Венцом называют один ряд бревен. Нижний венец — окладной, он становится основой всего дома. Для окладного венца подбирают прочное дерево твердых пород (лиственница или дуб). На него ложатся все остальные бревна. К сожалению, загнивание нижнего венца не редкость.
Это самая проблемная часть конструкции.
Для продления срока службы окладного венца и постройки в целом, не стоит экономить на свесах кровли и составах для обработки древесины.
Из хвойных пород предпочтение стоит отдать сосне, которая долговечнее, чем ель, и содержит меньше смолы. Крайне желательно использовать для строительства бревна, заготовленные зимой. «Морозный» лес сухой, легкий в обработке, значительно меньше подвержен короблению и усадке, процессам гниения.
Почему именно бревно
Для начала выясним, оцилиндрованное бревно что это такое и почему в подавляющем большинстве люди предпочитают строить жилье именно из него.
Важно: говоря сухим языком определений, оцилиндрованным бревном принято называть прямой ствол дерева, предварительно обработанный на деревообрабатывающих станках для придания ему правильной цилиндрической формы. В результате чего удаляется верхний неровный слой, сучки, а также наносятся компенсационные и монтажные пазы.

Проект Тор. Главная проблема домов из оцилиндрованного бревна.
Схема оцилиндрованного бревна.
Плюсы материала
- Древесина сама по себе имеет природную пористую структуру, в результате чего она является одним из лучших тепло и звукоизоляторов .
Имея четкие геометрические размеры, данный материал идеально стыкуется между собой . Специально обустроенные пазы обеспечивают высокую герметичность и качество межвенцевых швов.
- Хотя цена оцилиндрованного бревна может быть выше, нежели у многих конкурентов, но такие дома не нуждаются в дополнительной внутренней и внешней облицовке . Данный материал сам по себе обладает природной красотой, в результате чего владельцы существенно экономят на отделке.
- Современное деревообрабатывающее оборудование позволяет изначально выпускать стволы с уже готовыми соединительными элементами . Это значительно ускоряет процесс возведения конструкций и дарит массу вариантов планировки.
- Возможно, вам уже приходилось слышать, что натуральная древесина дышит . Под этим подразумевается способность массива забирать из воздуха избыточную влагу и отдавать ее при изменении условий. Проще говоря, дерево является природным кондиционером, обеспечивая идеальный для жизни человека микроклимат в доме.
- И наконец, инструкция по строительству вполне доступна . Простенькую баньку, сарай или небольшой дачный домик, хороший хозяин при большом желании сможет возвести своими руками.

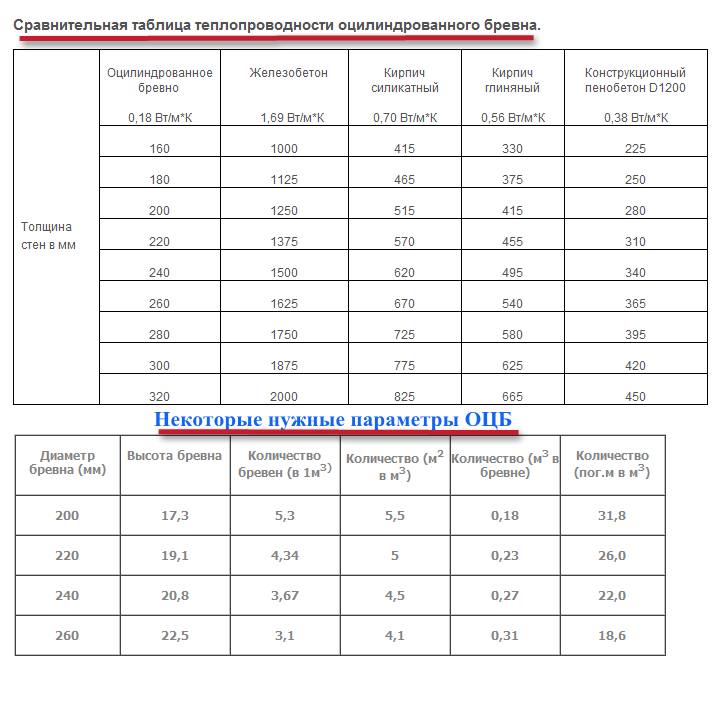
Некоторые характеристики изделий.
В чем недостатки
- Как мы уже говорили дерево это живой материал, поэтому со временем массив начинает усыхать и трескаться. Это действительно так, но благодаря современным пропиткам и грунтовкам для дерева подобные процессы можно существенно замедлить.
- Многие знают, что в процессе роста ствол дерева слегка скручивается по спирали. После среза, эта спираль иногда начинает раскручиваться. Именно поэтому мастера не рекомендуют строить из свежеспиленного леса, конструкции может повести. Но сухое оцилиндрованное бревно лишено этого недостатка.
- Такие недостатки, как высокая пожароопасность и подверженность биологическим вредителям легко ликвидируются за счет все тех же специализированных пропиток.
- Пожалуй, единственным существенным недостатком любого деревянного строения является высокий процент усадки новых домов. Хорошо высушенный качественный лес усаживается до 100 мм на каждые 3 – 4м стены в первый год. И по 10 – 20 мм еще в течении 2 – 3 лет. Свежеспиленный лес будет усаживаться до 10 лет.

Как собрать сруб из оцилиндрованного бревна своими руками

Начните с подбора правильного диаметра бревен с учетом вашего климата. Если на местности температура воздуха в холодное время года не опускается ниже —30 °С, то вполне сгодится лес диаметром 22—24 см. Для морозных зим потребуются бревна от 26 см.
Будьте внимательны к дефектам материала. Следите за прямолинейностью форм и безжалостно отбраковывайте экземпляры с визуально зафиксированной кривизной. Для получения необходимой длины, можно использовать горизонтальное сопряжение (сращивание) коротких бревен:

Бревна окладного и верхнего венцов сращивать нежелательно и лучше изначально выбирать их под нужный размер.
Решите каким образом будете доставлять лес на высокие ярусы. Можно использовать блочную систему или элементарное приспособление с укладкой гладкого бруса на верхний венец с подъемом стройматериала при помощи строп:

Как привязать перегородку к наружной стене

Внутренняя стена стыкуется с наружной в зависимости от типа углов. Если углы вязали с остатком, то разумно и пятую стену выполнять с остатком. Если сруб создан без остатка, то и перегородку врезают без него — вровень.
Популярна врубка на шип — в курдюк:

Сковородень с прямой стороной называется полусковородень. Удобен при крестообразном соединении стен.
Также врубают сковороднем — вертикальным гребнем, который имеет расширение к торцу. В венцах наружных стен проделываются соответствующие пазы:

Укладка на фундамент

На фундамент укладывается пропитанная битумом доска толщиной 50 мм и шириной 150 мм, на нее — тесанный снизу окладной венец. Проверьте горизонтальность венцов и вертикальность углов, при необходимости скорректируйте.
Фиксация венцов

Для фиксации венцов между собой используют деревянные штифты — нагели или шканты. Их забивают деревянным молотком в просверленные в шахматном порядке отверстия с шагом 1,5—2 м. Глубина отверстия сверлится с запасом в 3—5 см, чтобы бревно при усушке не повисло на нагелях. Подробности на видео:
В простенках забивают как минимум 2 штуки на расстоянии 0,15—0,2 м от края.
Диаметр нагеля должен быть от 20 мм. Можно приобрести рукоятки для лопат и распилить их на цилиндры необходимой длины. Диаметр изготовленных таким образом болванок составит чуть больше нормы — 25 мм.
Сверло берут меньше на 1 мм — 24 мм, чтобы нагель сидел плотно. Угрозы подвисания бревна здесь нет, по мере усушки дерева просверленный диаметр отверстия увеличится.
Нагель войдет легче, если его смочить в масле-отработке, а с торца снять фаску.
При укладке венцов будьте внимательны к чертежам и оставляйте необходимые проемы для окон и дверей. Работая над перекрывающим венцом, запилите проем по отвесу в размер и обработайте боковые торцы: они должны заканчиваться вертикальным гребнем:

При установке в проемы косяков и дверных коробок следует оставить запас 5—10 см на усадку. Аналогичное расстояние нужно предусмотреть, если проемы создаются не в процессе сборки, а выпиливаются бензопилой уже в готовом срубе.
Утепление

Утепление можно проводить во время возведения стен, но допустимо конопатить и уже собранный сруб. Между бревен укладывается войлок, пенька, лен, джут или другие специальные материалы.
Готовый сруб оставляют для естественной сушки и усадки. Срок высыхания сруба по технологии составляет 1 год.











Что влияет на эксплуатационные характеристики
Для определения основных параметров материала существует свод нормативных актов. В нашей стране это ГОСТ 2708-75, на западе ISO 4480-83. Большой разницы между ними нет, основные параметры идентичны. Именно на этих данных базируется такая программа как калькулятор оцилиндрованного бревна объема, веса, плотности и прочих характеристик.

Таблица объема массива.
Совет: желательно чтобы таблица объема оцилиндрованного бревна была оригинальной, то есть взятой из выше указанных нормативных документов. Так как сейчас есть множество корпоративных таблиц, составленных с учетом коммерческих интересов некоторых корпораций и содержащих неточности выгодные именно для тех, кто их составлял.
Станки и оборудование
Еще 50 – 100 лет назад каждый плотник или просто хороший хозяин знал как оцилиндровать бревно в домашних условиях. В виду того, что занятие это долгое и весьма трудоемкое, с развитием деревообрабатывающего производства настоящих специалистов осталось не так много.

