Важнейшей частью производственного процесса является технологический процесс.
Технологическим процессом называют часть производственного процесса, содержащую целенаправленные действия по изменению и (или) определению состояния предметов труда, к предметам труда относят заготовки и изделия.
Для осуществления технологического процесса необходима совокупность орудий труда, которые принято называть средствами технологического оснащения — СТО.
Технологическим оборудованием называют часть СТО, которую представляют станки, прессы, термические печи и т.п.
Технологической оснасткой — СТО, которые представляют инструмент, приспособления, калибры и другие средства, которые дополняют технологическое оборудование.
Рабочее место для выполнения технологической операции
Тех. процесс осуществляют на рабочих местах, которые объединяют в участки, линии и т.д.
Рабочим местом называют элементарную единицу структуры предприятия, на которой расположены средства технологического оснащения и определенный объем предметов труда.
Что такое технологический процесс? Введение.
На планировке цеха рабочее место изображают в виде упрощенного виде станка сверху.
Если рабочий является многостаночником, то план может изображаться следующим образом.
Тех процесс при обработке на металлорежущих станках
При обработке на металлорежущих станках тех. процессом называют законченную часть процесса обработки, которая связана с процессом обработки одной или группы поверхностей у одной детали одним рабочим или бригадой непрерывно.
Непрерывность в данном случае понимается как действие над одним предметом труда, при этом заготовка устанавливается в приспособление и производится обработка с одного конца. далее заготовка может быть перестановлена, перевернута и обработана с другого конца. Когда заготовка будет раскреплена, то данная операция будет закончена. Вместо нее устанавливается новая заготовка и начинается повторение той же операции.
Если технологический процесс построен таким образом, что все заготовки обрабатываются с одного конца и складируются, а затем станок перестраивается и обработка проходит с другого конца, то в данном случае планируют две операции на каждую из которых создается отдельная тех. операция.
Технологическая операция
Технологической операцией называют законченную часть технологического процесса, выполненную на одном рабочем месте.
При проектировании технологического процесса операции нумеруют для этого используют трехзначные числа кратные 5 начиная с 0.
- 000 Заготовительная
- 005 Токарная
- 010 Шлифовальная
- 015 Токарная с ЧПУ
Промежуточные позиции используются при доработке технологического процесса при его внедрении.
Источник: hydro-pnevmo.ru
Определение технологический процесс в строительстве
Докипедия просит пользователей использовать в своей электронной переписке скопированные части текстов нормативных документов. Автоматически генерируемые обратные ссылки на источник информации, доставят удовольствие вашим адресатам.
| 12 Нормирование технологических процессов |
| 13 Разработка рабочей операционной технологии изготовления и контроля изделий |
| 14 Уточнение маршрутной технологии для всей номенклатуры изделий и уточнение операционных норм времени |
| 15 Расчет норм расхода инструмента, материалов и др. |
| 16 Имитационное моделирование процессов и их проверка в условиях возмущений |
| 17 Разработка ТЗ на АСУ процесса |
| 18 Определение и учет требований техники безопасности |
| 19 Расчет трудоемкости и экономической эффективности вариантов |
2.2. Требования к основным видам технологических процессов
2.2.1. Директивный и рабочий технологические процессы
Директивный технологический процесс устанавливает принципиальную направленность методов и средств изготовления (совершенствования) продукции и содержит основные данные для определения объема подготовки производства. Он должен обеспечивать:
соблюдение требований промышленной санитарии, технической и пожарной безопасности и охраны окружающей среды.
Директивный технологический процесс является основой для: разработки рабочих технологических процессов изготовления новых изделий; технологического планирования; установления маршрутов; разработки разделов проекта (рабочего проекта) строительства, реконструкции и технического перевооружения объектов.
Рабочий технологический процесс разрабатывается непосредственно для изготовления изделий, содержит данные их производства (ремонта) в конкретных условиях предприятия. Виды технологических процессов разрабатываются в зависимости от совокупности изменений предметов труда, степени детализации, содержания и других признаков, указанных в табл. 1. Максимальная эффективность рабочего технологического процесса достигается за счет рационального использования рабочего времени исполнителей и повышения качества выпускаемой продукции, резервы которых изыскиваются за счет:
роста эффективности использования рабочего времени всех категорий работников за счет повышения образовательного и профессионального уровня, специальной подготовки.
2.2.2. Единичный, типовой и групповой технологические процессы
Единичный технологический процесс разрабатывается для изготовления изделий одного наименования и типоразмера независимо от типа производства. Как правило, этот процесс предназначен для выпуска сложных и особо ответственных изделий при отсутствии соответствующих типовых технологических процессов.
Типовой технологический процесс разрабатывается на основе анализа совокупности действующих и возможных технологических процессов на типовые представители групп изделий (ГОСТ 14.303-73, переиздание 1983 г. с изменениями N 1 ИУС6-83). Типизация*(8) обеспечивает лучший учет требований НОТ при проектировании, сокращение объема технологической документации, устранение многообразия процессов сведением их к ограниченному числу. Она должна базироваться на классификации объектов производства, заключающейся в разделении их по конструктивно-технологическим признакам. Типовые технологические процессы применяются в качестве информационной основы при разработке рабочих технологических процессов изготовления (ремонта) изделий, а также перевода разработки и нормирования технологических процессов на ЭВМ.
Групповой технологический процесс разрабатывается с целью экономически целесообразного применения групповых методов обработки в условиях единичного, мелкосерийного и серийного производства (ГОСТ 14.316-75, переиздание 1983 г. с изменениями N 1 ИУС6-83). Обязательным этапом процесса является группирование предметов производства по конструктивно-технологическому подобию с учетом основных требований НОТ.
Групповой технологический процесс должен состоять из комплекса групповых технологических операций, осуществляемых на обособленных рабочих местах в последовательности технологического маршрута изготовления группы изделий, выполнения технологически однородных работ.
При разработке группового технологического процесса предусматривается достаточная величина суммарной трудоемкости технологически однородных работ для обеспечения непрерывной загрузки средств технологического оснащения без их полной переналадки в течение экономически целесообразного периода.
