Визуально-измерительный контроль – самая практичная разновидность методов НК. Хотя бы потому, что он не требует специального оборудования, предполагает лишь использование простых и недорогих инструментов. При этом он в подавляющем большинстве случаев оказывается достаточно информативным и позволяет выявить самые разнообразные дефекты.
Несмотря на всю простоту метода, реализовать его должен квалифицированный специалист, имеющий соответствующий диплом. Все результаты контроля заносятся в соответствующий акт
Плюсы, минусы и порядок проведения ВИК
К несомненным преимуществам визуально-измерительного контроля относятся:
- Доступность
- Информативность. Если требуется собрать данные о качестве объекта, то на ВИК приходится около 50 процентов от всего объема полученной информации
- Отсутствие необходимости в приобретении специального оборудования
- Простота проведения повторной проверки и подтверждения результатов
Ключевой недостаток метода – это человеческий фактор. Статистика показывает, что он оказывает влияние на все получаемые результаты. Кроме того, к минусам отнесем возможность проверить только видимую часть объекта и выявить исключительно крупные дефекты. Чтобы обнаружить мелкую трещину, неразличимую глазом, требуется специальное оборудование.
2 Визуально измерительный контроль
Визуально-измерительный контроль осуществляется в несколько основных этапов:
- Внешний осмотр сварного шва, выявление дефектов и коррозийных процессов
- Измерение ширины, катета, толщины шва, для чего достаточно использования простых инструментов
- Инструментальный контроль, представляющий собой более глубинные исследования
На последнем этапе осуществляется проверка результатов, полученных при внешнем осмотре, выполняются такие операции, как:
- Выявление усталости металла, а также определение степени износа шва с применением вихретокового метода
- Дефектоскопия, позволяющая обнаружить поверхностные и сквозные дефекты
- Проверка посредством ультразвука. Она дает возможность выявить низкое качество соединения в нижних слоях шва, недоступных при внешнем осмотре
Дефекты, выявляемые при визуальном и инструментальном контроле
Непосредственно во время внешнего осмотра сварного шва могут быть выявлены следующие деформации:
- Наплывы, прожоги и подрезы
- Чешуйчатость сверх нормы
- Не заваренные кратеры
- Несоответствие высоты и ширины
Для обнаружения других дефектов, таких как непровары и забоины, расслоения и осевые смещения, надломы и поры, открытые раковины и трещины, повреждения, вызванные коррозией, необходимо производить оптический контроль. С этой целью используются соответствующие инструменты и приборы – лупа, микроскоп и прочие.
Кроме того, после выявления повреждений или дефектов необходимо проводить измерения:
- Участков с низким качеством зачистки металла
- Крупных дефектов, видимых невооруженным глазом
- Трещин, располагающихся на поверхности сварного шва
Оптический контроль: виды и их описание
Как уже упоминалось выше, оптический метод контроля – это часть ВИК, которая подразумевает использование специальных приборов для выявления глубинных дефектов. Он делится на три вида:
- Визуально-оптический, для которого применяются лупа и микроскоп
- Дифракционные, интерференционные, голографические, стробоскопические, нефелометрические, поляризационные методы. Они предполагают проверку тех изделий, которые полностью или частично пропускают световое излучение
- Телевизионные, спектральные, фотометрические, денситометрические методы НК. Они подразумевают использование соответствующего оборудования и значительно меньше зависят от человеческого фактора
Проведение аттестации и обучение специалистов по неразрушающему контролю

Оборудование и инструменты для визуально-измерительного контроля
Все оборудование, которое применяется при визуально-измерительном контроле качества, можно разделить на две большие группы. Первая – это инструменты, с помощью которых и осуществляются измерения дефектов, различных параметров сварных швов. К ним относятся:
- Микрометры
- Измерительные металлические рулетки
- Штангенциркули
- Линейки измерительные
- Шаблоны, имеющие специальную форму и предназначенные для проверки сварных швов, которые должны выполняться по одному стандарту
Вторая группа – это оборудование для оптического контроля. Оно включает в себя уже упомянутые в статье микроскопы и лупы (обычные, измерительные и шаблонные), а также:
- Перископы
- Зеркала
- Волоконные световоды
- Телевизионные камеры
Данная группа инструментов применяется только в том случае, если при визуальном осмотре были обнаружены какие-либо дефекты, которые нужно исследовать максимально подробно.
Чтобы выявить соответствие толщины стенок изделия требуемым параметрам, используется оборудование, предназначенное для физического контроля. Это толщиномеры и ультразвуковые дефектоскопы.
Существует целый ряд способов исследования сварного шва в труднодоступных местах. К примеру, для измерения углублений между валиками, а также определения чешуйчатости разрешается снимать слепки из воска, пластилина, иных материалов.