Безусловно, в споре, что дешевле бревно или оцилиндрованное бревно, выигрывает обычный необработанный ствол. Но выстроить хороший дом или качественную баню из «дикого» материла практически нереально. Не считая времени, затраченного на кустарную оцилиндровку и трудоемкий монтаж, герметично обустроить швы и стыки у вас не получится. Соответственно помещение будет холодным и простоит недолго.
Функции
Основная функция, которой обладает любой оцилиндровочный станок, – обработка бревен как тела вращения фрезерованием. Но чтобы сложить сруб, просто цилиндрических заготовок недостаточно. И в этом случае на помощь придут дополнительные возможности оборудования:
- выемка пазов для формирования различных замковых соединений;
- изготовление паркетных плашек, бруса;
- пиление погонных изделий;
- распилка лесоматериала на лафет и далее на обрезные доски;
- все стадии оцилиндровки бревен, начиная от черновой и заканчивая финальной;
- выемка монтажных чаш и компенсационных пазов.
При этом само бревно не переустанавливается, а в ходе работы меняются фрезы и отдельные узлы. В результате получают детали с широким диапазоном диаметра. Ограничение касается длины обрабатываемых бревен: санки рассчитаны на семиметровые заготовки. Умелое сочетание фрез с приемами работы позволяет изготовить сложные деревянные конструкции.
Использование оборудования
Современные станки позволяют провести оцилиндровку так, что подготовленное бревно пригодно для установки в стеновые конструкции без финишной обработки. Функционал может существенно различаться, зависит от особенностей конструкции оцилиндровочного станка и его стоимости.
При рассмотрении все чертежей и моделей оборудования, которое используется для оцилиндровки бревен, следует уделить внимание на нижеприведенные моменты:
- Создание пазов, которые могут использоваться во время монтажа для решения различных задач.
- Производство обрезной доски, паркета, плашек.
- Выполнение работы по оцилиндровке, в том числе и финальный этап рассматриваемой задачи.
- Фрезерование поверхности древесины для достижения нужных показателей шероховатости.
- Создание венцовой чашки.
- Производство лафет путем распила леса.
- Создание компенсационного паза при помощи установленной дисковой пилы.
Следует учитывать тот момент, что оцилиндровочный станок, созданный своими руками, может не обладать всеми функциями, так как для этого при его производстве нужно использовать сложные проекты. Проще всего создать не универсальное оборудование, которое предназначено для решения конкретных задач, к примеру, оцилиндровки заготовок.
Устройство
Установка имеет несколько основных узлов. Станина выполнена в виде металлической рамы. Может иметь жесткое сварочное соединение в виде прямоугольной трубы или мобильное соединение отдельных металлических элементов с помощью болтов и гаек. Является основанием для крепления всех элементов конструкции.
В оцилиндровочном станке присутствуют направляющие, по которым передвигается пильный инструмент. Обычно они составляют единую конструкцию с металлической рамой. В отдельных типах установок по направляющим перемещается бревно.
Может быть одна или две (передняя и задняя) бабки. Их назначение – закрепить и крутить бревно. На передней бабке в некоторых моделях станков расположена делительная головка, служащая для установления определенного угла поворота для разных этапов обработки.
Узел для крепления инструментов и механизмов перемещения – суппорт.
Основное назначение фрезы – крепление режущего инструмента. Она также обеспечивает уменьшение вибрации, увеличение точности выполняемых операций и легкости вхождения в заготовку. Бывают фигурные и универсальные фрезы.
Ножи оцилиндровочного станка изготавливаются из стали высокой марки. Крепится режущий инструмент во фрезу так, чтобы легко можно было его заменить или снять для заточки.
Кроме этого, устанавливаются дополнительные элементы. Это рычаги, обеспечивающие удобство установки заготовки на раму, и ролики-упоры, не дающие ей провисать. Также присутствуют тормоза и фиксатор каретки. Они используются в станках с функцией выборки венцовой чаши и устанавливаются на окончание каретки. Для выемки продольного паза применяют регулятор вращения бревна.
Современные производители деревообрабатывающего оборудования комплектуют такие станки для оцилиндровки автоматизированными модулями с компьютерным управлением.
Особенности устройства рассматриваемой конструкции
При рассмотрении того, какие оцилиндровочный станок самодельный чертежи может иметь отметим, что зачастую конструкция имеет нижеприведенные элементы в той или форме их реализации:
- Основным и самым громоздким элементом становится рама. Именно на ней концентрируется напряжения и крепятся все остальные элементы. При изготовлении рамы рекомендуется использовать прямоугольный трубопрокат. Соединение всех элементов зачастую проводится при помощи сварки, что позволяет ускорить работу и создать по-настоящему прочную конструкцию. Однако можно проводить создание рамы и при использовании сочетания болта и гайки. Разборные станины более мобильные, но обладают меньшей жесткостью.
- Направляющие, по которым будет передвигаться пильный силовое и пильное устройство. Длина бревен может достигать несколько метров, а вес десятки килограмм. Для того чтобы существенно упростить задачу по обработке следует создавать самодельный оцилиндровочный станок, на котором движется инструмент, а не заготовка.
- Бабки: передняя и задняя, в некоторых случаях, только одна. Они необходимы для того, чтобы крутить бревна во время их обработки. Отметим, что передняя довольно часто имеет делительную головку и систему крепления заготовки. При помощи делительной головки можно задать угол поворота на каждом этапе обработке, что необходимо для повышения качества заготовки.
- В качестве режущего инструмента, как правило, используется фреза. Существует достаточно большое видов этого режущего инструмента. При рассмотрении того, как сделать фрезу своими руками отметим, что работ сложна, предусматривает использование проката из инструментальной стали, которая имеет повышенную прочность и невысокую степен обрабатываемости.
- Качественная фреза имеет сменные ножи, которые можно при необходимости затачивать и заменять. Сама фреза с течением времени не изнашивается.
- Чтобы правильно разместить бревно, которое имеет большой вес, устанавливаются специальные рычаги.
- Ролики, выступающие в качестве упора, не позволяют бревну во время обработки провисать, тем самым существенно повышается качество получаемого материала.
- Практически все модели имеют механические тормоза, которые устанавливаются на обеих сторонах каретки. Они необходимы для выполнения работы по выборке венцовой чаши.
- Устройство, которое позволяет проводить вращение стала вручную на момент прорезки продольного паза.

Эти элементы имеют многие чертежи, которые можно использовать создавая оцилиндровочный станок своими руками в домашних условиях. Однако можно существенно упростить конструкцию при учете того, для решениях каких задач она создается.
Классификация
Специалисты предлагают классифицировать оцилиндровочные станки по пяти параметрам:
- типу механизма;
- способу перемещения бревна;
- уровню автоматизации;
- типу питания привода;
- диаметру используемой заготовки (минимально – 80 м, максимально – 500 м).
Используют в установках два типа механизмов. Первый – проходной (роторный), позволяющий непрерывно передвигать древесину через фрезу. Второй – циклический (токарный), в котором обработка выполняется при повторении цикла действий.
Если циклические действия выполняет режущий инструмент, станок относят к цикло-проходному типу, а если перемещается бревно – цикло-позиционному. В механизмах бревна имеют возможность как вращаться, так и двигаться прямолинейно вдоль направляющих.
Рекомендации перед приобретением
Для выбранного уровня производительности важно учесть степень автоматизации оцилиндровочного станка.
В механизированных моделях оператор загружает и выгружает бревна, проводит настройку и регулировку механизмов. Он также следит за качеством выполняемых работ, всеми этапами операций.
В автоматизированных оцилиндровочных станках для специалиста, его обслуживающего, отводится роль контролера за процессом.
В полуавтоматизированных установках мастер подключается к процессу после выполнения станком одного цикла операций.
Обратите внимание! Для создания оптимальных и бесперебойных условий функционирования важно выбрать подходящий тип питания привода.
Электрический может работать без перерыва при условии, что электролинии надежные или есть генератор дополнительного питания. Бензиновый требует постоянной заправки, но не зависит от внешних факторов.
Но основной выбор стоит между проходным и цикловым типами. Проходной обеспечит высокую производительность, порой за счет качества обработки. Большинство моделей таких станков не имеет возможности делать поверхность бревна гладкой, без заусениц и шероховатостей. Цикловые установки работают значительно медленнее, но при этом имеют ряд достоинств:
- обеспечивают очень высокое качество обработки;
- выполняют весь набор операций;
- имеют компактные габариты;
- конструкция устойчивая и комфортная в обслуживании.
Из какого бревна лучше строить дом?
Бревенчатый дом только тогда сможет раскрыть все свои особенности, когда будет выполнен из качественного строительного материала.
Как выбрать оцилиндрованное бревно? Для правильного выбора нужно знать технические характеристики и параметры бревна:
- диаметр бревна. Для постройки жилого дома круглогодичной эксплуатации подходят только бревна с большим диаметром – от 240 до 260 мм и более. Тонкие бревна также можно использовать, если дом находится в регионе с мягким климатом или предполагается дополнительное утепление.

Расчет фактического значения теплосопротивления стен ведется по формуле:
После расчета полученное значение сравнивают с нормативным, для конкретного региона проживания (справочные данные).
Например, для Москвы и Московской области R = 3.0 (м²*°С)/Вт.
При этом следует обратить внимание, что согласно СНиП II-3-79, значение коэффициента теплопроводности (λ) зависит от влажности в регионе.

