Сварочно-монтажные работы
Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При производстве сварочно-монтажных работ приняты две основные схемы их организации:
1) сварка отдельных труб длиной 6 и 12м на трубосварочной базе в трубные секции длиной 24 или 36 м с последующей их доставкой на трассу сооружаемого участка;
2) вывоз отдельных труб непосредственно на трассу, где их и сваривают.
При строительстве магистральных трубопроводов применяют, в основном, электродуговую сварку.В этом случае к трубе и к электроду подведены разноименные электрические заряды. При приближении электрода к трубе на определенное расстояние возникает непрерывный электрический разряд, называемый дугой.От тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки.
В полевых условиях сварку труб магистральных трубопроводов производят с использованием сварочных генераторов- источников постоянного тока. Сварочные генераторы работают от дизельных или карбюраторных двигателей внутреннего сгорания. Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор устанавливают на тележку с автомобильными колесами. Широко используют также самоходные сварочные агрегаты, представляющие собой сварочный генератор, установленный на гусеничном тракторе; при этом приводом генератора является двигатель трактора.
Сварочные работы любой сложности. Проведение сварочных работ
Различают ручную и автоматическую электродуговую сварку.
Сварочный пост для ручной электродуговой сваркиоборудуют источником питания электрической дуги (сварочным генератором) и двумя электрическими кабелями с прочной изоляцией, на конце одного из которых находится электрододержатель клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду.
Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель с закрепленным в нем электродом вдоль линии соприкосновения труб и формирует сварочный шов. Каждый электрод состоит из стального стержня диаметром 3. 5 мм, изготовленного из малоуглеродистой проволоки, и специального покрытия на поверхности стержня. Покрытие электродов предназначено для достижения сразу нескольких целей: а) для защиты металла сварного шва от проникновения в него из воздуха азота и кислорода, что значительно повысило бы хрупкость шва; б) для обеспечения стабильного горения дуги; в) для легирования металла сварного шва и т.д. В связи с этим электродные покрытия имеют достаточно сложный состав.
Достоинствами ручной электродуговой сварки является возможность сварки неповоротных стыков трубопровода (т.е. отсутствует необходимость вращения труб) и менее жесткие требования к подготовке труб к сварке, чем при ее выполнении другими способами.
Автоматическая электродуговая сваркабыла разработана в нашей стране в 30-е годы и применяется при сооружении магистральных трубопроводов с 1948 г.
Схемы организации сварочных работ и подготовка труб к сварке
При автоматической сварке применяют не отдельные электроды, а сварочную проволоку диаметром 2. 4 мм, которая подается к месту сварки из бухты. Никакого покрытия проволока не имеет. Вместо этого к месту сварки из бункера сварочной головки непрерывно поступает и укладывается слоем толщиной 40. 50 мм специально приготовленный зернистый материал — флюс. Слой флюса играет ту же роль, что и покрытие электродов.
Сварка закрытой дугой под флюсом обеспечивает хорошее качество сварного шва, несмотря на высокую скорость ее выполнения — 60. 100 м/ч. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб — то есть на трубосварочных базах. Однако и здесь автоматическую сварку применяют только после того как трубы будут «прихвачены» друг к другу, т.е. когда ручной сваркой выполнен самый первый (корневой) шов.
До начала сварочных работ проводят подготовку кромок труб: их зачистку и разделку кромок. Зачистканеобходима во избежание образования большого числа пор в сварном шве. Заключается зачистка в том, что торцовую часть каждой трубы на длине около 1 м очищают от грязи, наледи и снега. Кроме того, на расстоянии 10.
20 мм от торца трубы наружную и внутреннюю поверхности труб, а также их кромки очищают от окалины, ржавчины и грязи до металлического блеска стальными щетками или портативными шлифовальными машинками с абразивными кругами. Разделка кромокзаключается в снятии фаски различной формы с торцов труб с целью обеспечения их полного провара. Разделка может быть односторонней, выполняемой с внешней поверхности трубы (ее делают на заводах по производству труб), и двусторонней, выполняемой снаружи и изнутри.
При сборке стыков труб необходимо обеспечить их соосность, совпадение внутренних кромок и сохранение необходимых зазоров. Для этого при проведении сборочно-центровочных операций применяют специальные устройства — внутренние или наружные центраторы. Наиболее качественную сборку стыков обеспечивает применение внутренних центраторов(рис. 19.10).