Все измерительные инструменты и оборудование в обязательном порядке проверяются метрологическими службами. Такая проверка необходима для того, чтобы убедиться в точности проводимых исследований, рассчитать погрешность при измерениях. Если она не соответствует установленным стандартам, инструмент следует заменить
Визуально-измерительный метод неразрушающего контроля позволяет не только оценить качество сварного шва, но и выявить грубые нарушения производственного процесса, спрогнозировать места разрушения детали, ориентируясь на имеющиеся дефекты, а также сделать выводы о безопасности и соответствии стандартам применяемых технологий изготовления либо ремонта конструкций.
Источник: www.serconsrus.ru
Измерительный контроль в строительстве это
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Визуальный и измерительный контроль: с этого начинается дефектоскопия сварных соединений
Из всех методов НК визуальный и измерительный контроль (сокращённо – ВИК) по праву считается базовым, ключевым. Во-первых, потому что он фигурирует в руководящей документации по всем категориям опасных производственных объектов и технических устройств. Ни один иной вид НК не может похвастать такой широкой областью применения. И, во-вторых, к той же ультразвуковой или радиационной дефектоскопии приступают строго после того, как объект благополучно проходит ВИК. Это первый рубеж защиты от явного брака.
- именно это обозначение употребляется в РД 03-606-03 (инструкция отменена с 01.01.2021 года, но продолжает применяться в качестве методического источника), СТО Газпром 2-2.3-251-2008, РД-25.160.10-КТН-016-15;
- собственно, сам процесс состоит как раз из двух частей – а) визуального осмотра невооружённым взглядом либо с увеличительными приборами и б) измерения конкретных геометрических параметров при помощи специальных инструментов. Эти операции выполняются параллельно либо поочерёдно. Визуальный и измерительный контроль сварного соединения нельзя сводить к простому осмотру. Это довольно жёсткая проверка геометрии, качества обработки поверхности и прочих параметров по очень чётким критериям, прописанным в инструкции.

Какие задачи решает визуальный и измерительный контроль
- подтвердить соответствие изделий и заготовок положениям ТУ, стандартов, конструкторской документации;
- выявить деформацию, расслоения, забоины, прожоги, закаты, раковины, подрезы, свищи, наплывы, трещины и иные дефекты, а также следы коррозии и эрозии. Визуальный и измерительный контроль способен обнаруживать также дефекты, оставшиеся после рубки металла, флюсовые, шлаковые, окисные, вольфрамовые включения, завороты корки, прокатные плены, пузыри, рябизну и многое другое;
- измерить их протяжённость, глубину, ширину раскрытия и оценить степень их допустимости;
- проверить геометрические параметры, соосное расположение деталей под сварку, угол между ними, зазоры между ними, смещение кромок;
- после удаления дефекта – убедиться, что выборка дефектного участка и последующая заварка соответствуют нормативным требованиям.
Общая схема проведения визуального и измерительного контроля
- Изучение документации (стандарты, правила, методические рекомендации, техкарты, заявка или заказ-наряд). Определение норм браковки.
- Зачистка поверхности от брызг металла, шлака, следов ржавчины, влаги, пятен масла, пыли и иных загрязнений, мешающих нормальному осмотру. Если нужно произвести визуальный и измерительный контроль сварных соединений сосудов или иного оборудования под избыточным давлением, то его предварительно выводят из эксплуатации. Сбрасывают давление, дренируют рабочую среду, охлаждают. Изоляцию в зоне осмотра тоже убирают. При необходимости доводят шероховатость до приемлемых значения. Они зависят от того, какой метод дефектоскопии будет выполняться после ВИК. Для УЗК, например, Ra 6,3. Для ПВК – Ra 3,2. Для самого ВИК достаточным считается Ra 12,5 мкм (Rz 80 мкм).
- Собственно осмотр и измерение проверяемых параметров. На каждом объекте свой перечень. В случае с деталями под сварку, например, проверяют смещение кромок, перекрытие элементов (в нахлёсточных соединениях), смещение проволочной вставки с внутренней стороны, катеты швов приварки, длину прихваток, расстояние между ними и т.д. Визуальный и измерительный контроль сварных соединений предполагает проверку их ширины, высоты, выпуклости и вогнутости обратной стороны, глубины подреза, чешуйчатости, западания между валиками, корня шва, усиления и пр. Типичные изображения дефектов содержатся в инструкциях, учебных пособиях, специальных фотоальбомах. Кроме того, правильной идентификации и измерению дефектов уделяют большое внимание в учебных центрах. Так, у деталей под сборку смотрят, в первую очередь, перпендикулярность, толщину и ширину подкладок, угол и глубину скоса кромок. Дополнительно обращают внимание на маркировку заготовок. Отдельная история – ВИК труб, где нужно проверить наружный диаметр, толщину стенки, овальность, кривизну, длину и пр. А есть ещё литьё, поковки, листовой металлопрокат. Везде своя специфика.
- Анализ результатов, заполнение и подписание акта визуального и измерительного контроля (заключения, протокола). Фактические значения размерных показателей сравниваются с нормами, на основании чего принимается решение о допуске/браковке. В акте указывается номер заявки (либо заказ-наряда), наименование, габариты и номер объекта, шифр руководящего документа, ФИО и номер квалификационного удостоверения дефектоскописта и данные руководителя. В записи дефектов должны содержаться сведения об их размерах, ориентации, местоположении. Информацию дополнительно вносят в журналы учёта.