Выдержки из СНиП II-3-79 по возрастанию коэффициента теплопроводности строительных материалов для сухой зоны влажности (А) и нормальной и влажной зоны (Б)
- период заготовки леса. Бревно, заготовленное в зимнее время года более сухое, т.к. зимой процесс сокодвижения в стволе сильно замедляется. А чем суше бревно, тем меньше трещин будет на построенных стенах. Самый лучший лес в Карелии, Архангельской и Ангарской областях.
- порода. Оцилиндрованное бревно производится из хвойной древесины – сосны или ели. Однако для нижнего венца следует выбрать более плотную древесину, например, лиственницу;
- цвет бревна. Оттенок должен быть однородным, соответствующим породе, без синевы;
- посторонние вкрапления. Наличие сучков, смоляных карманов, механических повреждений или биологической активности в качественном бревне не допускается;
- трещины. Допускаются, но их глубина не может превышать треть диаметра;
- геометрия. Бревно должно быть ровным, не покрученным, с аккуратно выпиленными продольными пазами и чашами;
- качество поверхности. Поверхность должна быть ровная и гладкая. Наличие заусениц и шероховатостей говорит о плохой заточке режущего инструмента и потребует шлифовки стены после монтажа;
- компенсационный пропил. Не всякий производитель делает пропил. Однако его наличие позволяет снизить внутреннее напряжение в стволе и сократить вероятность появления трещин;
- профиль. Выделяют два вида профиля – лунный и финский. Первый – более традиционный, позволяет сделать быстрый монтаж. Второй – имеет проплечины (заплечины) – выступы на гребне, которые защищают место соединения бревен от появления щелей в процессе усадки. Кроме того, тепловой паз при таком профиле больше, что приводит к увеличению числа венцов при постройке стены, но делает ее более теплой, т.к. ширина стены в месте соединения становится больше. К примеру, бревно диаметром 220 мм. с лунным профилем, имеет тепловой паз толщиной 110 мм, а с финским – 140 мм;
- соотношение диаметра сердцевины и общего бревна. Она должна составлять 75% среза;
- степень обработки бревна. Антисептирование бревна обязательное условие;
- условия хранения. Бревно хранится в штабелях, без упаковки, в месте, с хорошей вентиляцией, защищенном от влаги и прямых солнечных лучей.
Технология строительства дома из оцилиндрованного бревна
Пошаговая инструкция сборки сруба своими руками или для понимания процесса возведения при привлечении частных мастеров, подрядчика (строительство под ключ). Все этапы строительства с пояснениями и фото.
Предложения для профессиональной работы
На рынке деревообрабатывающего оборудования есть предложения любой ценовой категории и под разный технический запрос. Наибольшей популярностью пользуются такие модели, как «Шервуд», «Термит», «Кедр», «Тайга», «Терем» с полным циклом функций.
Технические характеристики представлены в таблице.
| Модель | Длина бревна, мм | Диапазон диаметра, мм | Мощность, кВт | Время на обработку одного бревна, мин |
| «Шервуд ОФ-28Ц» | 5950–6150 | 200–400 | 7,5 | 15–30 |
| «Термит 280ОУ» | 6200 | 160–280 | 22 | 30–40 |
| «Кедр ОС-100» | 6200 | 160–240 | 7,5 | 15–30 |
| «Тайга ОС-2» | 6200 | 160–240 | 9,8 | 30–40 |
| «Терем 8000В» | 8100 | 160–400 | 2,6 | 30–40 |
Этапы конструирования станка самостоятельно
Приобретение профессиональной установки для получения обработанной древесины – дорогое удовольствие. Но есть альтернативное решение: можно сделать станок для оцилиндровки бревна своими руками.
В качестве основания используется пилорама. Конус в передней части меняют на упор. В заднюю бабку вставляют подшипник. Понадобится также электрический мотор для обеспечения кручения бревна. Вращение может быть ручным, тогда необходимо сделать ручку.
Фреза собирается как отдельный узел из очень прочного материала. Ее передвижение можно обеспечить с помощью укладки рельсы. Это путь, по которому будет передвигаться фреза. В такой конструкции заготовка должна располагаться вдоль рельсы и вращаться так, чтобы фреза скользила по ней.
Перед установкой оцилиндровочного станка проводится бетонирование (в случае отсутствия) или утрамбовка площадки требуемого размера. Далее происходит сборка секций рамы, выравнивание их по уровню в горизонтальной плоскости. Максимальная погрешность при установке не должна превышать 0,5 мм на 1 м во всех направлениях. Высота установки 20 см.
Последующие этапы сборки такие:
- установка силового механизма;
- установка передней и задней бабок так, чтобы их оси совпадали и были параллельны направляющим;
- крепление стоек под трос для мобильного силового кабеля;
- натяжение троса;
- оборудование прижим-стопора под силовой механизм;
- монтаж заземления;
- подключение двигателя и проверка направления вращения пиломатериала. Нужное направление регулируется сменой порядка подключения фаз двигателя;
- монтирование фигурной фрезы на коническую деталь с помощью болтов;
- ввинчивание универсальной фрезы в корпус фигурной. Для того чтобы избежать разбалансировки, узел затягивается ключом;
- проверка правильности сборки.
Самодельный станок требует профилактики при длительном простое или установке во влажном помещении.
Строительство частного дома, дачи, жилого сруба требует качественного лесоматериала, который обработан на профессиональном оборудовании. Для технических построек оцилиндровать древесину можно самостоятельно.
Вертикальные опоры-колоны
Установка вертикальных элементов (столбов, колон, стоек) в деревянном доме выполняется посредством специальных приспособлений (компенсаторы усадки) – винтовые домкраты.
- бревно отрезается по длине минус 80-100 мм. На эту величину дом из оцилиндрованного бревна даст усадку, и домкрат можно будет опустить;
- внизу опоры вырезается чаша;
- сверху устанавливается домкрат, который будет компенсировать усадку дома;
- проверяется вертикальность установки;
- остальные вертикальные элементы устанавливаются по одной линии;
- домкрат регулируется по высоте.
Самостоятельное изготовление оцилиндровочного станка для обработки древесины
С давних времен человечество использует деревья для строительства жилья. Это материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло. В настоящее время дерево можно подвергнуть любой обработке, чтобы придать желаемую форму бревну. Для получения ровных бревен с одинаковой площадью сечения применяют станки для оцилиндровки.
Такая установка позволяет осуществлять различные операции обработки древесины:
- Оцилиндровка дерева.
- Изготовление пазов.
- Производство обрезной доски.
- Получение элементов для паркета.
- Обрезка досок.
- Производство бруса.
- Фрезерование гладкого бревна.
- Пиление древесины на лафет.
Оцилиндровочные установки находят применение на пилорамах, больших производствах и в личном хозяйстве. Главной функцией оборудования является снимание верхнего слоя древесины посредством применения фрезы и различными типами ножевых инструментов.
Механическая обработка
Впервые изготавливать оцилиндрованные бревна начали в Финляндии. Именно там на замену бревнам, полученным в результате проверенной веками рубки, пришли механически обработанные стволы деревьев. Рубленые (тесаные) бревна нужно было подбирать друг другу для того, чтобы возвести стену, что делало работу более дорогой, тогда как оцилиндрованные бревна, которые, безусловно, требовали определенных материальных затрат на стадии механической обработки, при этом с легкостью «выстраивались» в ровную стену.
Итак, мы выяснили, что бревна проходят механическую обработку. В чем она заключается? Сначала находят подходящие стволы деревьев. Так как строить сруб нужно из длинных бревен, подходят далеко не все деревья. Да и плотность древесины должна быть соответствующая. Чаще всего берут деревья хвойных пород – сосну, ель, лиственницу, кедр.
Наиболее распространены срубы именно из сосны – она произрастает шире, а значит, стоит несколько дешевле, чем, к примеру, кедр или лиственница, ареал произрастания которых довольно узок.
Итак, отбирают соответствующие стволы деревьев. Так уж сложилось в природе, что стволы имеют по всей длине не одинаковый диаметр, а нам-то нужен одинаковый, вот и применяются для этого станки для оцилиндровки.
Разновидности оцилиндровочного оборудования
Зависимо от технологии станок для оцилиндровки бревна подразделяется:
- Проходной – осуществляет переработку древесины во время движения, не делая остановки.
- Цикловой – при обработке древесины происходит прерывание перемещения бревна. Схема движений представляет собой цикл операций.
- А также цикловые установки классифицируются на два подвида:
- Цикло-позиционные – обработка материала происходит в процессе продвижения касательно инструмента
- Цикло – проходные – древесина подвергается деревообработке инструментом, который сам делает нужные движения.
По механизму работы станки разделяются на:
- Механические – предполагают наличие оператора, который осуществляет регулировку режимов, настройку, загрузку и разгрузку оборудования.
- Автоматические – вся схема обработки производится станком. Существуют модели, где человеку нужно произвести только загрузку материала.
- Полуавтоматические – установка выполняет автоматически только один цикл операций, а потом человек снова должен запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и образованию выраженной шероховатости материала.
Особенности современных промышленных моделей
Главной особенностью моделей станков, которые выпускают известные производители на сегодняшний день, является использование лазерного указателя для контроля движения каретки. Этот момент обуславливает высокую точность обработки и возможность проведения всего процесса без переустановки заготовки. Таким образом, управляемая ЧПУ каретка с набором инструментов движется по направляющим и выполняет различного рода операции.

Станок для оцилиндровки бревна
Как показывает практика, своими руками можно сделать модель, которая будет иметь ручное управление и возможность обработки заготовок длиной до 7 метров.
Особенности устройства станков для оцилиндровки
Установка состоит из основных блоков – металлическая рама, передняя и задняя бабки, фрезы. Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки. Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.

Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность. Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек. Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
Виды срубов

1. Четырехстенок. Это сруб из четырех стен. Бревна вяжут только в углах:

2. Пятистенок. Состоит из четырех наружных стен и одной перегородки (внутренняя стена). Бревна перевязывают в углах и в местах соединения пятой, внутренней стены с наружными:

3. Фигурный. В форме полукруга или шестиугольника — экзотический вариант, который мы оставим за рамками этой статьи:

Выбор станка для производства оцилиндрованного бревна
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы. Конечно, полезно побывать на производствах, где используют такие станки. Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы. Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Крыша бревенчатого дома
Дом из оцилиндрованного бревна предполагает строительство массивной кровли, которая ускорит его усадку и создаст дополнительное давление на бревна стен. Массивная кровля предполагает устройство надежной стропильной системы крыши.
Особенности монтажа стропильной системы на доме из бревен:
- устанавливать стропильную ногу не на верхнее бревно, а заводить ее внутрь бревна. Это позволит избежать продувания стыка;
- при монтаже стропильных ног на верхнее бревно, которое выполняет функцию мауэрлата, использовать скользящий крепеж. Аналогично, с помощью скользящего крепежа, монтировать коньковый прогон. Это компенсирует усадку;
- шаг установки стропильных ног – 600-700 мм.;
- далее монтаж выполняется в соответствии с требованиями кровельного материала;
- подкровельное пространство утепляется в обязательном порядке.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.
Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей. Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна. Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
Источник: miminonino.ru
Оцилиндрованное бревно своими руками. Эксплуатационные характеристики. Станки и оборудование
Возведение жилья из дерева в нашей великой державе было развито издревле. Прежде всего, это вызвано колоссальными запасами этого экологически чистого и относительно недорогого материала. Несмотря на появление массы новых строительных технологий, классические срубы по-прежнему остаются популярными. Ведь преимущества оцилиндрованного бревна очевидны, о них далее и пойдет речь.

Фото возведения классического сруба.
Почему именно бревно
Для начала выясним, оцилиндрованное бревно что это такое и почему в подавляющем большинстве люди предпочитают строить жилье именно из него.
Важно: говоря сухим языком определений, оцилиндрованным бревном принято называть прямой ствол дерева, предварительно обработанный на деревообрабатывающих станках для придания ему правильной цилиндрической формы.
В результате чего удаляется верхний неровный слой, сучки, а также наносятся компенсационные и монтажные пазы.
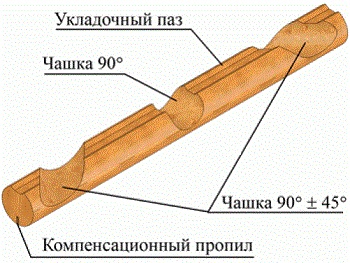
Схема оцилиндрованного бревна.
Плюсы материала
- Древесина сама по себе имеет природную пористую структуру, в результате чего она является одним из лучших тепло и звукоизоляторов .
- Имея четкие геометрические размеры, данный материал идеально стыкуется между собой . Специально обустроенные пазы обеспечивают высокую герметичность и качество межвенцевых швов.
- Все стволы имеют четко фиксированный диаметр, максимальное отклонение здесь может составлять не более 2 мм . Это дает возможность выбора леса для возведения помещений разного назначения с заданными характеристиками.
- На данный момент просто не существует более экологически чистого и полезного для людей строительного материала . В отличие от древесины традиционный кирпич или современные виды строительных материалов могут похвастаться только экологической нейтральностью.

