняется на монтажных площадках, оборудование устанавливается на фундамент, выставляется и крепится при помощи фундаментных болтов. До начала работ выполняется приемка фундаментов, проверяется плановое и высотное положение, проводится выборочный геодезический контроль.
- Выполняется окончательный монтаж, устанавливаются все съемные детали и узлы. Подключаются технологические трубопроводы и системы.
- Проводится визуальный осмотр, проверяется надежность крепления узлов, качество сварных швов. Проводятся приемочные испытания. Агрегат подключается в заводским сетям. По результатам выполняется приемка рабочей комиссией.
- Выполняются пусконаладочные работы, включающие наладку электротехнических и теплосиловых систем и АСУ, индивидуальные испытания и комплексное опробование агрегата. На каждом этапе проводится устранение дефектов, проверка и регулировка параметров до значений, указанных в техническом паспорте.
- Служба эксплуатации предприятия, а в случае необходимости и государственная приемочная комиссия принимает оборудование в эксплуатацию.
Особые требования
При выполнении работ учитываются размеры помещения, где производится монтаж или демонтаж, конфигурация проемов, высота потолков, нагрузки на основание, подъездные пути, иначе перевозка и такелаж крупногабаритного оборудования могут вызвать сложности. Должна быть достаточно вместительной и площадка для монтажа и складирования. На ней должно свободно разместиться и работать монтажное оборудование. В стесненных условиях помогает использование мобильных портальных систем. При монтаже прессовых линий они позволят крупные узлы при разгрузке установить в монтажное положение и переместить их на место установки.
Сэкономить место и обеспечить свободное передвижение позволит устройство каналов в полу для прокладки кабелей электропитания и трубопроводов. После завершения монтажа каналы для инженерных систем должны быть закрыты и сняты защитные ограждения.
Наладка и регулировка оборудования при первой прогонке не всегда гарантирует необходимое качество производимой продукции. Для проверки точности и допусков производится ограниченная партия и проверяется на соответствие размеров. Если в пробной партии большой процент некачественных деталей, необходима дополнительная наладка.
Почему услуга необходима заказчику
Только специалисты, имеющие необходимую квалификацию, способны составить задание на проектирование и изготовление, выполнить все изыскания и обследования. На основании предпроектных проработок выполняется проект, разрабатывается ППР.
Строительные работы для монтажа технологического оборудования выполняются подрядными организациями, бригада монтажников производит сборку в соответствии с чертежами. Для такелажа и перевозки негабаритных и тяжелых агрегатов требуются сертифицированные рабочие, имеющие разрешения на работу с грузами и высотные работы. Особые навыки нужны для подключения к инженерным сетям.
Для проведения наладочных работ, приемочных испытаний, настройки оборудования нужно знание особенностей станка или пресса, умение довести параметры до требований производителя. Итогом станет оформление исполнительной документации и сдача оборудования в эксплуатацию.
В чем уникальность нашего предложения
Для грамотного выбора и качественного монтажа технологического оборудования нужны специальные знания в ряде областей и опыт выполнения подобных работ. При привлечении нескольких организаций и подрядчиков сложно обеспечить согласованность действий.
Компания «Синтез ТМК» предлагает комплексное решение сложных задач благодаря наличию необходимого опыта. Работающие в компании специалисты обладают различными знаниями и способны выполнить работы в краткие сроки.
Инженеры, строители, проектанты представляют собой сплоченный коллектив, способный обеспечить качественный результат. Успех гарантирует наличие положительной деловой репутации, необходимых допусков, сертификатов и опыта.
Ошибки и проблемы. Возможные и частые
Основные ошибки при монтажных работах вызваны некомпетентностью исполнителей. Если из-за непунктуальности при монтаже промышленного оборудования выполняется запуск без проведения испытаний и наладки, это может привести к поломке оборудования. Отсутствие ППР вызывает бессистемность и удорожание монтажа, без входного контроля проектной документации ухудшается качество работы агрегатов.
Сложности перевода технической документации или ее отсутствие заставляют делать сборку на глаз. В результате сборка выполняется с ошибками, и велика вероятность, что станок будет работать неправильно.
Такелаж – важная составляющая монтажных работ. Неверное логистическое решение приведет к нарушению сроков доставки на объект при перевозе из-за океана или удорожанию объекта, вызванному неверным выбором транспорта и подъемных механизмов, задержками при движении или перевалке.
Ошибки при монтаже приводят не только к потере денег. Неверно работающий станок станет источником потенциальной опасности и может вызвать аварию и травмировать людей. Работы должны выполняться профессионалами.
Нормативные документы
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 18970-84 Обработка металлов давлением. Операции ковки и штамповки. Термины и определения
СНиП 3.05.05-84 Технологическое оборудование и технологические трубопроводы
ВНиР В6-16 Выпуск 16. Станочное и кузнечно-прессовое оборудование