- При необходимости – нанесение записей на самом объекте для сварщиков/монтажников/слесарей, которые будут производить ремонт.

Инструменты и принадлежности для визуального и измерительного контроля
- просмотровая лупа для осмотра мелких деталей. Стандартная кратность увеличения – от 2 до 7;
- измерительная лупа. Её назначение – угловые и линейные замеры. Такие лупы отличаются от обычных тем, что содержат дополнительную стеклянную вставку с нанесённой на неё метрической шкалой, возможностью 20-кратного увеличения, а также светодиодную подсветку. Технические условия на измерительные и просмотровые лупы содержатся в ГОСТ 25706-83;
- аттестованные образцы шероховатости – для оценки шероховатости поверхности методом сравнения. Имеют плоскую, цилиндрическую выпуклую либо цилиндрическую вогнутую форму. Изготавливаются из стали, меди, латуни, титана и других сплавов посредством расточки, шлифования, фрезерования и т.д. Требования к образцам шероховатости для визуального и измерительного контроля содержатся в ГОСТ 9378-93;
- профилограф-профилометр. Это комбинированные устройства для проверки неровности (волнистости) и шероховатости поверхности. Требования содержатся в ГОСТ 19300-86;
- люксметр. С его помощью проверяют уровень освещения. Требования содержатся в ГОСТ Р 8.865-2013;
- штангенциркуль с глубиномером – для измерения наружных и внутренних размеров, глубины отверстий и пазов. Требования содержатся в ГОСТ 169-90;
- универсальный шаблон сварщика. Ключевой инструмент для проверки качества самой сварки и заготовленных для неё деталей. Для визуального и измерительного контроля сварных швов предусмотрено большое количество шаблонов, выполненных по отечественным и зарубежным стандартам. К первым относятся УШС-2, УШС-3, УШС-4, УШК-1, шаблон В.Э. Ушерова-Маршака, катетометр КМС-3-16 и т.д. Из импортных аналогов отметим WG01, WG1, WG2+, V-WAC, Skew-T, INOX и др. В зависимости от конкретного варианта исполнения шаблоны позволяют проверять вогнутость, выпуклость и ширину шва, смещение, катет углового соединения, глубину подреза, точечной коррозии, высоту усиления и прочие параметры;
- набор щупов. Представляет собой обойму из стальных пластин различных толщин (от 0,02 до 1,0 мм). Перебирая их в разных комбинациях, можно определить точную величину зазора между соседними элементами. Щупы для визуального и измерительного контроля подлежат поверке согласно требованиям МИ 1893-88;
- радиусные шаблоны. Позволяют определять радиус вогнутых и выпуклых поверхностей. Шаблон представляет собой сдвоенную обойму, составленную из стальных пластин, каждая из которых соответствует своем радиусу кривизны;
- измерительная металлическая линейка и/или рулетка. Требования к ним содержатся в ГОСТ 427-75 и ГОСТ 7502-98 соответственно;
- стальной поверочный угольник. Помогает проверять угол между плоскостями. Для визуального и измерительного контроля предусмотрена широкая номенклатура плоских лекальных угольников различных типоразмеров, класса точности 0, 1 или 2. Наиболее распространённый угол – 90 градусов, хотя можно найти и 45, 60, 120 градусов. Требования к ним содержатся в ГОСТ 3749-77;
- фотоаппарат – для наглядной фиксации объекта на момент проведения ВИК;
- фонарь. Наиболее практичные модели – со светодиодной подсветкой;
- металлическая щетка и зубило – для зачистки поверхности от брызг металла и прочих загрязнений;
- зеркала, термостойкий мел, маркер и т.д.

Инструменты для визуального и измерительного контроля деталей и сварных соединений в обязательном порядке проходят поверку и/или калибровку. Инвентарь периодически направляется для обслуживания в аккредитованные метрологические центры и подлежит внесению в Государственный реестр средств измерений (СИ). Испытательная лаборатория должна располагать паспортами, свидетельствами, сертификатами и иной документацией, подтверждающей точность используемых СИ.
Выбор конкретных шаблонов, образцов и прочих принадлежностей определяется положениями технологических карт и руководящей документации.
Для визуального и измерительного контроля применяются также видеоэндоскопы, жёсткие бороскопы и гибкие оптические фиброскопы. Это, по сути, отдельное направление – телеинспекция труднодоступных ниш, отверстий, скрытых механизмов, коммуникаций и пр. Благодаря управляемой артикуляции можно доставить зонд с камерой даже к самым потаённым местам сложного промышленного оборудования, ограждающих конструкций, инженерных систем и т.д.
Современные технические эндоскопы записывают фото и видео в HD-качестве. Файлы сохраняются на SD-карту, плюс доступны для просмотра в режиме реального времени. Для этого многие модели оснащены встроенными дисплеями. Контроль с видеоэндоскопами в полной мере может считаться как визуальным, так и измерительным. При наличии специальной насадки некоторые модели умеют определять расстояние между отдельными элементами изображения, их длину, ширину и диаметр.