- Хотя цена оцилиндрованного бревна может быть выше, нежели у многих конкурентов, но такие дома не нуждаются в дополнительной внутренней и внешней облицовке . Данный материал сам по себе обладает природной красотой, в результате чего владельцы существенно экономят на отделке.
- Современное деревообрабатывающее оборудование позволяет изначально выпускать стволы с уже готовыми соединительными элементами . Это значительно ускоряет процесс возведения конструкций и дарит массу вариантов планировки.

- Возможно, вам уже приходилось слышать, что натуральная древесина дышит . Под этим подразумевается способность массива забирать из воздуха избыточную влагу и отдавать ее при изменении условий. Проще говоря, дерево является природным кондиционером, обеспечивая идеальный для жизни человека микроклимат в доме.
- И наконец, инструкция по строительству вполне доступна . Простенькую баньку, сарай или небольшой дачный домик, хороший хозяин при большом желании сможет возвести своими руками.
Некоторые характеристики изделий.
В чем недостатки
- Как мы уже говорили дерево это живой материал, поэтому со временем массив начинает усыхать и трескаться. Это действительно так, но благодаря современным пропиткам и грунтовкам для дерева подобные процессы можно существенно замедлить.
- Многие знают, что в процессе роста ствол дерева слегка скручивается по спирали. После среза, эта спираль иногда начинает раскручиваться. Именно поэтому мастера не рекомендуют строить из свежеспиленного леса, конструкции может повести. Но сухое оцилиндрованное бревно лишено этого недостатка.
- Такие недостатки, как высокая пожароопасность и подверженность биологическим вредителям легко ликвидируются за счет все тех же специализированных пропиток.
- Пожалуй, единственным существенным недостатком любого деревянного строения является высокий процент усадки новых домов. Хорошо высушенный качественный лес усаживается до 100 мм на каждые 3 – 4м стены в первый год. И по 10 – 20 мм еще в течении 2 – 3 лет. Свежеспиленный лес будет усаживаться до 10 лет.

Что влияет на эксплуатационные характеристики
Для определения основных параметров материала существует свод нормативных актов. В нашей стране это ГОСТ 2708-75, на западе ISO 4480-83. Большой разницы между ними нет, основные параметры идентичны. Именно на этих данных базируется такая программа как калькулятор оцилиндрованного бревна объема, веса, плотности и прочих характеристик.

Таблица объема массива.
Совет: желательно чтобы таблица объема оцилиндрованного бревна была оригинальной, то есть взятой из выше указанных нормативных документов.
Так как сейчас есть множество корпоративных таблиц, составленных с учетом коммерческих интересов некоторых корпораций и содержащих неточности выгодные именно для тех, кто их составлял.
Станки и оборудование
Еще 50 – 100 лет назад каждый плотник или просто хороший хозяин знал как оцилиндровать бревно в домашних условиях. В виду того, что занятие это долгое и весьма трудоемкое, с развитием деревообрабатывающего производства настоящих специалистов осталось не так много.

Безусловно, в споре, что дешевле бревно или оцилиндрованное бревно, выигрывает обычный необработанный ствол. Но выстроить хороший дом или качественную баню из «дикого» материла практически нереально. Не считая времени, затраченного на кустарную оцилиндровку и трудоемкий монтаж, герметично обустроить швы и стыки у вас не получится. Соответственно помещение будет холодным и простоит недолго.
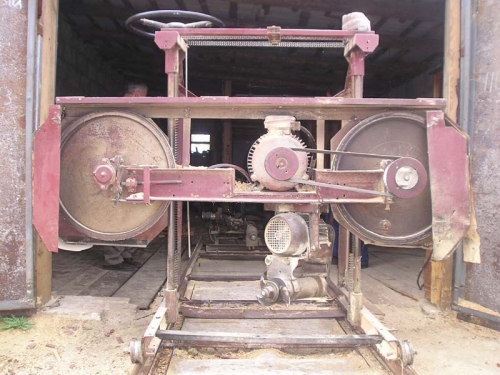
Станок для цилиндровки бревен это, по сути, симбиоз фрезерных и токарных функций. Такое оборудование обладает внушительными размерами и включает в себя общую металлическую раму, на которой базируются, силовой агрегат, который может состоять из нескольких силовых установок.
Основную работу выполняет передняя бабка. Именно на ней установлены резцы для обдирки верхнего слоя и фигурные фрезы для чистовой обработки бревна. Задняя бабка, как в большинстве подобного оборудования служит для фиксации и подачи самой заготовки.

Если вы хотите знать, сколько времени делается оцилиндрованное бревно, то в данном случае зависит от качества и функциональной наполненности оборудования. Современные автоматизированные линии способны за считанные минуты выточить из природного бревна высококачественное калиброванное изделие, по заданным параметрам.
Все подобные агрегаты бывают двух видов — проходные и циклические. Первые предназначены для больших объемов производства и обладают минимумом функций. В них материал движется непрерывным потоком и, проходя сквозь рабочую зону, цилиндруется и фрезеруется.

Установка заготовки на станок.
Агрегаты циклического типа выполняют заданный алгоритм действий, после чего цикл повторяется. Они, в свою очередь делятся на цикло-проходные, где ствол движется, а каретки стоят в фиксированном положении. И цикло-позиционные, где бревно неподвижно, а каретки двигаются вокруг заготовки.
Как правило, станок для цилиндрического бревна своими руками делается на основе пилорамы, где вместо переднего конуса ставится упор, а задняя бабка меняется на подшипник или вращающийся конус. Закрепленная таким образом заготовка вращается за счет дополнительного привода или своими руками, что весьма тяжело и неудобно.
Обработка осуществляется за счет фрезерной головки, закрепленной на отдельных направляющих. Сам принцип работы такого кустарного агрегата напоминает работу фрезерного станка для дерева. Вращающаяся заготовка постепенно обрабатывается движущейся по направляющим фрезой.
Совет: в виду серьезного веса самих заготовок, специалисты рекомендуют жестко монтировать такое оборудование исключительно на бетонном основании.
Если такового не имеется, как вариант, можно уложить железобетонную плиту для перекрытия.
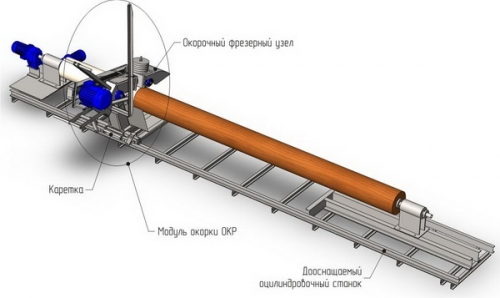
Общая схема станка.
Несколько слов о характеристиках
Отечественное производство больше ориентировано на так называемый лунный профиль оцилиндрованного бревна. В нем присутствует монтажная чашка для соединения венцов и компенсационный пропил.
Этот пропил служит для компенсации естественного внутреннего напряжения массива, а также температурных и влажностных расширений. В изготовлении такой товар дешевле, плюс он не требует тщательной предварительной подготовки материала.

Финский профиль обеспечивает более плотное соединение венцов, соответственно нужно меньше герметизирующих материалов, но бревно требует тщательной просушки и подготовки, в результате цена на финский профиль выше.
Рабочая высота оцилиндрованного бревна 6 метров. Это не означает, что изделия не могут быть больше или меньше.
Просто именно на этот размер ориентировано большинство технологических линий. Увеличение высоты влечет за собой повышение стоимости. Цена на стволы меньшего размера зависит от качества и сложности обработки конкретного изделия.

Складирование товара в штабеле.
Что же касается диаметра, то рабочий ассортимент здесь колеблется от 160 до 320 мм. Оцилиндрованное бревно 400 мм и более обрабатывается на специальных станках. Такой нестандартный товар идет на обустройство коренных венцов строения, а также других важных несущих узлов. Кроме того из бревен 400 мм в сечении иногда возводят стены первых этажей для многоэтажных коттеджей.
На стоимость товара сильно влияет способ сушки массива. Естественная сушка проходит около полугода под открытыми навесами в естественных условиях. Стоит такой товар меньше, но усадка у него выше.
Камерная сушка предусматривает обработку материала в специальных высокотемпературных камерах. Такое бревно меньше усаживается и считается более качественным.
Важно: относительно недавно на рынке появились клееные оцилиндрованные бревна. Цена на такие изделия на порядок выше. Но, по мнению специалистов, они обладают исключительным качеством.

На видео в этой статье собраны материалы по данной теме.
Вывод
Как бизнес оцилиндрованное бревно считается весьма прибыльным вариантом. Для запуска средней технологической линии со стандартным ассортиментом необходимо порядка полумиллиона рублей. При этом окупаемость зачастую не превышает года.
Источник: rubankom.com
Технология производства оцилиндрованных бревен

Дома из оцилиндрованных бревен завоевывают все большую популярность среди владельцев загородных участков. Это не удивительно, ведь оцилиндрованное бревно — натуральный и экологически безопасный материал, который охарактеризует гладкая и ровная поверхность, привлекательный внешний вид и высокие теплоизоляционные показатели.

Что такое оцилиндрованное бревно
Среди отличительных черт оцилиндрованного бревна выделяют одинаковые диаметры и гладкую поверхность без сучков и других изъянов. Это достигается за счет специальной обработки на современных деревообрабатывающих станках. В результате края у бревен получаются ровные, а стволы — одинаковые по форме и радиусу.
Это упрощает кладку материала, а строение делает изящным и элегантным. Универсальные стройматериалы подходят для строительства просторного загородного коттеджа и компактного дачного домика, летней беседки для отдыха и комфортной бани или сауны.
В качестве сырья при изготовлении оцилиндрованного бревна используют лиственницу и хвою. Сосна — самая востребованная порода дерева за счет оптимального соотношения цены и качества. Это прочная и доступная древесина, которую отличает устойчивость к влаге, легкость в обработке и эстетичный внешний вид с оригинальным рисунком.
Компания “МариСруб” заготавливает пиломатериалы в Республиках Марий Эл и Коми, в Кировской области. Эти регионы славятся хорошим крупным и прочным лесом.
Диаметр бревен бывает различным и варьируется в пределах 160-320 мм. Размеры зависят от целей и региона строительства. Так, для беседки или маленького дачного домика подойдут материалы небольших диаметров. Дома для постоянного проживания в средней полосе России строят из бревен диаметром не менее 240 мм, а для северных регионов — свыше 260.
Мастера “МариСруб” помогут подобрать правильный диаметр бревен для будущего дома или бани, рассчитают необходимые объемы и стоимость.