применения высокопроизводительных специализированных средств технологического оснащения взамен универсальных;
Источник: www.dokipedia.ru
Технологический процесс
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
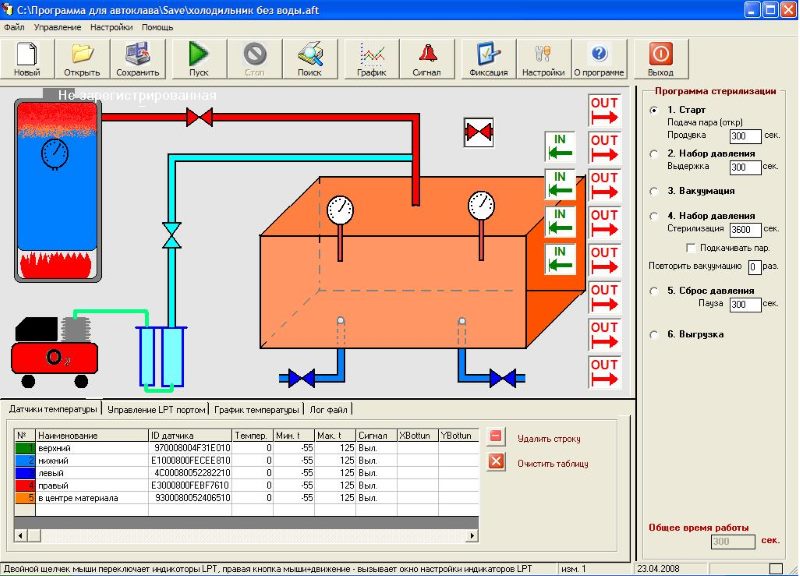
Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия
Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог
Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
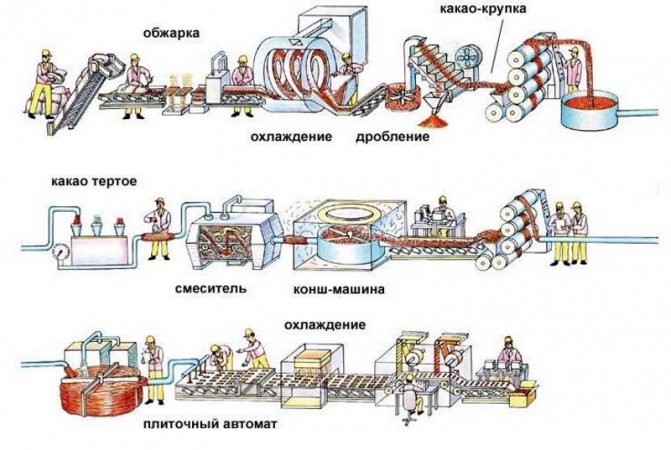
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
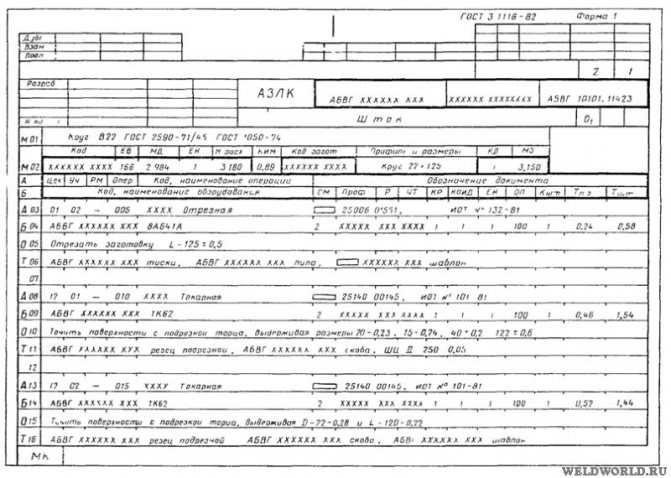
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы.
В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Определения
«Технологическим переходом» называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
«Вспомогательным переходом» называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых «средствами технологического оснащения».
«Установ» — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы. При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.
Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Этапы ТП
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
- «Начальный или первичный». Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
- механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
- автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
Определения
«Технологическим переходом» называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
«Вспомогательным переходом» называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых «средствами технологического оснащения».
«Установ» — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы. При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
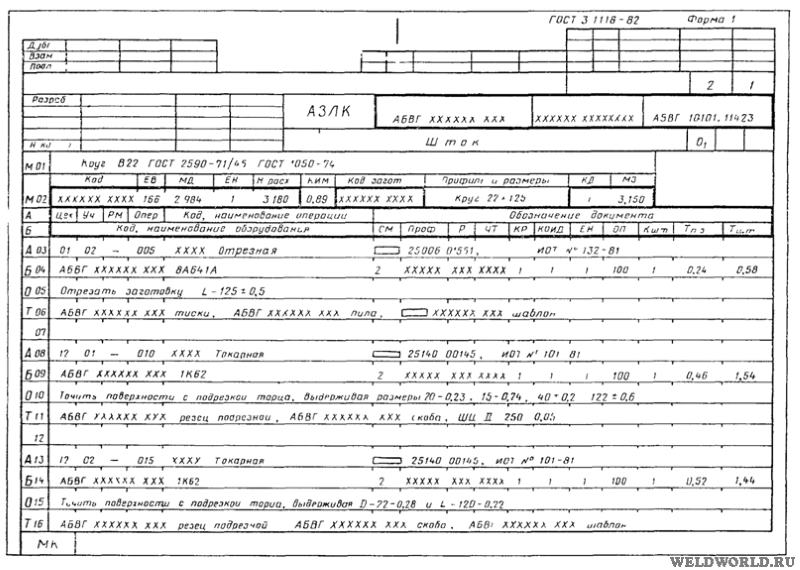
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы.
В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Определения [ править | править код ]
«Технологическим переходом» называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
«Вспомогательным переходом» называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых «средствами технологического оснащения».
«Установ» — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы . При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Виды техпроцессов
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.
Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Алгоритмы разработки
В реальной производственной системе первоочередной организационно-технической задачей является разработка такой технологии, которая способна обеспечить необходимую скорость и качество изготовления изделий (при наименьших потерях).
На первом этапе проводится скрупулезное и тщательное изучение всей конструкторской документации и параметров последующего использования изделия в эксплуатации (что отразится в технологической инструкции процесса). Помимо этого, требуется учесть предполагаемые масштабы выпуска (уточнить фактическую программу изготовления и предполагаемую производственную мощность), учесть и проанализировать сведения о технологическом оборудовании и инструменте.
В общем виде алгоритм разработки новой технологии можно представить в виде такого списка:
- Анализ исходных данных рассматриваемой технологии.