Обычный ВИК требует свободного доступа к объекту. Как минимум, одностороннего, но в идеале – и с внутренней стороны (например, при обследовании кольцевых сварных соединений). При использовании систем телеинспекции можно произвести осмотр даже самых потаённых участков, не демонтируя при этом большое количество устройств и механизмов.

Сообщество специалистов ВИК
Одним из достоинств визуального и измерительного контроля сварных швов считается его доступность. Обучение персонала занимает меньше времени. Меньше формул, расчётов, «лаконичнее» теоретическая и практическая подготовка.
И в сравнении с УЗК, где нужно много сил тратить на настройку дефектоскопа, и в сравнении с рентгеном, где нужно правильно подбирать фокусное расстояние, время экспозиции, режимы проявки и пр. Однако для проведения ВИК и уж тем более для разработки технологических карт с оформлением заключений необходимо пройти аттестацию согласно СДАНК-02-2020 или СНК ОПО РОНКТД-02-2021 (в зависимости от того, в какой Системе НК нужно подтвердить компетенцию, чтобы зайти на объект заказчика). Как и в других видах НК, предусмотрено три квалификационных уровня – I, II и III, которые присваиваются по итогам экзаменов.
Источник: defektoskopist.ru
Визуальный и измерительный контроль

Визуальный и измерительный контроль (ВИК) является базовым при выполнении НК. Без проведения ВИК нецелесообразно приступать к контролю другими методами: большинство нормативных и технических документов требует первоначального исправления дефектов, выявленных при ВИК.
СОДЕРЖАНИЕ
Виды сварных соединений
Общие сведения о визуальном и измерительном контроле
Условия проведения ВИК готового сварного соединения
Последовательность проведения ВИК готового сварного соединения
Средства ВИК
Одно из основных назначений сварки – укрупнение листовых, стержневых и объемных элементов. Причины укрупнения довольно разнообразны, например, невозможность изготовления проката, отливок и поковок достаточно больших размеров. Сварка позволяет получить неразъемные соединения элементов, свойства которых не уступают основному металлу. Однако не правильный выбор или нарушение технологии сварки приводят к появлению в зоне сварного соединения отклонений формы и несплошностей, которые являются одной из основных причин понижения работоспособности сварных конструкций.
При изготовлении сварных конструкций выполняют сварные соединения различных видов: стыковые, тавровые, нахлесточные и угловые (рис. 1).
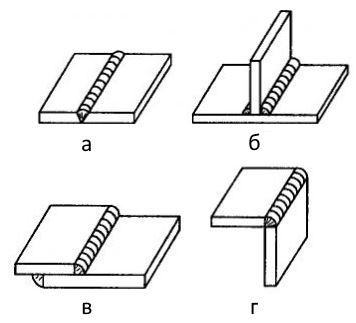
Стыковые соединения (рис. 1, а) элементов плоских и пространственных конструкций наиболее распространены. Такие соединения имеют высокую прочность при статических и динамических нагрузках. При сварке элементов различной толщины кромку более толстого элемента выполняют со скосом для обеспечения равномерности нагрева кромок и исключения прожогов в более тонком элементе.
Тавровые соединения (рис. 1, б) элементов широко распространены при изготовлении пространственных конструкций. Их выполняют как без разделки, так и с односторонней или двусторонней разделкой кромок. При выполнении сварки и в разделку должен быть обеспечен провар и высокая прочность соединений при любых нагрузках.
Нахлесточные соединения (рис. 1, в) часто применяют при сварке листовых заготовок при необходимости простой подготовки и сборки изделий под сварку. Такие соединения менее прочны, чем стыковые. Кроме того, выполнение нахлесточных соединений связано с перерасходом основного материала, обусловленного наличием перекрытия свариваемых элементов. Нахлесточные соединения, как правило, несут рабочие нагрузки, но их прочность ниже, чем у стыковых соединений, что связано с дополнительным изгибом соединения при осевом нагружении и концентрацией напряжений вследствие зазора между свариваемыми элементами.
Угловые соединения (рис. 1, г) обычно являются связующими и не предназначены для передачи рабочих нагрузок.
Типы швов сварных соединений и их условные обозначения представлены в табл. 1.
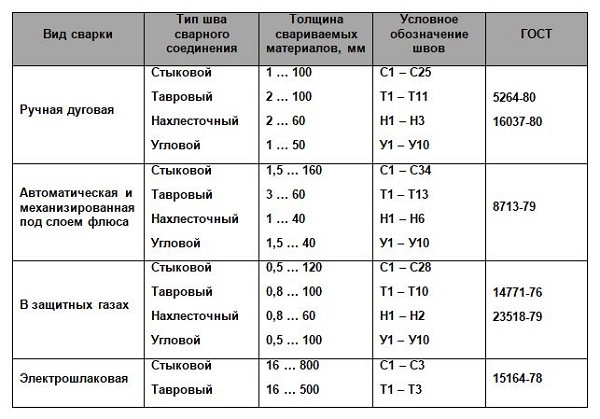
Разделка кромок под сварку должна соответствовать способу и технологии сварки, толщине свариваемых элементов и положению швов в пространстве. Стандарты, перечисленные в табл.1, устанавливают типы сварных соединений в зависимости от формы подготовленных кромок. Для каждого типа приведены требования к геометрическим размерам как подготовленных кромок сварных соединений, так и выполненных сварных швов .