10 причин строить дом из оцилиндрованного бревна
- Экологически чистое и безопасное жилье, в котором комфортно и уютно. Доказано, что живая древесина положительно влияет на самочувствие человека, улучшает сон и настроение;
- Древесина обеспечивает комфортный микроклимат внутри помещения, так как в деревянном доме кислород обновляется до 30% в сутки!
- Высокие тепло- и звукоизоляционные материалы создадут комфортную обстановку. В бревенчатом доме всегда будет тепло, спокойно и тихо;
- За счет одинаковых диаметров и размеров, гладкой и ровной поверхности изделия легко укладывать. Поэтому монтаж бревенчатого дома не требует много усилий и не займет много времени;
- Бревенчатый дом гармонично впишется в окружающий пейзаж и выгодно выделиться на фоне других строений;
- Натуральная и эстетическая красота бревен украсит фасад, а интерьер сделает изысканным и уютным;
- Легкий вес древесины не требует установки дорогостоящего глубокого и массивного фундамента, что снижает затраты на итоговое строительство;
- Оцилиндрованные бревна легко поддаются обработке, что позволяет создавать интересные конструкции домов и бань. Это могут быть дома с шикарным резным балконом, просторной террасой или верандой в виде ротонды (шестиугольника). Много интересных вариантов вы можете найти в каталоге строительной компании “МариСруб” по ссылке http://marisrub.ru/proekts/all-proekts;
- Бревенчатые дома не требуют декоративной обработки, в таких помещениях будет гармонично смотреться отделка “под ноль”. Но по пожеланию бревна легко можно покрыть лаком, краской и другими декоративными средствами;
- Дома из оцилиндрованных бревен отличаются прочностью, надежностью и долговечностью.
Процесс изготовления бревен

Сортировка и первичная обработка
Мастера сортируют материалы по диаметрам, видам и назначению, убирают сучки с поверхности. Изготовление оцилиндрованного бревна происходит только из отборной древесины! Со стволов снимают верхний слой и укладывают так, чтобы обеспечить беспрерывную подачу пиломатериалов на станок.
Сушка
Сушка происходит естественным способом под навесом в сухом и прохладном месте либо при помощи сушильной камеры. Важно, чтобы в процессе обеспечивалась равномерная скорость сушки внутренних и наружных слоев. Ведь любая древесина снаружи сохнет быстрее, чем внутри, что приводит к образованию трещин.
При естественной сушке продолжительность процесса напрямую влияет на качество материалов. Чем дольше сушится дерево, тем лучше. Так, при естественной сушке около двух лет, длина трещины будет не более 2 мм. А при сушке менее года — доходит до 12 мм! Влажность древесины после сушки составляет до 15-18%.

Оцилиндровка и изготовление бревен
Каждое бревно по отдельности обрабатывают на специальном оборудовании. Оцилиндровка происходит в строго необходимый диаметр. Согласно техническим нормам допускается перепад диаметров по длине ствола до 2-4 мм. Затем выпиливают продольный (лунный) паз и делают компенсационный (разгрузочный) пропил.
Компенсационный пропил снимает напряжение с древесных волокон, что помогает избежать образования новых трещин после сборки и усадки сруба. Пропил выполняют вдоль поверхности материала в виде ровного паза толщиной 8-10 мм и глубиной ¼. А чтобы избежать попадания влаги в древесину, изделие укладывают пропилом вверх. Тогда верхнее бревно закроет разрез.
Все работы выполняют за один проход материалов, что ускоряет и упрощает изготовление.

Торцовка бревен и нарезка чашек по проекту
Бревна разделяют на части при помощи торцовочного станка. Проводят зарезание пазов и шипов на торцах для сращивания по длине или для установки оконных и дверных проемов. После этого происходит нарезка чашек под подготовленный проект деревянного дома или бани. Нарезку делают при помощи лазерной разметки и высокоточного оборудования.

Обработка защитными средствами
Дерево — живой материал, который подвергается негативному воздействию влаги, насекомых, ультрафиолета и других проявлений окружающей среды. Чтобы надолго сохранить первоначальные свойства древесины и повысить эксплуатационный срок, изделия покрывают специальными защитными средствами. Антисептики спасут древесину от плесени и грибка, насекомых и гнили. Антипирены защитят от огня.
Завершающие работы
Производство оцилиндрованного бревна завершается контролем замеров и маркировкой изделий в соответствии с проектом будущего строения. Это поможет избежать ошибок при сборе сруба. Материалы складывают в специальные стопы, при этом каждый ряд прокладывают брусьями. Это обеспечит естественную вентиляцию бревен, что положительно сказывается на хранении материалов.

Технология изготовления бревен
Технология изготовления бревен бывает двух типов и различается по применяемому оборудованию.
Проходные станки подразумевают подачу ствола через специальное обрабатывающее устройство, что ускоряет процесс изготовления бревен. это более дорогое оборудование, однако окупается оно быстрее позиционных. Позиционные станки отличает доступность и небольшая стоимость, но низкая производительность. Давайте разберемся, какая технология лучше.
| Проходная технология | Позиционная технология |
| Непрерывная подача бревен, что обеспечивает высокую скорость работы | Необходимость в перенастройках оборудования, что замедляет работу |
| Одновременная оцилиндровка бревен разной длины | Одновременно можно обрабатывать изделия только одной длины |
| Можно обрабатывать различные виды древесины, среди которых блок-хаус, вагонка, доски и пр.. | Требует квалифицированных мастеров для настройки оборудования |
| Сохраняет кривизну исходного материала, что требует более тщательного отбора сырья либо нарезки заготовок на части длиной не более 2ух метров | Исправляет кривизну исходных материалов и позволяет получить идеально ровные и гладкие изделия |
| Производительность составляет 35-40 м3 за 8 часов работы | Производительность составляет 16-26 м3 за 8 часов работы |
В компании “МариСруб” используют станки проходного типа, что позволяет изготовить сруб в кротчайшие сроки. Подробнее о производстве оцилиндрованных бревен в “МариСруб”, читайте по ссылке http://marisrub.ru/informatsiya/proizvodstvo-doma-iz-otsilindrovannogo-brevna-etap/.

Как правильно выбрать оцилиндрованные бревна
При строительстве деревянного дома или бани важно правильно выбрать бревна, ведь качество материалов напрямую влияет на долговечность и внешний вид будущего строения. Выбирайте ту строительную фирму, которая не только строит, но и самостоятельно изготавливает оцилиндрованные бревна. Такие компании несут ответственность и за работы по строительство, и за качество строительных материалов.
Собственный завод по изготовлению пиломатериалов в строительной фирме — гарантия надежности и долговечности бревен. Кроме того, такие компании экономят на доставке и посредниках, что сокращает стоимость конечных стройматериалов.
Перед строительством узнайте где и как заготавливают сырье, откуда привозят древесину, условия доставки и хранение изделий. Проверьте наличие сертификатов и по возможности посетите завод, проверьте производство и качество бревен. Учтите, что далеко не все фирмы-производители проводят антисептирование! Поэтому перед приобретением материалов обязательно уточняйте этот факт.

Качественное оцилиндрованное бревно характеризуют следующие признаки:
- желтый или темно-желтый цвет ствола;
- отсутствие червоточин и гнили, механических повреждений и смоляных кармашков, больших сучков;
- допускается небольшой природный брак и наличие сучков малого диаметра;
- заготовки одной породы древесины и одного диаметра;
- ровные и непрокрученные стволы с плотным ровным срезом;
- на торце каждого изделия располагают маркировку, которая указывает спецификацию;
- желательно выбирать бревна, которые срублены в зимний период. Зимой дерево более устойчиво к влаге.
Компания “МариСруб” предоставляет только качественные бревна, изготовленные согласно нормам ГОСТа. Хранение, перевозка, погрузка и выгрузка материалов выполняется по правилам транспортировки леса и длинномерного груза, что исключает любое повреждение и загрязнение поверхности материалов.
В наличии собственный завод про производству оцилиндрованных и рубленых бревен, которые подвергаются тщательной и щадящей обработке, в обязательном порядке проводится антисептирование.
Мастера “МариСруб” не только самостоятельно изготавливают строительные материалы, но и строят дома “под ключ”. Специалисты выполнят полный спектр работ, который включает создание проекта и установку сруба, монтаж фундамента и кровли, проведение коммуникаций и чистовую отделку.
Источник: blog.marisrub.ru
Технология производства оцилиндрованного бревна
В последнее время производители стали выпускать оцилиндрованное бревно, пригодное не только для внутренней отделки домов, но еще и для строительства. Современное технологии и изготовление оцилиндрованного бревна позволяют возвести конструкцию, не уступающую прочности кирпичу или бетону. В этой статье мы подробно расскажем, как производят оцилиндрованное бревно и какая техника для этого используется.
Преимущества и недостатки материала

Основные достоинства изделия:
- натуральный и экологически чистый материал;
- низкая теплопровидимость;
- высокая прочность и надежность материала.
- Недостатки оцилиндрованного изделия:
- возможная деформация изделия;
- сложность в обработке;
- появление глубоких трещин при неправильном или ошибочном использовании.
Классификация технологических процессов, преимущества и недостатки
В производстве используется три основных метода изготовления оцилиндрованного бревна:
Классический метод
Дерево зажимают в центре торцов и вращают, движущийся резец станка убирает стружку и перемещается вдоль всей заготовки. Для этого метода используют позиционные станки.
На видео показан процесс изготовления заготовок по классической схеме
Основным преимуществом этого способа является возможность работать с бревнами любой кривизны. Станок тщательно обрабатывает заготовку и в результате величина сбега сводится к минимуму.
Позиционный метод
Дерево фиксируют по центру, неподвижный оцилиндрованный шпиндель, оснащенный, роторной головкой его обрабатывает. Такой метод применяют для станков роторного типа. На видео показан позиционный метод обработки дерева
Основным достоинством этого метода является работа с любой заготовкой, в результате чего бревно имеет минимальное искривление.
Проходной метод
Заготовка изделия обрабатывается с помощью роторной головки вальцовым механизмом. Этот метод применяют для проходных токарных станков роторного типа. На видео представлена обработка заготовки с помощью проходного метода
Для информации! За одну 8-часовую смену станки для изготовления оцилиндрованного бревна способны обработать несколько десятков кубометров леса.
Недостатком такой технологии является копирование исходной формы заготовки. Если дерево изначально имеет неровности, они так и останутся.
Клееное оцилиндрованное бревно