- Изучение особенностей производства (определение коэффициента специализации или закрепления операций).
- Выбор уже существующего аналогичного процесса (для сокращения времени проектирования).
- Выбор материала, заготовки (комплектующей) и метода ее получения.
- Определение положения в пространстве предмета труда (анализ базы).
- Создание последовательности операций (разработка маршрута).
- Выбор необходимого оборудования.
- Детализация операций процесса.
- Выбор технологической оснастки.
- Нормирование процесса.
- Тарификация элементов.
- Определение требований охраны труда.
- Оформление технологической документации.
- Расчет основных производственных параметров.
- Производственное планирование (определение технико-экономических параметров цеха).
Более подробную информацию касательно этапов проектирования можно получить в технологических инструкциях по ГОСТу.
Источник: molibden-wolfram.ru
Технологический процесс: описание, виды, этапы

Производится расчёт припусков и установление размеров заготовки. Технико-экономическое обоснование правильности выбора заготовки.
Установление конструкторских и технологических баз. Проектирование технологического маршрута обработки
На основании рабочего чертежа детали определяются конструкторские и технологические базы, основные и вспомогательные. С их учётом, в произвольной форме, сотавляется технологический маршрут механической обработки.
На основании составленного технологического маршрута и рабочего чертежа детали, по справочной литературе, производится выбор необходимого комплекта лезвийных и измерительных инструментов, технологическая оснастка и требуемое технологическое оборудование.
Заполнение технологической документации
Спроектированный технологический маршрут разбивается на операции, установы и переходы, и записывается в соответствующие технологические карты по определённым правилам. Там же указывается применяемое технологическое оборудование, оснастка, режущий и измерительный инструмент. По нормативно-справочной литературе назначаются режимы резания. Разрабатываются операционные эскизы.
Расчёт режимов обработки и их оптимизация
В каждой операции выбирается самый нагруженный режим резания (с наибольшей глубиной резания), выполняется его расчёт и оптимизация. Производится его проверка по мощности, на выполнение требований точности обработки и прочности режущего инструмента.
Нормирование технологических процессов
На каждый переход и установ технологического процесса назначаются, по справочной литературе, технически обоснованные нормы времени: основное, вспомогательное и т.д. В конечном итоге определяется штучно — калькуляционное время на изготовление детали.
На данном этапе выполняется расчёт и проектирование специального механизированного приспособления. Разрабатывается схема базирования заготовки, схема сил зажима, выполняется расчёт погрешности базирования, сил зажима, силовой расчёт основных элементов приспособления.
Оценка экономической эффективности разработанного технологического процесса
В заключение, расчитывается годовой экономический эффект от применения данного технологического процесса с предлагаемым приспособлением. Определяется его срок окупаемости и критическая партия деталей.
76 Способы описания технологических процессов
Техпроцесс,
степень детализации которого зависит
от типа производства.
В
единичном и мелкосерийном производстве
ограничиваются разработкой маршрутного
техпроцесса, представляющего перечень
и последовательность сборочных операций.
Маршрутное описание требует высоко
квалифицированного рабочего.
Операционное
описание используется в операционных
техпроцессах, разрабатываемых для
условий серийного и массового производства.
В этом случае операции разрабатываются
максимально подробно с указанием
содержания и последовательности
выполняемых переходов и с приведением
сведений по технологическим режимам.
Маршрутно-операционный
способ описания при таком техпроцессе
часть выполняется по операционному
описанию (при сложных операциях).
Используется в условиях мелкосерийного,
среднесерийного и крупносерийного
производств.
77. Общая последовательность (этапы) разработки. Технологического процесса обработки детали. Сущность решаемых на каждом этапе технологических задач
Анализ технических требований, постановка технологической задачи.
Определение такта выпуска серийности производства, метода организации работы.
Отработка конструкций деталей на технологичность.
Выбор заготовки и метода её изготовления.
Составление (определение) планов обработки поверхностей (последовательности переходов, обеспечивающих получение требуемого качества).
Выбор ТБ и схем установки.
Составление маршрута обработки детали.
Назначаются припуски, рассчитываются межоперационные размеры.
Завершающие технологические разработки (построение операций, окончательный выбор оборудования и оснастки, назначение режимов обработки, точностные расчёт, определение норм времени).
расчёт технико-экономических показателей.
Определение технологической документации.
78. Исходные данные для разработки технологического процесса изготовления детали. Исходные данные и этапы проектирования техпроцессов обработки детали
Исходными
данными являются 3 вида информации:
- Чертеж детали;
- Технические требования;
- Программа выпуска;
- Программа в действующем производстве;
- Имеющиеся площади;
- Оборудование и оснастка;
- Технологические методы получения заготовок и их обработки;
79. Изучение служебного назначения детали, анализ технических требований и норм точности. Выявление и сущность технологических задач по обработке детали
Анализ технологических требований выполняется с учётом:
Обоснование этих требований условиями эксплуатации,
Соответствие между точностью и шероховатостью поверхности () для особо ответственных поверхностей (),
Возможность достижение заданной точности и качества известными или имеющимися на предприятии средствами.
Возможность проверки выполнения назначенных чертежом требований известными методами контроля
Главная
задача данного этапа связана с
формулировкой технологических задач,
т. е., методов и средств обеспечения
точности и взаимного положения наиболее
ответственных поверхностей.
На
этом этапе при разрабатываться ТП для
действующего ТП-са технолог дожжен
решить вопрос о возможностях пополнения
имеющихся групповых или типовых ТП-ов.
Если такой возможности нет, то приступают
к проектированию единичного ТП-са.
— такт выпуска
Средне
штучное время для проектирования ТП
укрупнено или на основании схожего
действующего ТП.
,
то на данном этапе.
Для
определения метода организации работ
определяют коэффициент загрузки рабочего
места.
81.
Задачи, решаемые при технологическом
контроле чертежа детали. Обеспечение
технологичности конструкции детали.
Отработка на технологичность – это технологический контроль чертежа детали на соответствие требованиям технологичности. При этом проверяется наличие необходимых сведений о деталях на чертеже, выявляются основные и вспомогательные КБ и проверяется правильность простановки размеров. Все размеры на чертеже детали можно разделить на три группы:
размеры связывающие обрабатываемые поверхности
размеры, связывающие необрабатываемые поверхности
размеры, связывающие обработанные и необработанные поверхности.
На
чертеже в направлении каждой координатной
оси может быть только один размер,
связующий обработанный и необработанные
поверхности.