Контроль качества необходим для оценки соответствия показателей качества сварных соединений требованиям нормативно-технических документов, указанных в проекте. К таким показателям относятся: геометрическая форма сварного шва, тип, размеры, местоположение и ориентация несплошностей. Неразрушающие методы контроля позволяют провести оценку соответствия без разрушения конструкции.
Неразрушающий контроль сварных соединений обычно начинают с проведения визуального и измерительного контроля (ВИК) в целях оперативного обнаружения поверхностных несплошностей и геометрических отклонений формы. В процессе изготовления и монтажа сварных конструкций осуществляют систематический контроль качества производства сварочных работ: входной, операционный контроль и контроль готовых сварных соединений.
Задачей ВИК полуфабрикатов (входной контроль) является подтверждение их геометрических размеров, выявление и измерение параметров поверхностных несплошностей. Предельные значения измеряемых параметров (толщина стенки, диаметр, овальность, прямолинейность, минимальная толщина и форма поверхности в месте устранения поверхностного дефекта и пр.) определяются в соответствии с требованиями документов, указанных в сертификате на полуфабрикаты. Входной контроль проводится в соответствии с разработанной программой, в которой определяются объемы и способы контроля. Как правило, ВИК подлежит не менее 10% длины сварных соединений.
При операционном контроле проводится ВИК на стадиях сборки и сварки. Подготовка изделий под сварку оказывает важное влияние на качество сварного соединения. Основными этапами проверки являются: контроль чистоты поверхности, геометрических размеров разделки шва, форма обработки внутренних поверхностей кольцевых деталей, материал и форма подкладных колец и расплавляемых вставок, качество прихваток.
Недопустимо в разделке шва и на прилегающей к ней поверхности наличие влаги, ржавчины, окалины, масел, краски и других загрязнений. Поверхности кромок не должны иметь надрывов, трещин, значительных шероховатостей и неровностей.
От качества подготовки и соблюдения геометрических размеров разделки в значительной степени зависит качество сварного соединения и производительность сварочных работ. Например, в результате завышения угла скоса кромок происходит перерасход наплавляемого металла, возрастают деформации и коробление свариваемых элементов вследствие большой зоны и интенсивного разогрева и боле заметного влияния усадки сварочной ванны. Уменьшенный угол скоса затрудняет надежное проплавление вершины угла разделки и приводит к непровару в корне шва. Увеличение размера притупления кромок приводит к непровару, а его уменьшение – к прожагам. Уменьшение зазора обычно приводит к непровару, а чрезмерное увеличение – к прожогам.
ВИК подготовки и сборки деталей подлежат не менее 20% деталей и соединений из числа представленных к приемке.
Сборочные прихватки выполняются теми же сварочными материалами, что и основной шов. При проверке качества прихваток следует обращать внимание на их количество, протяженность и высоту. Загрязненные, с неудаленным шлаком прихватки могут привести к шлаковым включениям в металле шва, а прихватки большой высоты – к непроварам. Большинство документов регламентируют удаление прихваток абразивным инструментом в процессе сварки корневого шва.
Все детали при сборке под сварку очищают в местах наложения швов по внешней и внутренней поверхности листов и труб на ширину не менее 20 мм.
Контроль наложения корневого и заполняющих слоев многопроходного сварного шва выполняется визуально. Особое внимание необходимо уделять качеству выполнения корневого слоя, который оказывает наибольшее влияние на прочность всего сварного соединения. Внимательный контроль корневого слоя помогает распознавать расслоение свариваемых деталей, раскрытие которого увеличивается под действием температурных деформаций. Важно контролировать зазор между свариваемыми кромками, величина которого может изменяться при сварке корневого шва.
ВИК готового сварного соединения является первой операцией по приемке готового узла или изделия. Этому контролю подлежат все сварные соединения независимо от того, какими методами контроля они будут испытаны в дальнейшем.
Освещенность поверхности, подвергаемой контролю, для надежного выявления дефектов должна составлять не менее 500 лк. Освещенность должна измеряться при помощи люксметра в зоне контроля в месте с наихудшей освещенностью.
Перед проведением визуального и измерительного контроля поверхность сварного соединения зачищают до чистого металла от продуктов коррозии, окалины, грязи, краски, масла, влаги, шлака, брызг расплавленного металла и других загрязнений, препятствующих проведению контроля (на контролируемых поверхностях допускается наличие цветов побежалости в случаях, когда это оговорено в документации по контролю). При зачистке материалов и сварных швов из аустенитных сталей и высоконикелевых сплавов применяют щетки, изготовленные из нержавеющей нагартованной проволоки.