Они снабжены специальным распорным механизмом, выравнивающим кромки труб. Достоинством внутренних центраторов является то, что стык открыт снаружи и поэтому можно вести сварку без предварительной прихватки. Если центратор достаточно мощный, то с его помощью можно даже устранить овальность концов труб. Внутри труб внутренний центратор перемещают вручную с помощью длинной штанги, либо с использованием электродвигателя.
Наружные центраторы(рис. 19.11) применяются в тех случаях, когда невозможно применение внутренних (например, при сварке захлестов). Они представляют собой многозвенную конструкцию, охватывающую торцы обеих труб снаружи. Стыки, собранные с помощью наружных звенных центраторов, фиксируют с помощью коротких швов длиной 60. 80 мм, называемых прихватками, после чего наружный центратор снимают со стыка и накладывают сплошной шов.
С 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением.Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5. 10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев шва по периметру трубы.
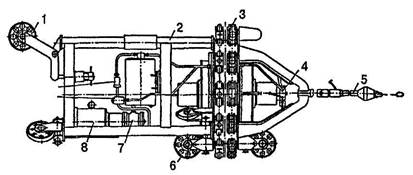
Рис. 1910. Общий вид внутреннего центратора ЦВ-102:
1 — рамки; 2 — рама; 3 — центрирующий механизм; 4 — гидрораспределитель; 5 — штанга; 6 — опорные колеса; 7 — поршневой насос; 8 — электродвигатель постоянного тока; 9 — обратный клапан; 10 — предохранительный клапан
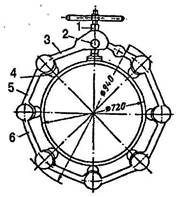
Рис. 9.11. Наружный многозвенный центратор:
1 — натяжной винт; 2 — крестовина; 3 — накидной замок; 4 — рамки; 5,6- звенья
Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы «Север».
Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенно-сти и др.), чем при электродуговой и автоматической сварке.
К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д.
ИсточникОрганизация сварочных работ
Организация сварочных работ должна предусматривать специализацию и высокую организацию рабочих мест, благоприятные условия труда, хорошее обслуживание рабочих мест, эффективную организацию трудовых процессов, совершенное нормирование труда, своевременную аттестацию сварщиков.
В настоящее время на многих заводах имеются, специализированные участки или рабочие места по выполнению сварочных работ. К таким работам относятся сварка стыков листовой стали, сварка поясных швов в стержнях из листовой стали, сварка цилиндрических решетчатых конструкций, сварка трубчатых конструкций радиобашен, электрошлаковая сварка листовой стали большой толщины. Организация сварочных работ в среде углекислого газа должна предусматривать централизованную подачу углекислого газа по трубопроводам из рампы, установленной в специальном помещении, к рабочим местам, централизованную намотку (и очистку) проволоки в кассеты, своевременное изготовление запасных частей (особенно горелок) и ремонт оборудования.
Сварку цилиндрических конструкций производят на участке, оборудованном роликовыми стендами. Сварку решетчатых конструкций эффективно производить в среде углекислого газа на участках, оборудованных поворотными консолями для подвески и перемещения вдоль свариваемого изделия подающих механизмов полуавтоматов и кассет с электродной проволокой.
При продольном расположении сварочных стеллажей относительно пролета должны устанавливаться двойные консоли с монорельсом, при поперечном — одинарные.
Организация рабочих мест сварщиков должна предусматривать обеспечение и правильную расстановку приспособлений, сварочного и вспомогательного оборудования. Сварщики должны быть обеспечены исправным инвентарем и инструментом. Сварку конструкций, так же как и сборку, как правило, следует производить на козелках высотой 600—650 мм с ровной рабочей поверхностью.
Сварочные трансформаторы необходимо устанавливать на металлической площадке высотой 100 мм, шириной 800 мм. Ширина площадки определяется количеством трансформаторов, устанавливаемых на ней. Трансформаторы устанавливаются открыто без ограждений, что обеспечивает свободный доступ для регулирования тока, их ревизий и ремонта. Сварочные преобразователи устанавливают на полу у колонн цеха. Рубильники для каждого трансформатора монтируют на трубчатых стойках, а включающие устройства сварочных преобразователей прикрепляют к колонне.