При
технологическом контроле решаются
следующие задачи:
Возможность совмещения конструктивных, Т и ИБ при обеспечении удобства базирования.
Возможность уменьшения протяжённости обрабатываемых поверхностей, особенно точных.
Обеспечение возможности обработки деталей на настроечных станках.
Повышение жёсткости деталей для возможности применения многоинструментальной и многолезвийной обработки, а также для интенсификации режимов резанья.
Возможность применения наиболее простых приспособлений режущих и измерительных инструментов.
Обеспечение удобного подвода и отвода РИ для уменьшения вспомогательного времени.
Сведение к минимальному числа типоразмеров пазов, канавок, фасок, галтелей для уменьшения номенклатуры, РИ к измерительным инструментам.
Надёжность и простота контроля детали.
отсутствие необходимости пересчёта размеров при выполнении этих размеров и их контроля.
Рациональная последовательность обработки.
Соблюдение принципа кратчайших размерных цепей.
Основные этапы разработки технологических процессов
Основные этапы и функциональные задачи технологической подготовки производства
Таблица 1
| Этап | Функциональные задачи |
| Обеспечение технологичности конструкции изделия | • Проведение технологического контроля конструкторской документации. • Оценка уровня технологичности конструкции изделия. • Отработка конструкции изделия на технологичность. • Внесение необходимых изменений в конструкцию изделия (в конструкторскую документацию). • Сокращение объемов работ по ТПП за счет изменения технологичности изделия. |
| Разработка технологических процессов | • Разработка, стандартизация и применение типовых технологических процессов с применением методов групповой обработки и технологических операций на детали и сборочные единицы. • Разработка и применение рабочих технологических процессов на детали и сборочные единицы. |
| Проектирование и изготовление средств технологического оснащения | • Проведение унификации и стандартизации средств технологического оснащения. • Проектирование специальных средств технологического оснащения. • Применение типовых, унифицированных и стандартных средств технологического оснащения. |
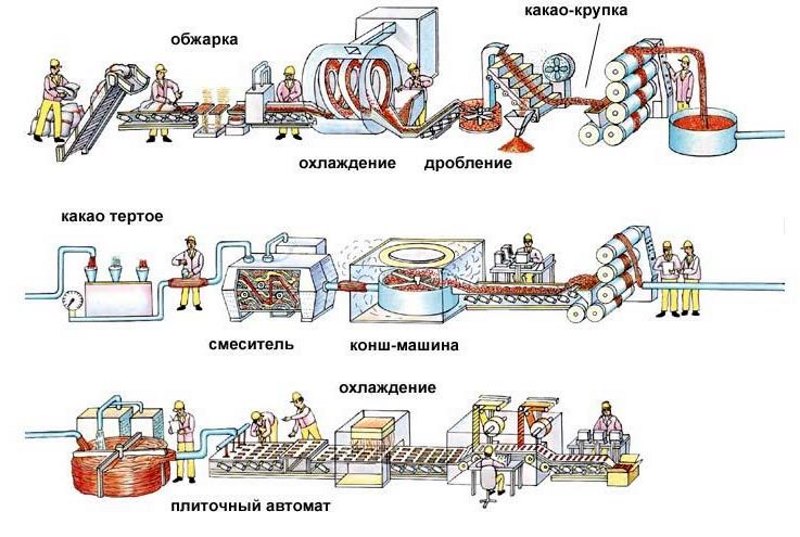
- Естественно, технологическая подготовка производства (ТПП) по содержанию обусловлена спецификой производственных процессов. В качестве основных видов технологических производственных процессов можно выделить следующие:
- а) заготовку: литье, ковка, сварка, резка, рубка, штамповка;
- б) механическую обработку;
- в) изменение структуры материала термическим, термо-, электро-химическим, гальваническим и другими способами;
- г) нанесение защитного покрытия, очистку;
- д) сборку;
- е) испытания;
- ж) апробирование;
- з) консервацию и упаковку;
- к) подготовку к транспортировке.
Соответственно, в заготовительных процессах можно выделить такие специфические виды, как свободную ковку, штамповку, прессовку, вырубку, резку, рубку, сварку, литье модельное, литье в кокиль, центробежное литье, точное литье (подготовительные процессы литейного производства: изготовление моделей, форм, опок, формовка, подготовка шихты и т. п.).
В составе механической обработки – закрепление деталей; точение (внутреннее, внешнее, грубая обработка (обдирка), точная обработка; обеспечение качества поверхности, строгание, долбление, фрезерование, сверление отверстий, расточка, нарезка резьбы, шлифовка (плоская, круглая), хонингование, полировка, калибровка, шабровка и т. п.
Контроль качества – измерение.
Сборка (соединение): механическая, резьбовая, шплинтовочная, шпоночная, сварная, прессовочная, посадочная (горячая, холодная посадка) и т. п.
Изменение структуры материала: термическое (отжиг, отпуск, закалка, упрочнение), термохимическое, химическое (оксидирование, чернение) и т. п.
- Защитное покрытие: гальваническое, электрохимическое, химическое (хромирование, оцинкование, лужение, никелирование, меднение, серебрение, травление, окраска, смазка).
- В состав технологической документации как результат деятельности ТПП входят:
- · технологические карты,
- · технологические маршрутные карты,
- · карты пооперационного контроля качества,
- · ведомости материалов,
- · ведомости технологической оснастки,
- · рабочие чертежи технологической оснастки,
- · рабочие чертежи на инструмент,
- · схемы технологических процессов.
- Отдельно можно выделить нормативные технологические документы по операциональной организации труда – наряды, карты организации труда (трудовых процессов).
- Обязательным разделом всех без исключения технологических документов является техника безопасности и организация безопасных условий труда.
- Взаимосвязь технологической подготовки с другими видами подготовки производства
- Содержательно в технологической документации отражаются технологические, материальные (физические, энергетические) связи материалов, техники (станков) и рабочих, описанные в форме схем технологических связей отдельных операций.
Сущностью технологической подготовки производства, определяющей принципиальные особенности построения и осуществления производственных процессов, является детальное описание выполнения идеальных отдельных, частных, локальных производственных процессов труда рабочих в форме отдельных автономных операций через абстрактные технико-технологические параметры, т. е. через нормативы, построенные на расчетной основе параметров конструктивно-проектных описаний технических средств (технологического оборудования, инструмента и т. п.).