Шероховатость зачищенной поверхности должна быть не более Ra 12,5 мкм (Rz 80 мкм) по ГОСТ 2789, что проверяется при помощи профилометров или образцов шероховатости сравнения по ГОСТ 9378-93 .
Металл зачищают на расстоянии не менее 20 мм от сварного шва и на всей площади осмотра при контроле основного металла.
Объект контроля следует осматривать с расстояния зрения от 250 до 350 мм, при невозможности обеспечить осмотр всего объекта с расстояния наилучшего зрения — от 200 и до 600 мм. Подлежащая контролю поверхность должна рассматриваться под углом более 30° к плоскости объекта контроля.
Зона контроля должна включать в себя как сварной шов, так и зону термического влияния, в которой возможно возникновение трещиноподобных дефектов. В большинстве случаев, ширина зоны термического влияния принимается равной толщине свариваемых кромок, но данное значение необходимо уточнить в соответствии с требованиями методических документов по ВИК на конкретный объект контроля.
Перед началом проведения ВИК выполняется разметка сварного соединения несмываемым маркером (маркером по металлу), обеспечивающим сохранение маркировки до окончания приемки контролируемого сварного соединения. При разметке сварного соединения задают начало координат и направление отсчета.
При проведении визуального осмотра сварного соединения следует контролировать:
- наличие маркировки шва (нанесенной несмываемым маркером) и правильность её выполнения;
- наличие клейма сварщика (бригады сварщиков);
- отсутствие (наличие) на поверхности сварных соединений следующих дефектов: поверхностных трещин всех видов и направлений, включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, незаваренных кратеров; прижогов металла в местах касания сварочной дугой поверхности основного металла.
При визуальном осмотре технических устройств необходимо также обращать внимание на соответствие расположения различных элементов требованиям конструкторской документации. Примером подобных несоответствий объектах трубопроводного транспорта (рис. 2) могут служить соединительные детали незаводского изготовления (сварные секционные отводы, переходники и пр), косые стыки труб, заплаты, несоосные или неперпендикулярные врезки.
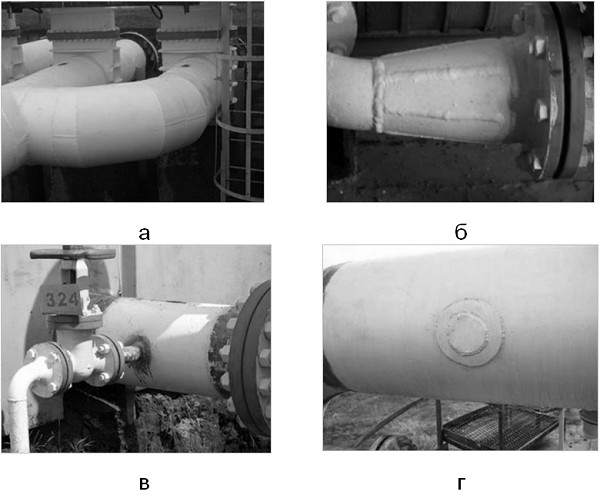
Рис 2. Примеры дефектов трубопроводов, обнаруживаемых при визуальном осмотре: а – сварные секционные отводы, б – сварные переходники, в – приварка патрубка без усиливающего воротника, г — заплата
По результатам визуального осмотра несмываемым маркером необходимо отметить дефектные участки и участки, для оценки качества которых требуется провести измерительный контроль.
Измерительный контроль сварного соединения, осуществляется для:
- измерения величины смещения кромок, свариваемых элементов;
- проверки геометрических параметров формы сварного шва (высота, ширина шва, плавност перехода, вогнутость корня и пр.);
- измерения чешуйчатости сварного шва;
- измерения глубины межваликовой канавки («западания»);
- определения координат и протяжённости поверхностных дефектов, выявленных при визуальном контроле;
- измерения глубины и протяжённости подрезов, участков неполного заполнения разделки;
- размеров катетов угловых сварных соединений;
- размеров, характеризующих взаимное положение свариваемых деталей или их элементов (расстояние между продольными швами при сварке труб, перелом оси, угол между сваренными элементами и т.п.).
Высота и ширина сварного шва должна определяться не реже, чем через один метр по длине соединения, но не менее чем в трех сечениях, равномерно расположенных по длине шва. При этом измерения выполняют, в первую очередь, на участках шва, вызывающих сомнение по результатам визуального осмотра.
Высота усиления и величина вогнутости стыкового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной свариваемой поверхности. Если уровни поверхности деталей отличаются друг от друга, измерения следует проводить относительно детали, расстояние от которой до точки максимальной выпуклости/вогнутости шва является наименьшим.
В том случае, когда выполняется сварка деталей с различной толщиной стенки и уровень поверхности одной детали превышает уровень поверхности второй детали, оценку выпуклости (вогнутости) поверхности шва выполняют относительно линии, соединяющий края поверхности шва в одном сечении.
Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, должно выполняться относительно валика, имеющего меньшую высоту. Аналогично следует определять и глубину чешуйчатости (по меньшей высоте двух соседних чешуек).
Визуальный осмотр сварных соединений проводят невооруженным глазом и с применением оптических приборов (луп, эндоскопов, зеркал и др.). Лупы должны быть с увеличением от 4 до 7 раз.
Для измерения параметров обнаруженных отклонений формы и поверхностных дефектов используют средства измерения, погрешность которых позволяет осуществлять измерения искомой величины в соответствии с табл. 2.

Для проведения оперативных измерений геометрических параметров выявленных поверхностных дефектов и отклонений формы при проведении ВИК используют специализировнные шаблоны, примеры которых приведены на рис. 3.

Рис. 3. Примеры шаблонов, применяемых при измерительном контроле качества подготовки под сварку и готовых сварных соединений
Источник: ndtgrad.ru
Визуально-измерительный контроль сварных швов (ВИК)

Сварочные работы нужно контролировать на каждом этапе, чтобы в итоге получилось высокое качество соединения. Иногда по истечении определенного срока эксплуатации сварной конструкции может потребоваться дополнительное обследование шва. Это делается в целях безопасности эксплуатации ответственных конструкций, разрушение которых может повлечь тяжелые последствия. С этой целью применяется визуально-измерительный контроль качества сварных соединений. Основные его параметры регламентируются ГОСТом 23479-79.
Что такое визуально-измерительный контроль сварных швов

Визуальный контроль сварных швов подразумевает проверку места соединения заготовок как до, так и после выполнения сварочных работ. Процедура необходима для того, чтобы подтвердить точность и надлежащее качество выполнения поставленной задачи. Нарушения технологического процесса и требований стандартов могут в итоге привести к разрушению конструкции раньше гарантийного срока. Существует специальный ГОСТ, регламентирующий порядок и метод ведения контроля и отчетной документации.
Измерительные работы с использованием шаблоном и оптического инструмента — это неразрушающий метод ВИК-контроля. Благодаря ему удается получить достоверную информацию о состоянии сварного стыка с сохранением его целостности. Если возникают подозрения, то назначаются дополнительные экспертизы, позволяющие сделать более полный и точный анализ. К таким относятся спектроскопия и ультразвуковая диагностика.
Обследования проводят специалисты-контроллеры, которые предварительно прошли курс обучения, сдали испытания и получили аттестаты соответствующего образца. Методы проведения контроля разные: зрительный, тактильный, при помощи оптических приборов, с использованием измерительной оснастки. Результаты диагностики, замечания и рекомендации по их устранению фиксируются актом освидетельствования.
Что выявляет метод

Визуальный контроль сварных соединений позволяет выявить такие дефекты:
- неверная геометрия катета шва;
- прожиг;
- неправильные пропорции между шириной и высотой наплава;
- редкая чешуйчатость;
- слишком большие наплывы расплава;
- кратеры в сварочной ванне;
- подрезы из-за высокой силы тока;
- непроваренные участки;
- измененный цвет металла, вызванный перегревом или неправильно подобранной присадкой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Использование оптических увеличительных приборов расширяет возможности визуального осмотра сварных швов. Можно выявить:
- поперечные и продольные трещины;
- проявления коррозии;
- нарушения в структуре металла, в частности расслоение;
- нежелательные твердые включения в сплаве;
- открытые поры, через которые выходил газ;
- надиры, раковины, забоины;
- брак защитного покрытия, выполненного из полимера или краски;
- смещение шва.
Начальный контроль на подготовительных этапах дает возможность определить, насколько качественно подготовлены кромки. Таким же методом контролируется накладка маркировки или профессионального клейма сварщика.
Преимущества и недостатки
Согласно положениям ГОСТ 23479-79 измерительный контроль является первичным способом обследования. После его завершения ответственными лицами принимается решение о целесообразности проведения диагностики иными методами. Положительные стороны измерительного контроля:
- минимальные издержки времени на проведение проверки;
- простота выполнения;
- позволяет получить большинство информации о наружном состоянии сварного соединения;
- не требуется сложное дорогостоящее оборудование;
- легко проверяется результат.
Контролировать качество сварного шва требуется на всех этапах: на стадии подготовительных работ, во время сваривания заготовок и после ее завершения. Такой подход необходим для комплексной объективной оценки результата. Однако даже при таких раскладах метод нельзя назвать совершенным, поскольку ему присущи недостатки:
- заключения о качестве работ заключаются только на основе видимой части шва. В то время как скрытые дефекты выявить не представляется возможности;
- выводы зависят от уровня квалификации эксперта и его подхода к выполнению задания;
- подходит исключительно для обнаружения крупных легко видимых для человеческого глаза дефектов.