Технологический процесс и технология производства клееного оцилиндрованного бревна напоминает производство клееного бруса
Технологический процесс и технология производства клееного оцилиндрованного бревна напоминает производство клееного бруса. Отличие технологии заключается в дополнительной оцилиндровке бревна. В качестве материала используют породы хвойных деревьев. Процесс изготовления заключается в:
- снятии заболони (это самая влажная и рыхлая часть дерева);
- далее выполняется распил изделия;
- готовые доски помещают в специальную сушилку и высушивают до 10-12% влажности;
- после доски укладывают плотной и смолистой частью лицом вверх, т.е. наружу, это позволяет усилить защитную функцию клееного изделия;
- ламели склеивают гидравлическим прессом;
- завершающий этап — оцилиндровка, профилирование и вырезка замков конкретно под строительство дома.
Для информации! Клееное оцилиндрованное бревно можно сравнить с монолитом за счет использования клея на природной основе изделие становится более прочным и способным выдержать любые нагрузки.
Используемое оборудование
Для производства граней и пазов бревна используют специальные пиломатериалы: пилы и фрезы. На фото представлен пример формирования профиля бревна
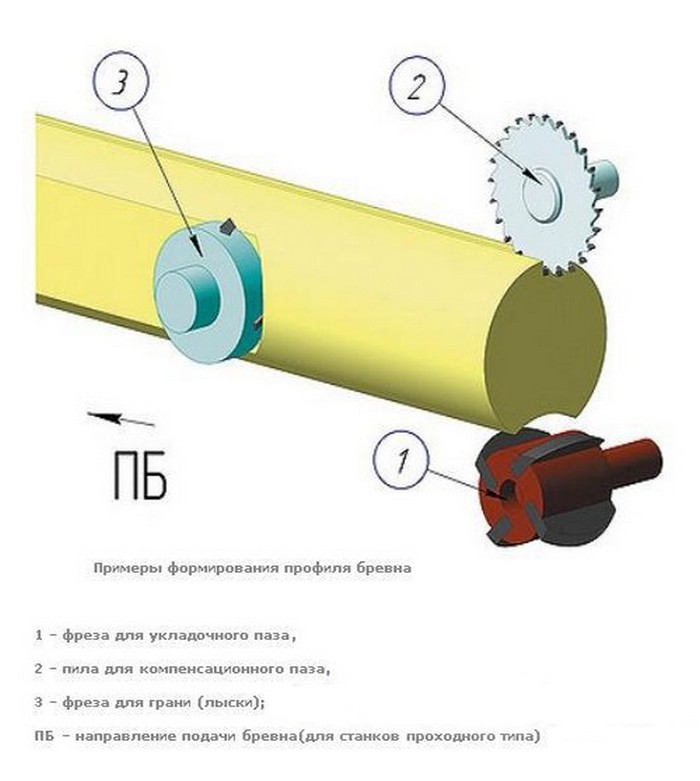
Процесс оцилиндровки зависит от режущего механизма токарного станка. Процесс производства оцилиндрованного бревна может выполняться точением, когда основное движение заключается во вращении заготовки, в процессе которого, стружка образуется непрерывно. Режущие элементы бывают:
- роторные — являются оптимальным элементом в комплектации станка;
- угловые ножи — их применение возможно только с участием квалифицированного специалиста.
Фрезерованием, т.е. основное движение выполняет инструмент, современное производство использует торцевоконическую фрезу.
Стоит отметить, позиционный станок с подвижным фрезерным узлом выполняет изготовление профиля только после формирования цилиндра. Качество реза бревна не зависит от типа и марки токарного станка, резка заготовки зависит исключительно от степени заточки инструмента, его настройки и правильной эксплуатации.
Важно! Любая перенастройка оборудования может привести к неправильной обработке заготовок и образованию брака.
Функциональность токарных станков можно разделить на:
- универсальный оцилиндрованный станок;
- станок торцовочный;
- станок для выборки паза;
- чашкорезный станок.
Технологический процесс изготовления оцилиндрованного изделия
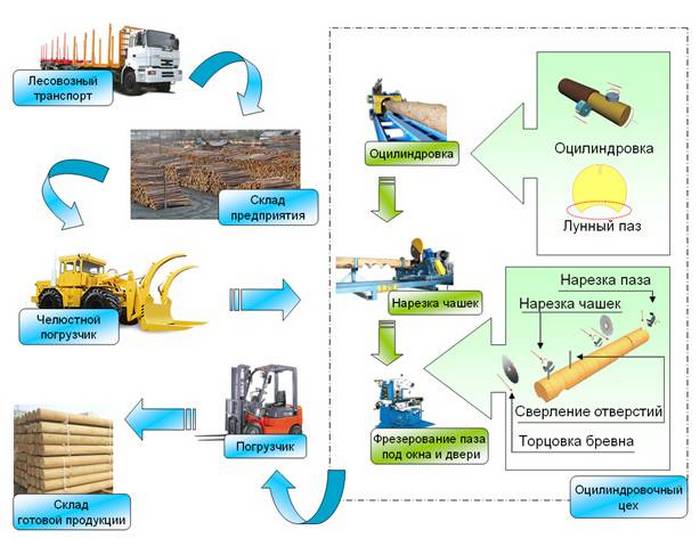
Цикл производства разбит на 8 этапов и начинается с того, что оцилиндрованное бревно сортируют по видам и области применения
Цикл производства разбит на 8 этапов и начинается с того, что оцилиндрованное бревно сортируют по видам и области применения. Чаще всего оцилиндрованное изделие производят из хвойных пород дерева. В цеха поступает огромное количество леса с недостатками и изъянами, его сортируют и в результате оцилиндровка изготавливается исключительно из отборной древесины.
Процесс изготовления оцилиндрованной заготовки важный этап в производстве бревна, для этого используют токарно-фрезерный станок тяжелого класса. Заготовку фиксируют в центре и она спокойно вращается вокруг своей оси. Таким образом, второй этап заключается в том, что черновая и чистовая фреза двигается последовательно вдоль бревна. Благодаря черновой фрезе снимается нагрузка с чистой, ресурс режущих кромок увеличивается, за счет чего достигается высокое качество изготавливаемой детали.
Оцилиндрованное бревно при минимальном отклонении по толщине имеет высокое качество поверхности. Перепад диаметра изделия может составлять не более 2-4 мм, согласно техническим требованиям. Этап No4 заключается в изготовлении лунного паза и компенсационного пропила.
Лунный паз необходим для того, чтобы при сборке бревна плотно прилегали друг к другу через утеплитель. В качестве утепляющего материала используют минеральную вату или волокно из джута. Наличие компенсационного пропила позволяет снять напряжение, и направляет растрескивание древесине в момент ее усушки. Следующим 5 этапом является обработка дерева линией оптимизации что позволяет точно выполнить раскрой изделия.
Далее выполняется нарезка чашек, которые выполняют функцию угловых замков в момент сборки конструкции. Этот элемент обеспечивает высокую прочность и устойчивость строения в момент его сборки и эксплуатации. Этап No6 — Зарезка чашек оцилиндрованного бревна
Следующая задача — выполнение расторцовки бревна по всей длине согласно конструкторской документации.
Этап No8 производства заключается в изготовлении торцевого паза, зарезаются пазы и шипы на торцевых частях бревна для монтажа дверных и оконных проемов.
Заключительным этапом изготовления оцилиндрованного бревна заключается его обработка антисептическими и пожароустойчивыми средствами.
Параметры оцилиндровки
Как правило, оцилиндрованное бревно выпускается согласно стандартным парамерам, благодаря которым реализуются проекты различных конструкций. На фото представлены стандартные размеры изделия
- Стандартная длина уже готового хлыста составляет 6 метров, если требуется изготовление нестандартного изделия, производители смогут его сделать, только стоимость будет немного выше.
- Для строительства домов, различных хозяйственных построек и бань используют изделие диаметром 12-20 см, такая величина позволяет защитить стены конструкции от промерзания.
- Для капитального строительства используется изделие диаметром 22-28 см.
Современные технологии позволяют производить изделия высокого качества, с помощью которых легко строятся дома с ровными, прочными и теплыми стенами.
Источник: kakpostroitdomic.ru
Производство домов из оцилиндрованного бревна
Для изготовления оцилиндрованного бревна используется взаимосвязанный комплекс операций:
1. Подготовка сырья
Пиловочник, поступающий на предприятие, для удобства обработки сортируется по диаметру и длине. После чего бревна штабелируются, перекладываются прокладками и отправляются на атмосферную/камерную сушку. Если дерево не было инфицировано грибком, то при просушке до 20% бревно не будет синеть. Но при атмосферной сушке для достижения такой влажности понадобится не менее 4-х месяцев. Ускорить процесс поможет использование сушильных камер, в них бревно «дозревает» за 10-15 дней.

2. Первичная обработка и крепление бревна на станке
Неокоренные бревна попадают на станок первичной обработки, где очищаются от коры, рыхлого слоя заболони с помощью системы черновых фрез. Важнейший параметр для дальнейшей эксплуатации оцилиндровки – четкое соблюдение форм и размеров, поэтому необходима максимально точная центровка.На некоторых станках встроено специальное оборудование с лазерным излучением, которое самостоятельно находит требуемую точку. Если же такая функция не предусмотрена — технолог вручную определяет центр бревна и места крепления зажимов.

3. Чистовая шлифовка
После черновой окорки, бревно пропускают через систему чистовых фрез, которые превращают его в идеальный цилиндр с гладкой, хорошо обработанной поверхностью.

В зависимости от вида и комплектации оборудования, это может быть один проход, который включает окорку с последующим фрезерованием, отдельные процессы на нескольких станках, либо несколько проходов с попеременным использованием различных фрез.
4. Торцовка
На торцовочном станке производится обрезка бревен в размер – это необходимо для соблюдения проектных параметров длины бревна и угла спила и выявления пороков древесины.
5. Пропилы
Если бревно изготавливается для дальнейшего использования в строительстве (как 97% пиломатериалов данного вида), необходима заточка продольного монтажного паза. Благодаря этому пропилу, бревна плотно прилегают друг к другу при укладке стен.

Для уменьшения рисков деформации, образования трещин, в бревне производят компенсационный пропил.. Эти процессы выполняются одновременно, за один проход станка.

6. Крепления
На чашкорезном станке изготавливаются венцовые пазы (чашки) для угловых монтажных соединений.

В зависимости от проектной документации, это могут быть простые или сложные выемки:
- двузубый лунный паз;
- гладкий цилиндр;
- фасонный цилиндр;
- трапециевидный паз;
- простой лунный паз.

7. Контроль качества
Изделия проверяются на соответствие необходимым нормам, мелкие дефекты устраняются вручную, бракованные изделия – сортируются.
8. Обработка антисептиком
На прошедшие контроль качества бревна наносится антисептическая пропитка (например, Ниомид-460), которая препятствует появлению грибка, синевы и другим биологическим факторам. Обрабатывается оцилиндровка вручную, при помощи пульверизатора или методом погружения в ванну с химическим средством. Второй вариант считается более надежным для защиты дерева, но после него бревна необходимо просушивать не менее 3-5 дней.

9. Маркировка и укладка оцилиндрованных бревен
После просыхания антисептика, на торец каждого бревна наносят параметры, согласно ТУ производства – это страховка производителя на случай необоснованных претензий, если потребитель перепутает продукцию от различных поставщиков. Укладка готовых изделий штабелями с брусками для вентиляции предохраняет бревна от деформации.