Поэтому все нормативы трудовых процессов выступают как технически обоснованные нормы, привязанные к технологическому времени, рассчитанные по техническим (проектным, нормативным) возможностям технологического оборудования, без учета календарного времени и реальных характеристик конкретных рабочих, машин и технологического оборудования.
Таким образом, результатом проектно-технологической подготовки производства являются расчетные нормативные (идеальные) технологические модели производственных процессов.
Однако производственные процессы осуществляются в реальном времени и пространстве с использованием реальных средств и условий производства. Более того, только системная взаимоувязка отдельных операций в реальном времени и пространстве на основе реальных наличных средств позволяет получить заданный готовый продукт.
- Роль такого системного технологического описания динамики состояний производственных процессов в реальном календарном времени и реальных организационных условиях выполняет так называемая графиковая подготовка производства (термин «графиковая подготовка производства» обозначает специфические документы подготовки производства, которые отражают изменение состояний отдельных элементов производственного процесса по стадиям их «жизненных циклов» в календарном времени), а роль системообразующего описания производственной деятельности подразделений организации в организационных условиях во взаимосвязи с внешней средой – организационно-экономическая подготовка производства.
- 3. Подготовка производства к оперативному управлению – разработка графиковой документации
- Термин «графиковая подготовка производства» – обозначение специфических документов подготовки производства, которые отражают изменение состояний отдельных элементов производственного процесса по стадиям их «жизненных циклов» в календарном времени.
- Графиковая документация предназначена для организации производственной деятельности непосредственно на отдельных рабочих местах.
Она является основой оперативного управления производственными и организационными (под «организационными» процессами, в отличие от производственных, будем понимать процессы, происходящие в системе управления, связанные с переработкой информации.) процессами в календарном времени и в реальных организационных условиях.
В отличие от технологического описания производственных процессов в документации технологической подготовки производства, где процесс представлен в виде описания способов, приемов, методов и последовательности выполнения отдельных операций в нормативно-технологическом времени, в графиковой документации описываются (фиксируются) в календарном времени результаты операциональной (конечные или контрольные состояния этих операций или групп операций) деятельности во взаимосвязи с другими результатами производственной деятельности.
Таким образом, графиковая документация – представляет собой поэтапное технологическое описание процессов, «привязанное» к календарному или технологическому времени (под технологическим временем понимается время длительности отдельных операций, видов работ, продолжительности процессов).
В структуре системы организационной деятельности можно выделить управленческие, производственные, вспомогательные и обеспечивающие процессы.
Естественно, определяющими в организованной деятельности являются процессы основного производства, все остальные процессы – управленческие (организационные), вспомогательные и обеспечивающие – предопределены и подчинены основному процессу и взаимосвязаны и взаимообусловлены в рамках единой организационной деятельности.
· по видам управленческих (внутриорганизационных) процессов: графики подготовки производства (разработки технической и технологической документации, комплектации и т. п.), графики выполнения (решения) отдельных управленческих задач (например, подготовки к зимним условиям деятельности, составления годового отчета о производственно-экономической деятельности и т. п.);
· по процессам «жизненных циклов» и отдельным стадиям «жизненных циклов» элементов организационных процессов деятельности (например, графики перевозок, складирования материалов, графики отпусков, переподготовки персонала и т. п.);
- · по характеру используемого времени: проектное технологическое, фактическое технологическое, текущее календарное (план и факт по сменам, суткам, неделям, декадам), календарное по отчетным плановым периодам (план и факт за месяц, квартал, год);
- · по форме представления графиковой документации: табличная форма (матричная), рисуночная (схематичная, в виде графиков), линейные плоскостные графики, сетевые модели, пространственные модели (в n-мерном пространстве), диаграммы.
- В качестве основных принципов построения графиковых документов можно выделить следующие:
- · четкую целеопределенность;
· количественно выраженную детерминированность, т. е. описание содержания всегда имеет параметрические (количественные) характеристики;
- · расчетный способ построения производственной графиковой документации (методом прямого счета);
- · временные интервалы графика определяются спецификой процессов, но всегда задаются ритмом выпуска продукции и привязываются к календарным срокам (периодам);
- · жесткую взаимосвязанность графиков во времени, предопределяемую особенностями технологической кооперации производственных процессов;
- · членение содержания процесса определяется параметрами продукции (услуг), обусловленными конструктивно-технологической (предметной) законченностью процесса (единицы, узлы, комплекты, серии, партии).
Наибольшее распространение получили линейные графики (графики Гантта), где каждый процесс (автономная операция, группа операций на одном рабочем месте или вид работы) отображается на плоскости прямой линией. Длина линии соответствует технологической продолжительности процесса (операции или вида работ). Линейные графики используются для организации относительно простых, автономных процессов или работ.
Для отражения сложных процессов, состоящих из множества взаимосвязанных операций и работ, которые могут выполняться как последовательно, так и параллельно, используются так называемые «сетевые графики» или «сетевые модели», которые являются основой системы «сетевого планирования и управления (СПУ)».
Наибольшее распространение система СПУ получила в капитальном строительстве, где на одной строительной площадке одновременно сосредоточиваются работы различных организаций.
При этом каждая организация в рамках взаимосвязанной кооперированной деятельности предоставляет другой организации «фронт работ».
Наибольшую сложность представляют процессы совместной организации различных строительно-монтажных и специальных работ из-за ограниченности пространства при использовании одной и той же строительной техники (грузоподъемного оборудования: строительных и монтажных кранов).
В составе организационно-экономической подготовки производства разрабатывается особая форма графиковой документации. Прежде всего, вся плановая и организационно-экономическая документация (договоры, контракты, соглашения, протоколы намерений и т. п.
) объективно имеют в своей основе календарные сроки исполнения, т. е.
содержат непосредственно графики исполнения договоренностей или плановых заданий на конец календарных плановых периодов, которые в отдельных случаях входят как графиковые документы в состав договорной документации в виде различного рода неотъемлемых приложений.
Особенностью такого рода графиковой документации является использование календарных плановых (отчетных) периодов времени, единых для всей мировой системы хозяйствования – месяц, квартал, год,– так как в них отражается не состояние технологических и производственных процессов во времени, а конечное (итоговое) состояние на конец плановых календарных периодов, поэтому они, как правило, составляются в табличной форме.