Для сварки высоких конструкций на рабочем месте должны иметься инвентарные лестницы из алюминиевых сплавов. Инструмент и принадлежности должны храниться в шкафах, которые устанавливаются у колонн. Сварочные провода и электрододержатели должны иметь исправную изоляцию.
Для создания благоприятных условий труда сварщиков необходимо обеспечить постоянную работу приточно-вытяжной вентиляции с целью уменьшения загазованности воздушной среды.
Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны (в мг/м 3 ) не должны превышать: двуокиси азота — 5, марганца — 0,3, окиси углерода — 20, аэрозоли в виде кремнесодержащей пыли от 1 до 4.
Рабочей зоной считается пространство высотой до 2 м над уровнем пола. Рекомендуется ежедневно производить влажную уборку иола в цехе, что способствует уменьшению вредных примесей в воздушной среде. В целях уменьшения шума по возможности заменять рубку пневматическими молотками на воздушно-дуговую резку.
При сварке внутри замкнутых листовых конструкций необходимо обеспечить индивидуальную вентиляцию, освещение переносными лампами с напряжением не более 12 В, выполнение сварочных работ в диэлектрических галошах и на резиновом коврике. Электросварочное оборудование, стеллажи и свариваемые конструкции должны быть надежно заземлены.
ИсточникОРГАНИЗАЦИЯ ПРОИЗВОДСТВА СВАРОЧНЫХ РАБОТ
Производительность труда, эффективность и качество сварочных работ предопределяются их организацией. На предприятиях используют несколько форм организации работ: комплексные монтажные бригады или индивидуальная работа на монтажных участках под техническим руководством специалистов по сварке; индивидуальная работа на производстве; работа на сварочных поточных линиях, в автоматическом режиме (например, приборостроении).
Рост производительность труда в значительной мере зависит от научной организации рабочих мест сварщиков. Рабочее место должно быть оборудовано местами для хранения инструмента, электродов и чертежей. При сварке тяжелых изделий необходимы подъемные и поворотные устройства. В зависимости от размеров изделий рабочее место сварщика может быть расположено в отдельной, специализированной кабине или в цехе у сварочного стенда, или на монтажной площадке.
Высококвалифицированные сварщики объединяются в сварочные бригады, подчиненные мастеру по сварке. Он обеспечивает сварщиков рабочими местами, принимает собранные под сварку конструкции и детали, а также законченные сварочные работы и расценивает их в соответствии с принятой системой нормирования сварки и резки.
Обычно норма времени складывается из следующих элементов:
- • подготовительно-заключительного времени;
- • основного или машинного времени;
- • вспомогательного времени;
- • времени на обслуживание рабочего места.
Основное время определяют по формуле:
где S — площадь сечения шва, см 2 ; / — длина шва, см; 7,85 — плотность наплавленного металла, г/см 3 ; Y — сила тока, А; Кн — коэффициент наплавки г/А ч.
Числитель формулы — это количество наплавленного металла в граммах. Площади поперечного сечения швов S подсчитывают по чертежам сварных соединений и по таблицам.
При многослойной сварке и выполнении сварки каждого слоя на различных режимах Тосн подсчитывают для каждого слоя отдельно, а затем суммируют.
Рассчитанное Т — нужно увеличить на 25% при сварке вертикального шва, на 30% — для горизонтального и на 60% — для поточного шва.
Подготовительно-заключительное, вспомогательное и дополнительное время при ручной дуговой сварке определяют в % от Тосн; для сварки в условиях цеха — от 30 до 50%, для монтажной сварки от 40 до 60%.
Расход электроэнергии определяется в зависимости от типа агрегата, и на 1 кг наплавленного металла составляет кВт • ч [1] :
- • при ручной дуговой сварке однофазным переменным током от однопостового сварочного трансформатора (3—5);
- • при сварке под флюсом одной проволокой на переменном токе (3-4);
- • то же, на постоянном токе (6—7);
- • при однопостовой сварке трехфазной дугой (2,65—3);
- • при сварке постоянным током от многопостового преобразователя при напряжении 60 В (8—11);
- • то же, однопостового — при 40 В (6—7).
Расход электродов и проволоки определяется по общему весу наплавленного металла шва, к которому прибавляют 20—30% для электродов с тонким покрытием и 40—60% для электродов с толстым покрытием. Количество электродов в штуках определяется делением общего веса электродов на вес одного электрода с учетом веса покрытия.
Источник