Когда выполняется визуально-измерительный контроль

Визуально контролировать качество выполнения сварочных работ можно на любом этапе. Уже на предварительной стадии можно определить готовность деталей к свариванию. Проверяется соответствие маркировки и целостность заготовок. Далее можно контролировать сборку деталей под сварку, качество очистки поверхности от масла, краски, ржавчины и прочих загрязнений.
Стоит акцентировать внимание на разделку кромок. Она должна выполняться в соответствии с видом предстоящего соединения; с учетом толщины металла и силы сварочного тока.
По завершению сварочных работ шов проверяется на наличие дефектов, которые можно определить визуально. Искать следует раковины, трещины, непровары, поры, подрезы и другие видимые дефекты. В случаях, когда на стык необходимо нанести несколько наплавов, то контролируется наложения каждого слоя. По завершению проверки ответственных конструкций оформляется акт проверки, где фиксируются ее итоги.
Визуально контролировать состояние сварного шва можно уже и на работающей конструкции. Это практикуется в тех случаях, когда гарантированный срок службы сварного соединения подходит к концу. Также экспертиза заказывается в любом случае, когда возникает подозрение в ухудшении качества соединения. Это необходимо для предотвращения поломок оборудования и его неоправданного простоя.
Приборы для визуального контроля сварных соединений

Для проверки сварного шва визуальным методом используется специальное оборудование, предусмотренное ГОСТом 23479-79. Набор инструментов делится на две группы: цеховое — работает в диапазоне температур 5-20 градусов; полевое — можно эксплуатировать вне помещений в широком спектре температур — от -55 до +55 градусов Цельсия. Набор представлен таким перечнем:
- шаблоны для проверки геометрии сварного шва;
- измерительные лупы;
- угольники для проверки прямого угла;
- угломеры с нониусом;
- микрометры, калибры и нутромеры;
- щупы для измерения ширины зазора;
- рулетки, линейки, штангенциркули;
- измерители толщины стенок трубопроводов.
Надлежащее обследования возможно только при условии достаточного освещения. Естественного света или искусственного освещения внутри зданий бывает недостаточно. Поэтому контролер всегда должен иметь при себе фонари или иной светоизлучающий прибор. Иногда приходится применять специальное оборудование — бороскопы и микроскопы.
Они необходимы для того, чтобы максимально точно определить степень серьезности выявленного дефекта. В случаях, когда сварной шов располагается на высоте, недоступной для эксперта, то допускается использование биноклей различного уровня мощности.
Но случается, что нужно обеспечить визуальную проверку сварных швов, к которым проверяющий просто не может получить доступ. Это относится к конструкциям, расположенным под землей, в узких тоннелях, в условиях агрессивной среды или высокой радиации. Тогда привлекаются специалисты, управляющие дистанционными платформами с видеонаблюдением или другой специальной передающей аппаратурой. С ее помощью инспектор обследует состояние сварного шва насколько это позволяет сделать дистанционно управляемая аппаратура. К подобным методам диагностирования прибегают крайне редко.
Этапы проведения контроля

Проверка на дефекты выполняется в несколько этапов, каждый из которых направлен на то, чтобы выявить определенный дефект. Каждый из экспертов прежде всего визуально проверяет шов на целостность. Невооруженным взглядом можно выявить трещины, подрезы и поры, наличие которых снижает прочность места соединения.
Раковины и непроваренные участки найти проще всего. Если специалист не замкнул шов и оставил кратер от сварочной ванны, то это тоже бросается в глаза. Нарушением технологии является также слишком узкий шов, наплывы расплава, грубая «чешуя». Те соединения, которые уже эксплуатируются, легко визуально проверить на наличие коррозии.
После этого наступает время более сложного метода контроля — с использованием оптических приборов. Это дает специалисту возможность более детально рассмотреть участок и точно изучить параметры ранее выявленных дефектов. Для этого применяются лупы, бороскопы и микроскопы. К примеру, визуальным контролем были определены трещины сварного шва. Но глубина осталась неизвестной.
С помощью микроскопа несложно уточнить эти данные и определить уровень серьезности дефекта. Если требуется, то исследования будут продлены с применением других более совершенных технологий, изложенных в методичках по контролю.
На третьем этапе параметры сварного соединения проверяются инструментальным путем. Измеряется длина шва. Полученный результат сопоставляется с эталонным значением для данного участка и конкретных условий. Измеряется катет наплавленного металла, высота и ширина шва. Все эти данные сопоставляются с толщиной стенки основного элемента.
Угольником уточняется насколько правильно установлены детали одна относительно другой и нет ли смещения после прошедшего периода эксплуатации.
В заключения тестирования составляется акт, где отображаются обнаруженные дефекты. Инспектор описывает текущее состояние сварного шва и дает рекомендации по устранению выявленных недостатков.
В заключение следует подчеркнуть, что визуальные методы контроля дают возможность быстро получить данные о качестве сварного шва. Они не всегда окончательные. При необходимости используется вспомогательное оборудование и другие технологии исследования. Своевременный и регулярный контроль позволяет избежать аварийных ситуаций и предотвратить травматизм среди сотрудников.
Источник: vtmstol.ru