Разработка технологических процессов обработки деталей
Технологический процесс (ТП) — это установленная соответствующими технологическими документами последовательность действий, взаимосвязанных между собой и направленных на объект процесса с целью получения требуемого результата. Технологические процессы состоят из рабочих операций, которые могут быть связаны друг с другом с помощью технологических переходов.
Принято различать три вида технологических процессов (ТП):
Каждый ТП разрабатывается при подготовке производства изделий после отработки конструкции на технологичность (ГОСТ 14.201—83). Технологический процесс разрабатывается для изготовления нового изделия или совершенствования выпускаемого (в соответствии с достижениями науки и техники).
Основой для нового ТП обычно служит имеющийся типовой или групповой технологический процесс. Если таковые отсутствуют, то за основу берут действующие единичные технологические процессы изготовления аналогичных изделий.
Работа по разработке технологических процессов начинается с анализа исходных данных для разработки ТП (первый этап). Необходимо по имеющимся сведениям о программе выпуска и конструкторской документации на изделие ознакомиться с его назначением и конструкцией, требованиями к изготовлению и эксплуатации.
Затем последовательно выбирают действующий типовой, групповой ТП или аналог единичного процесса. Формируют технологический код изделия по технологическому классификатору, обрабатываемое изделие относится к соответствующей классификационной группе на основе кода и к действующему единичному или типовому процессу.
- По классификатору заготовок, методике расчета и технико-экономической оценки выбора заготовок, стандартам и техническим условиям на заготовку и основной материал выбирают исходную заготовку и методы ее изготовления, дается технико-экономическое обоснование выбора заготовки.
- Выбирают технологические базы, оценивают точность и надежность базирования (используют классификаторы способов базирования и существующую методику выбора технологических баз).
- По документации типового, группового или единичного ТП составляют маршрут обработки, определяют последовательность технологических операций и состав технологического оснащения.
- В основу построения маршрута обработки (плана операций) должны быть положены следующие принципы:
- в первую очередь необходимо назначать те операции, при выполнении которых в наименьшей степени уменьшается жесткость детали, а также те поверхности, при обработке которых легче выявляются дефекты заготовки и в наибольшей степени перераспределяются внутренние напряжения, в связи с чем уменьшается возможность деформации детали в последующих операциях
- операции, при выполнении которых можно ожидать повышенного брака, следует выполнять в начале технологического процесса
- в разрабатываемом технологическом процессе обработки детали необходимо предусмотреть раздельное выполнение черновых, чистовых и отделочных операций, в противном случае это может привести к снижению точности обработки
- точно скоординированные соосные отверстия необходимо обрабатывать с одной установки
- план операций механической обработки должен быть связан с термообработкой, так как последняя влияет не только на маршрут движения детали, но и на обрабатываемость металла и качество обработанных поверхностей
- отделочные операции обработки поверхностей следует выполнять в конце технологического процесса
Важный этап — разработка технологических операций и расчет режимов обработки.
На основании документации типовых, групповых или единичных технологических процессов и классификатора технологических операций составляют последовательность переходов в каждой операции, выбирают средства технологического оснащения (СТО), в том числе средства контроля и испытаний (используют стандарты, каталоги, альбомы).
На этом же этапе выбирают средства механизации и автоматизации процесса и внутрицеховые средства транспортирования. Назначают и рассчитывают режимы обработки на основании тех-нологических нормативов.
- Необходимо осуществить нормирование ТП: установить исходные данные для расчета норм времени и расхода материалов, рассчитать затраты труда и расход материалов, определить разряд работ и профессии исполнителей операций (используют нормативы времени и расхода материалов, классификаторы разрядов работ и профессий).
- По методике расчета экономической эффективности процессов (просчитывается несколько вариантов) выбирают оптимальный ТП.
- На заключительном этапе на основании стандартов ЕСТД технологический процесс оформляется документально, осуществляется нормоконтроль технической документации.
Выбор технологического оборудования. Этот этап начинают с анализа формирования типовых поверхностей деталей для определения наиболее эффективных методов их обработки, учитывая при этом назначение и параметры изделия.
Результаты анализа представляют в виде отношений затрат основного и штучного времени и приведенных затрат на выполнение работ различными методами. Лучшим вариантом считается тот, значения показателей которого минимальные.
Выбор оборудования осуществляют по главному параметру, в наибольшей степени выявляющему его функциональное значение и технические возможности. Физическая величина, характеризующая главный параметр, устанавливает взаимосвязь оборудования с размером изготовляемого изделия.
При выборе оборудования учитывают также минимальный объем приведенных затрат на выполнение технологического процесса при максимальном сокращении периода окупаемости затрат на механизацию и автоматизацию.
Годовая потребность в оборудовании определяется по годовому объему работ, устанавливаемому статистическим анализом затрат средств и времени на изготовление изделий.
Годовые приведенные расходы на использование оборудования определяются размерами затрат на его эксплуатацию.
Производительность оборудования определяют на основании анализа времени изготовления изделия заданного качества.
Выбор технологической оснастки и средств контроля. При выборе технологической оснастки и средств контроля предусматривается проведение следующего комплекса работ:
- анализ конструктивных характеристик изготавливаемого изделия (габаритные размеры, материалы, точность, геометрия и шероховатость поверхностей и т. д.), организационных и технологических условий изготовления изделия (схема базирования и фиксации, вид технологической операции, организационная форма процесса изготовления и т. д.)
- группирование технологических операций для определения наиболее приемлемой системы технологической оснастки и повышения коэффициента ее использования
- определение исходных требований к технологической оснастке
- отбор номенклатуры оснастки, соответствующей установленным требованиям
- определение исходных расчетных данных для проектирования и изготовления новых конструкций оснастки
- выдача технического задания на разработку и изготовление технологической оснастки
Конструкцию оснастки определяют на основе стандартов и типовых решений для данного вида технологических операций с учетом габаритных размеров изделий, вида и материала заготовок, точности параметров и конструктивных характеристик обрабатываемых поверхностей, влияющих на конструкцию оснастки, технологических схем базирования и фиксации заготовок, характеристик оборудования и объемов производства.
При разработке процессов контроля выявляют характеристики объекта контроля; показатели процесса контроля, определяющие выбор средств; уточняют методы и схемы измерений, для чего требуется конструкторская документация на изделие, технологическая документация на его изготовление и контроль, методика расчета показателей контроля.
Состав средств контроля должен обеспечивать заданные показатели с учетом метрологических и эксплуатационных характеристик (используются государственные, отраслевые стандарты и стандарты предприятий на средства контроля, классификаторы и каталоги средств контроля).