Проектирование строения из сруба

Первый шаг – это проектирование деревянного сруба. На этом этапе определяются такие параметры, как площадь помещения (в том числе жилая/нежилая), высота дома, составляется план фундамента и размещение оконных проемов. С учетом этих параметров производится подсчет объема и породы древесины, которое требует производство сруба. Возможно, конечно, произвести проектирование деревянного дома самостоятельно, однако при наличии денежных средств лучше обратиться к профессионалам.
Проект здания из сруба может быть выполнен как в общем эскизном виде, так и в побрусовочном, с учётом уже всех конструктивных элементов. На картинке слева вы видите упрощённый вариант визуализации проекта сруба, который позволяет понять общий вид и конструкцию непосредственно в виде элементов сруба — конкретных брёвен. Зачастую, если проект простой, этого достаточно для изготовления конкретного сруба, ведь типовые срубы имеют общую основу.
Используемое оборудование
Для производства граней и пазов бревна используют специальные пиломатериалы: пилы и фрезы. На фото представлен пример формирования профиля бревна

Процесс оцилиндровки зависит от режущего механизма токарного станка
Процесс оцилиндровки зависит от режущего механизма токарного станка. Процесс производства оцилиндрованного бревна может выполняться точением, когда основное движение заключается во вращении заготовки, в процессе которого, стружка образуется непрерывно. Режущие элементы бывают:
- роторные — являются оптимальным элементом в комплектации станка;
- угловые ножи — их применение возможно только с участием квалифицированного специалиста.
Фрезерованием, т.е. основное движение выполняет инструмент, современное производство использует торцевоконическую фрезу.
Стоит отметить, позиционный станок с подвижным фрезерным узлом выполняет изготовление профиля только после формирования цилиндра. Качество реза бревна не зависит от типа и марки токарного станка, резка заготовки зависит исключительно от степени заточки инструмента, его настройки и правильной эксплуатации.
Функциональность токарных станков можно разделить на:
- универсальный оцилиндрованный станок;
- станок торцовочный;
- станок для выборки паза;
- чашкорезный станок.
Сырьевая база для производства оцилиндровки
В принципе, оцилидровать можно любое бревно. Но на практике, самым востребованным сырьем является пиловочник ели, сосны, лиственницы и кедра из древесины северных пород. Помимо приятного аромата и красивой структуры, древесина хвойных деревьев защищена от гниения естественной смоляной пропиткой.

Форма диаметра подбирается с учетом спроса – например, если на выходе необходима оцилиндровка сечением в 200 мм, исходное бревно должно быть не менее 220мм в диаметре. Но это довольно приблизительные расчеты, так как многое зависит от прямолинейности ствола – у кривого пиловочника и потеря древесины выше, и изделие приходится делить не по запланированным параметрам, а на ровные промежутки.
Спрос на оцилиндровку определенного сечения зависит от температурных перепадов в зоне застройки. Например, для ЦФО с его умерено-континентальным климатом, наиболее востребованный вариант для домов – бревна с диаметрами 200-240 мм, для бань, дачных домов и хозяйственный построек – 120-200 мм. Для северных регионов оптимальный вариант для жилых строений – от 260мм.
Клееное оцилиндрованное бревно

Технологический процесс и технология производства клееного оцилиндрованного бревна напоминает производство клееного бруса
Технологический процесс и технология производства клееного оцилиндрованного бревна напоминает производство клееного бруса. Отличие технологии заключается в дополнительной оцилиндровке бревна. В качестве материала используют породы хвойных деревьев. Процесс изготовления заключается в:
- снятии заболони (это самая влажная и рыхлая часть дерева);
- далее выполняется распил изделия;
- готовые доски помещают в специальную сушилку и высушивают до 10-12% влажности;
- после доски укладывают плотной и смолистой частью лицом вверх, т.е. наружу, это позволяет усилить защитную функцию клееного изделия;
- ламели склеивают гидравлическим прессом;
- завершающий этап — оцилиндровка, профилирование и вырезка замков конкретно под строительство дома.
Плюсы и минусы домов из оцилиндрованного бревна
Строительство частного дома подразумевает под собой выбор материала, который, как правило, не нуждается в дополнительной декоративной отделке фасадов. Для этого отлично подходят кирпич и оцилиндрованное бревно. Второй вариант набирает все большую популярность за счет ряда преимуществ, среди которых выделяют экономическую выгоду.
Преимущества оцилиндрованного бревна
Причин для того, чтобы предпочесть оцилиндрованный брус, значительно больше, нежели для отказа от него. Если сравнивать материал с аналогами, то имеются явные преимущества:
- экологичность и натуральность ввиду отсутствия каких-либо примесей;
- низкий коэффициент теплопроводности позволяет исключить дополнительные меры по утеплению дома;
- технология производства готовых изделий практически исключает наличие пустот и зазоров в местах соединения бревен;
- гладкая и ровная поверхность материала допускает только защитную обработку, что говорит об отсутствии необходимости в декоративной отделке.
В результате использования оцилиндрованного бревна получается прочная, надежная и долговечная конструкция дома.
Недостатки оцилиндрованного бревна
Перед окончательным выбором следует ознакомиться с минусами. В частности, к ним относятся:
- затруднительная обработка;
- возможно деформирование под воздействием перепадов температуры и влажности;
- при неправильной эксплуатации могут появиться трещины, которые не поддаются реставрации;
- дерево подвержено биологическому поражению.
Однако можно провести предупредительные меры для исключения перечисленных последствий. Например, специальные составы позволяют защитить материал от появления грибка и плесени. А качественная просушка способствует сохранению изначальных форм на протяжении длительного времени.
Еще из раздела «Строительство»
Заходите в группы и Одноклассниках
Технологический процесс изготовления оцилиндрованного изделия

Цикл производства разбит на 8 этапов и начинается с того, что оцилиндрованное бревно сортируют по видам и области применения
Цикл производства разбит на 8 этапов и начинается с того, что оцилиндрованное бревно сортируют по видам и области применения. Чаще всего оцилиндрованное изделие производят из хвойных пород дерева. В цеха поступает огромное количество леса с недостатками и изъянами, его сортируют и в результате оцилиндровка изготавливается исключительно из отборной древесины.
Процесс изготовления оцилиндрованной заготовки важный этап в производстве бревна, для этого используют токарно-фрезерный станок тяжелого класса. Заготовку фиксируют в центре и она спокойно вращается вокруг своей оси. Таким образом, второй этап заключается в том, что черновая и чистовая фреза двигается последовательно вдоль бревна. Благодаря черновой фрезе снимается нагрузка с чистой, ресурс режущих кромок увеличивается, за счет чего достигается высокое качество изготавливаемой детали.
Оцилиндрованное бревно при минимальном отклонении по толщине имеет высокое качество поверхности. Перепад диаметра изделия может составлять не более 2-4 мм, согласно техническим требованиям. Этап No4 заключается в изготовлении лунного паза и компенсационного пропила.
Лунный паз необходим для того, чтобы при сборке бревна плотно прилегали друг к другу через утеплитель. В качестве утепляющего материала используют минеральную вату или волокно из джута. Наличие компенсационного пропила позволяет снять напряжение, и направляет растрескивание древесине в момент ее усушки. Следующим 5 этапом является обработка дерева линией оптимизации что позволяет точно выполнить раскрой изделия.
Далее выполняется нарезка чашек, которые выполняют функцию угловых замков в момент сборки конструкции. Этот элемент обеспечивает высокую прочность и устойчивость строения в момент его сборки и эксплуатации. Этап No6 — Зарезка чашек оцилиндрованного бревна
Следующая задача — выполнение расторцовки бревна по всей длине согласно конструкторской документации.
Этап No8 производства заключается в изготовлении торцевого паза, зарезаются пазы и шипы на торцевых частях бревна для монтажа дверных и оконных проемов.
Заключительным этапом изготовления оцилиндрованного бревна заключается его обработка антисептическими и пожароустойчивыми средствами.
Выбор бруса для строительства срубов
Прежде чем начать возведение дома из оцилиндрованного бревна или бруса, имеющего форму цилиндра, необходимо выполнить проектные работы с анализом грунта и учетом ландшафтных особенностей участка. Можно воспользоваться готовым проектом, адаптированным к вашей местности, если вы, конечно же, не мечтаете внедрить личные пожелания относительно планировки будущего дома. Когда с проектом определились, можно приступать к выбору материала.
Качественный материал, из которого строят срубы, определяют путем его внимательного осмотра:
- на поверхности качественного бруса не должно быть синевы или темных пятен, а также карманов со смолой;
- цвет древесины должен быть от светловатого оттенка желтого до коричневого, в зависимости от сорта дерева;
- материал не должен содержать сучков или их количество должно быть незначительным;
- не допускается наличие трещин более чем на треть от диаметра среза, при этом они не должны быть сквозными;
- у качественного материала 75% площади среза занимает сердцевина, что является гарантией плотной и ровной поверхности;
- нужно тщательно исследовать бревно, чтобы исключить прокручивания или изгибы;
- срубы возводят исключительно из «зимней» древесины, которая заготовлена в холодное время года. Такой материал имеет более плотную текстуру, не дает большую усадку и лучше противостоит влаге.
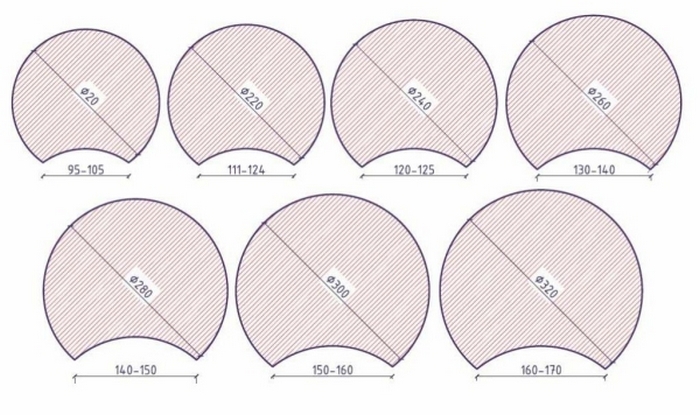
Размеры оцилиндрованного бревна
В процессе лесозаготовки бревно проходит сортировку, прежде чем попасть в обработку. Ствол с правильными параметрами позволяет получить на выходе пиломатериал с заданными размерами.
Стандартные размеры бревна:
диаметр (сечение) оцилиндрованного бревна. Этот параметр имеет наибольшее значение, так как он напрямую определяет теплопроводность и надежность стен.
Диаметр бревна варьируется в пределах 160-320 мм. Наиболее популярным в частном строительстве является оцилиндрованное бревно диаметром 240 мм.
Сечение (диаметр) оцилиндрованного бревна (180, 200, 220, 240, 260 мм)
Какой диаметр бревна нужен для круглогодичного проживания?
Выбор диаметра при строительстве дома определяется его назначением и месторасположением:
| 160-180 мм | Дача, баня, хоз.постройка | Южные регионы |
| 200 мм | Летний домик, дача, баня, хозпостройка, беседка, гараж | Европейская часть России |
| 220 мм | Дом сезонного проживания, дача, гостевой дом, баня, беседка | Европейская часть России |
| 240-260 мм | Дома постоянного проживания с утеплением. Рекомендованы для одноэтажных домов площадью более 250 м.кв., двухэтажных домов и домов с мансардой | Западная Сибирь |
| 280-320 мм | Дома круглогодичного проживания с чердачным утеплением. Предназначены для одноэтажных домов площадью более 250 м.кв., двухэтажных домов и домов с мансардой. | Западная Сибирь |
рабочая высота оцилиндрованного бревна. Этот показатель определяет, сколько венцов следует уложить, чтобы достичь заданной высоты стены. Рабочая высота рассчитывается путем замера расстояния от верхней точки сечения бревна до вершины паза. Вид паза также оказывает влияние на рабочую высоту. Например, рабочая высота оцилиндрованного бревна диаметром 240 мм составляет 208 мм. (при наличии лунного паза) и 190 мм (при наличии финского паза).
длина оцилиндрованного бревна. Стандартная длина – 6.м.п. или кратно 1.м.п. По специальному заказу возможно изготовление бревна максимальной длиной до 12 м.п. Однако это существенно повлияет на стоимость изделия, т.к. в процессе производства будет значительное число отходов. Это обусловлено значительной разностью диаметра ствола на длине дерева в 12 м.п.
ширина паза. При равном диаметре бревна (например, 220 мм), финский паз будет шире (140 мм) лунного (110 мм). Также бывает расширенный лунный паз (на 20 мм шире).
Стандартная ширина паза оцилиндрованного бревна
компенсационный пропил. Наличие пропила позволяет снизить внутреннее напряжение в бревне и предотвратить появление большого числа щелей (трещин). Глубина пропила (15-20 мм) определяется диаметром бревна. На практике — спорное решение, много доводов за и против.
Разгрузочный пропил (компенсационный) на оцилиндрованном бревне
кубатура оцилиндрованного бревна. Как правило, пиломатериал продается в метрах кубических. Объем бревна в зависимости от вида профиля (паза), диаметра и длины бревна, приведен в таблице.
Как рассчитать кубатуру оцилиндрованного бревна математическим путем?
- рассчитать площадь поперечного сечения бревна;
- умножить полученное значение на длину бревна;
- округлить до целого числа.
Дизайн деревянного дома из бревна
Оцилиндрованное бревно – материал красивый и очень востребован у дизайнеров в качестве отделки, недаром популярностью пользуются различные виды блок хауса из дерева, винила и других материалов. Но об окончательном оформлении стен, способа их отделки, о том каким будет интерьер дома из оцилиндрованного бревна решение принимает хозяин. Поэтому, если в этом есть необходимость, то использовать можно практически любой отделочный материал.
Чаще всего, декорирование стен подразумевает применение различных морилок, лаков, которые используются как для изменения первоначального цвета бревна и придания ему большей глубины, так и с защитной функцией. В этом случае интерьер остается деревянным, и он задает стилистику дизайна. Этот вариант применяется и для фасадных стен, и для внутренних.