Произведенный выбор средств контроля обосновывается экономически выдаются исходные данные и технические задания для проектирования недостающих средств. Затем составляют ведомости отобранных средств.
По результатам выбора средств контроля оформляют технологическую документацию согласно требованиям стандартов.
Формы организации технологических процессов. Форма организации технологических процессов изготовления изделия зависит от установленного порядка выполнения операций, расположения технологического оборудования, числа изделий и направления их движения в процессе изготовления.
Существуют две формы организации ТП — групповая и поточная:
- Групповая форма организации ТП характеризуется однородностью конструктивно-технологических признаков заготовок, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест. Группы заготовок для обработки в определенном структурном подразделении (цехе, участке и т. д.) должны устанавливаться с учетом трудоемкости обработки и объема выпуска. Окончательно номенклатуру групп заготовок, подлежащих обработке на конкретном участке (цехе), следует устанавливать после расчета загрузки оборудования.
- Поточную форму отличает специализация каждого рабочего места на определенной операции, согласованное и ритмичное выполнение всех операций технологического процесса на основе постоянства такта выпуска и размещение рабочих мест в последовательности, строго соответствующей ТП.
При рассмотрении факторов, определяющих форму организации ТП, сначала устанавливают виды изделий, затем их группируют по общности конструктивно-технологических признаков. Это позволяет в каждом случае определить тип производства изделий и их составных частей.
Учитывая заданную программу выпуска каждого изделия, намечают календарные сроки выполнения заданий на основе длительности производственных процессов. Одновременно определяют необходимое оборудование, коэффициент его загрузки, а также показатель относительной трудоемкости.
Организация ТП должна обеспечивать ритмичный выпуск изделий при условии их прохождения по всем операциям с наименьшими перерывами, т. е. максимально приближаться к поточной форме.
Поточная форма организации ТП в зависимости от номенклатуры одновременно обрабатываемых заготовок может реализовываться на однономенклатурных и многономенклатурных поточных линиях. Первая поточная линия характеризуется обработкой заготовок одного наименования по закрепленному ТП в течение длительного периода времени.
На многономенклатурных поточных линиях обрабатывается группа конструктивно подобных деталей с однородными операциями обработки, причем каждая деталь имеет серийный выпуск.
Разработка типовых и групповых технологических процессов. Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы деталей, обладающих общими конструктивными признаками.
Типовые технологические процессы разрабатывают на основе анализа множества действующих и возможных технологических процессов на типовые представители групп деталей.
Типизация обеспечивает устранение многообразия технологических процессов обоснованным сведением их к ограниченному числу типов.
Типизация технологических процессов основана на классификации объектов производства, она заключается в разделении их по конструктивным признакам на отдельные группы, для которых возможна разработка общих технологических процессов или операций.
Начальным этапом разработки типовых технологических процессов является классификация объектов производства.
Затем для каждого класса деталей разрабатывают основные маршруты изготовления, включая заготовительные процессы. Затем выбирают заготовку и методы ее изготовления.
Руководствуясь классификатором способов базирования и методикой выбора технологических баз, выбирают схему базирования, оценивают точность и надежность базирования.
Составляют технологический маршрут в порядке последовательности операций, определяют группы оборудования для выполнения операций.
При разработке технологических операций — выбирают их структуру, последовательность переходов в операции, подбирают оборудование и оснастку, обеспечивающие оптимальную произво-дительность при заданном качестве, рассчитывают загрузку оборудования, определяют оптимальные режимы резания, припуски на обработку, а также нормы времени. Устанавливают разряд работ и профессии исполнителей операций.
Оценка вариантов типовых технологических процессов для выбора оптимального осуществляется по методикам расчета точности, производительности и экономической эффективности.
Заключительным этапом разработки типовых технологических процессов является оформление их согласно требованиям стандартов ЕСТД.
Групповой технологический процесс (ГТП) предназначен для совместного изготовления группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах.
ГТП разрабатывается с целью экономически целесообразного применения методов и средств крупносерийного и массового производства в условиях единичного, мелкосерийного и серийного производства.
Групповой технологический процесс состоит из комплекса групповых технологических операций, разрабатываемых для выполнения на специализированных рабочих местах согласно технологическому маршруту изготовления определенной группы изделий.
При разработке групповой технологической операции следует предусмотреть достаточную величину суммарной трудоемкости технологически однородных работ для обеспечения непрерывной загрузки средств технологического оснащения без их полной переналадки в течение экономически целесообразного периода. Основой разработки ГТП и выбора общих средств технологического оснащения для совместной обработки группы изделий является комплексное изделие.
При выборе комплексного изделия следует учитывать, что его конструкция должна содержать основные элементы всех изделий группы, подлежащие обработке. Комплексное изделие может быть одним из изделий группы, реально существующим или искусственно созданным (т. е. условным).
При значительном разнообразии конструкций, затрудняющих искусственное создание комплексного изделия, его заменяют двумя или несколькими характерными деталями группы. Групповые технологические процессы и операции разрабатывают для всех типов производства только на уровне предприятия в соответствии с требованиями стандарта.
Этапы технологического процесса
Технологические процессы
ИТ отличается от информационной системы тем, что помимо технических и программных средств обработки данных обязательно включает в себя регламенты (организационно-методическое обеспечение), описывающие организацию процессов обработки данных. Эти процессы принято называть технологическими.
Технологический процесс (ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределœе — элементарных) технологических процессов.
Элементарный технологический процесс (технологическая операция) — наименьшая часть технологического процесса, обладающая всœеми его свойствами. Т.е. это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии.
Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета͵ выполнение SQL-запроса к БД и т.д.
Технологический процесс обработки данных можно разделить на 4 укрупненных этапа:
1. Начальный (первичный). Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т.д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
— механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т.д.);
— автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителœей;
— автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
2. Подготовительный (прием, контроль, регистрация входной информации и перенос ее на машинный носитель). Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод;
3. Основной. Непосредственно обработка информации. Предварительно бывают выполнены служебные операции, к примеру, сортировка данных.
4. Заключительный (контроль, выпуск и передача результатной информации, ее размножение и хранение).
Этапы технологического процесса — понятие и виды. Классификация и особенности категории «Этапы технологического процесса» 2017, 2018.