Но вполне допустимо в деревянном доме оформление в современных стилях, даже хай-тек не исключение.
Для этого используются листы гисокартона, которыми и обшивают все поверхности.
А дальше стены можно штукатурить, оклеивать их обоями, облицовывать плиткой или другими декоративными материалами. Но следует отметить, что такая отделка сруба из бревна актуальна только для внутренних помещений.
Как вариант отделки можно использовать различные виды вагонок, сайдинга, допускается устройство навесных вентилируемых фасадов, но в этом случае прежде всего решаются вопросы улучшения эксплуатационных характеристик дома, нежели эстетические. В первую очередь это относится к теплоизоляционным свойствам, так как в этом случае возможна укладка дополнительного слоя теплоизоляционного материала.
Интерьер дома из оцилиндрованного бревна
Логичнее, чтобы полы были натуральные, но если дизайн деревянного дома из бревна внутри предполагает воплощение проекта современного вида интерьера, то в этом случае выбирается соответствующее напольное покрытие, в том числе линолеум и плитка.
Строительство домов из брусa своими руками. — здесь больше полезной информации.
А для того чтобы в деревянном доме было очень уютно и тепло, несложно сделать и «теплый пол». Для большого коттеджа, еще на этапе проектирования можно рассмотреть возможность устройства водяного «теплого пола». А если он необходим лишь в нескольких комнатах, то наилучший вариант – это пленочные инфракрасные полы, абсолютно безопасные в эксплуатации и имеющие высокий КПД.

Вас заинтересует эта статья — Внешняя и внутренняя отделка деревянного дома.
Оформление потолка в деревянном доме
Если интерьер поддерживает натуральный деревянный стиль, то вариантов для оформления потолков может быть два: использовать отделочные материалы из древесины, в том числе оставить его в первоначальном виде, без какой-либо отделки либо устроить натяжные, которые, несмотря на свою технологичность, оказываются весьма органичными в этом случае.

В тех случаях, когда есть желание визуально увеличить высоту потолков можно использовать кессонный тип, для которого характерно наличие балочного перекрытия, в том числе и имитация под него, розеток, узоров и т. д. Как правило, такой прием актуален для деревенского стиля в интерьере.
Естественно, применяется в отделке и гипсокартон, который используется не только для обшивки, но и для создания многоярусных дизайнерских потолков. В дальнейшем он поддается практически любому виду декорирования: окрашиванию, оклейке обоями, декоративными панелями.
Можно сделать вывод, что строительство домов из оцилиндрованного бревна совсем не ограничивает дизайнерские возможности для его оформления, а, наоборот, – расширяет их.
В загородном доме вполне можно применить разные виды оформления, например, в детской и спальной комнате сделать более современный эргономичный дизайн, а в гостиной, столовой и комнате отдыха оставить аутентичный. Но в любом случае дерево, как основной материал для строительства дома, будет задавать тон.
Обработка цилиндрической поверхности
Обточка или фрезерование цилиндрической поверхности заготовки может производиться на различном оборудовании (обычно на токарно-фрезерных станках) двумя основными способами – позиционным и проходным.
При позиционном способе заготовка крепится в центрах, т.е. в качестве базы обработки выбирается ее ось. Обтачивание производят резцом или фрезой, перемещающимися вдоль вращающегося бревна, или специальной роторной головкой с фрезами, движущейся вдоль неподвижной заготовки.

Позиционный способ позволяет получить абсолютно ровное бревно – даже из той заготовки, которая имеет изгиб. Но достигается это ценой снижения диаметра готового изделия, поскольку толщина снимаемого материала зависит от степени кривизны заготовки. Как результат, относительно много материала уходит в стружку.

При проходном способе бревно протягивается вальцовым механизмом через роторную головку с фрезами, которые срезают с него верхний слой. Центровка заготовки в этом случае производится по его наружной поверхности.
У проходного способа много достоинств. Возможность непрерывной подачи материала обеспечивает высокую производительность (в разы большую, чем у позиционного). Длина обрабатываемого бревна не ограничена. При позиционной обработке длину заготовки лимитирует расстояние между центрами станка. Благодаря малому припуску обеспечивается высокая доля (до 90%) выхода готовой продукции.

На все эти достоинства имеется один, но серьезный недостаток. Если заготовка имеет изгиб, то он сохраняется и в готовом бревне.
Прочие операции
К ним относятся фрезерование монтажных пазов и компенсационного пропила, торцовка бревен, сверление под шпильки и шканты.
Лунный (утеплительный) паз выбирается фасонной фрезой. Его назначение – обеспечить плотное фиксированное прилегание бревен друг к другу через межвенцовый утеплитель.

Прямые и косые чашки исполняют роль замков при сборке дома, обеспечивают его прочность и устойчивость. Узкий компенсационный пропил, идущей вдоль всей заготовки, делается для снятия напряжения и направления растрескивания при усушке бревна.
Торцовка бревен под прямыми или косыми углами формирует окончательную длину изделий. В заключение на тех торцах, где это необходимо, вырезаются пазы и шипы для установки дверных или оконных коробок или сращивания бревен по длине.
На что нужно обратить внимание при сборке домов из «оцилиндровки»?
Строительство домов из оцилиндрованного бревна не имеет принципиальных отличий от строительства из обычного бревна. Разве что необходимо подходить к защите дома от влаги еще более ответственно, поскольку оцилиндрованное бревно в процессе обработки теряет влагостойкий лубок.

Высота цоколя должна быть не менее полуметра – чтобы исключить погружение нижних венцов в снег. Необходимо, чтобы площадь продухов и их расположение обеспечивали хорошую вентиляцию и отсутствие «мертвых» зон.
Низ первого венца должен иметь не лунный паз, а плоский срез, который способен создать равномерное распределение веса дома по контактной поверхности. Чтобы надежно защитить нижнее бревно от влажности, гидроизоляцию цоколя нужно выполнять с использованием не менее чем 2-х листов рубероида.
И обязательно должна быть подкладная доска, пропитанная антисептиком, – лучше всего импрегнированная.
Видео: Оцилиндровочный станок ОС2-400
Процесс обработки бревна
Ножи оцилиндровочного станка закреплены на барабане, который вращается в процессе обработки. Существуют ножи для грубой обработки, расположенные в первом ряду, а второй ряд предназначен для чистовой доводки, то есть получения гладкой деревянной поверхности. В процессе работы скорость вращения ножей так велика, что они сливаются в монолитный диск.
Каретка с режущим инструментом перемещается вдоль бревна очень быстро — шестиметровое бревно может быть обработано буквально за пару минут. По окончанию обработки бревно попадает на следующий транспортер.
В центре продольного шпунта на бревне обязательно делается продольный пропил — это позволяет нивелировать напряжение, возникающее в верхних слоях древесины и исключить возможность образования глубоких трещин. Глубина пропила — около полутора сантиметров.
В качестве дополнительной защиты древесного материала используют и специальные вещества — антисептики. Такие составы препятствуют появлению грибковых заболеваний, а вот на скорость высыхания никоим образом не влияют.
Затем оцилиндрованное бревно особым образом подрезается — это делается уже под конкретный проект домостроения. Благодаря этому последующая сборка непосредственно на строительном участке происходит очень быстро — нужно только использовать паклю в швах и пролакировать собранную конструкцию.
Источник: oboiman.ru