1. Финансовая стратегия предприятия является одним из видов его функциональных стратегий. Ее функциональный статус определяется тем, что она охватывает один из видов деятельности предприятия, а ее разработка является одной из важнейших функций финансового… [читать подробнее].
5.3.1Механическая и химическая обработка заготовок ПП. — Резка листа из фольгированного и нефольгированного материала инструментом—дисковой пилой с отсосом пыли. Иногда используют специальные ножницы, что уменьшает отходы, исключает засорение пылью и повышает… [читать подробнее].
Следующим элементом АИТ является этап технологического процесса. На схеме их выделено три. Если взглянуть на совокупность информационных процедур с точки зрения целей их проведения, то мы сможем разбить технологический процесс на три этапа. Первая совокупность… [читать подробнее].
Из каких стадий состоит технологический процесс
Технологи́ческий проце́сс (сокращенно ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
«Технологический процесс» — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарным технологическим процессом или технологической операцией называется наименьшая часть технологического процесса, обладающая всеми его свойствами.
То есть это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии. Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником.
Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к базе данных и т. д.
Технологические процессы состоят из «технологических (рабочих) операций», которые, в свою очередь, складываются из «технологических переходов».
Определения [ править | править код ]
- «Технологическим переходом» называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
- «Вспомогательным переходом» называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
- Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых «средствами технологического оснащения».
«Установ» — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы [1] . При каждом повторном снятии заготовки и последующем ее закреплении на станке или же при повороте заготовки на какой-либо угол для обработки новой поверхности имеет место новый установ.
Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками [2] .
Как резать газом пошаговая инструкция
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Этапы ТП [ править | править код ]
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
- «Начальный или первичный». Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
- механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
- автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
Как подключить плафон освещения
Процесс проектирования ТП является итерационным, то есть с возможным возвратами ранее принятых решений и их коррекцией.
Основные этапы технологического процесса
В целом в процессе проектирования можно выделить три больших этапа:
- сбор и анализ исходной информации;
- выработка технологических решений;
- технико-экономическое обоснование и оформление ТП.
Проектирование технологических процессов механической обработки и сборки является многовариантной задачей. По своей сути это процесс переработки исходной информации, являющейся недостаточной и неточной в конечном технологическом решении.
Процесс проектирования многоэтапный, связанный с синтезом новых данных на каждом этапе, пополняющих выходные данные.
В результате многовариантности решений, например, при назначении способов обработки отдельных поверхностей или выборе станка необходимо выполнение оптимизационных расчетов.
Последовательность проектирования в рамках основных этапов технологического процесса может быть предоставлена в виде нижеследующего укрупненного алгоритма:
- Сбор и анализ исходных данных
- Определение типа производства, партии запуска
- Отработка конструкции на технологичность
- Выбор способа получения исходной заготовки
- Выбор технологических баз
- Назначение методов обработки поверхностей
- Формирование маршрута обработки
- Расчет припусков
- Формирование структуры операции
- Расчет режимов резания
- Техническое нормирование ТП
- Технико-экономическое обоснование ТП
- Заполнение технологической документации
Начало Книги Оглавление
§ 31. Основные стадии технологического процесса
Совокупность всех работ, выполняемых в строгой последовательности и в результате которых из сырья получают готовые изделия, называется производственным процессом.
Производственный процесс охватывает все виды работ по обработке сырья: пиление, сушку, раскрой, строгание, зарезание шипов, сверление, долбление, шлифование, склеивание, сборку и отделку.
Кроме этого, производственный процесс включает работы по транспортированию сырья, пиломатериалов, заготовок, деталей, по укладке деталей и т. д., т. е. все работы, так или иначе связанные с получением из сырья готовых изделий.
Производственный процесс расчленяют на ряд операций, причем под операцией понимают часть процесса, выполняемого на одном рабочем месте. Различают технологические, транспортные (переместительные) и контрольные операции, а также операции по укладке и хранению.
Технологические операции выполняет один работающий или группа работающих непосредственно на рабочем месте — станке, верстаке, бойке, столе, приспособлении; под установкой понимают часть операции, производимой при одном закреплении детали.
Различают проходные и позиционные технологические операции.
Проходная операция представляет собой процесс обработки, при котором деталь продвигается по станку, проходя его от начала до конца (работа на строгальных или шипорезных станках и др.).
Если же деталь, закрепленная на станке, не передвигается, а в процессе обработки получает движение инструмент, то такая операция называется позиционной (сверление отверстий на сверлильных станках и др.).
Технологическая операция подразделяется также на переходы и проходы.
Черный нагар на свече бензопилы
Часть операции, при которой неизменны обрабатываемая поверхность, режущий инструмент и режим работы станка, носит название перехода. Часть перехода, связанная со снятием одного слоя древесины при неизменности режущего инструмента, режима работы и обрабатываемой поверхности, называется проходом.
Примером, поясняющим приведенные определения, может служить работа на фуговальном станке; при строгании в угол, т. е. с выверкой пласти и кромки, заготовка продвигается, и работа протекает непрерывно.
Эта операция считается проходной, так как заготовка движется по всему столу от начала до конца. Операция по строганию заготовки состоит из двух переходов и более — сначала надо строгать пласть, а затем кромку.
Причем строгание пласти производят не за один, а за два раза (снимая каждый раз отдельный слой древесины), поэтому каждый переход состоит из двух проходов и более.
Под рабочим местом понимают часть производственной площади, необходимой для выполнения определенной операции. Производственный цикл включает время, нужное для обработки изделия — от начала обработки сырья до момента выхода готового изделия. Суммарное время, затраченное на все технологические операции, называется технологическим циклом.
Поток представляет собой движение обрабатываемых деталей в производственном процессе.
Технологический процесс составляет часть производственного процесса, при котором происходит изменение формы, размеров и свойств перерабатываемых материалов, и состоит из ряда процессов.
Так, для столярно-механических производств (изготовление окон, дверей, погонажных деталей, деревянных деталей домов) он включает процессы: распиловки сырья; сушки пиломатериалов; раскроя пиломатериалов на заготовки; машинной обработки заготовок; сборки деталей в узлы (сборка дверей, створок, щитов); обработки узлов (дверей и окон по периметру); сборки узлов в изделия (вгонка окон и дверей в коробки, навешивание на петли); отделки изделий.
Последовательность технологического процесса может несколько видоизменяться в зависимости от вида получаемого сырья и самой организации производства изделия.
Источник: nzmetallspb.ru