При организации строительства железных дорог наиболее целесообразно применять поточные методы, обеспечивающие ритмичность производства и высокую производительность труда, увязывающие деятельность различных специализированных организаций в единый комплекс и создающие предпосылки для внедрения автоматизированных систем управления.
Общий поток строительства железной дороги последовательно формируется из потоков следующих разновидностей:
частных — элементарных строительных потоков, в ходе которых выполняется один простой процесс на ряде захваток. Продукцию частного потока составляют элементы конструкций сооружений. При постройке водопропускных труб, например, такими процессами являются: рытье котлованов, устройство фундаментов, монтаж звеньев труб и оголовков, гидроизоляция, засыпка пазух и т. д.;
специализированных — строительных потоков, составленных из ряда частных потоков, объединенных единой системой параметров, схемой потока, а также общей строительной продукцией в виде однотипных сооружений (групп однотипных водопропускных труб, малых мостов и т. д.);
Поточный метод
объектных — потоков, состоящих из групп специализированных потоков, общую продукцию которых представляют законченные виды работ: искусственные сооружения, земляное полотно, верхнее строение пути;
комплексных — потоков, составленных из объектных, объединенных общей продукцией,— завершенным подготовительным периодом, законченным строительством железнодорожным путем, зданиями, большими мостами, тоннелями;
групповых комплексных — потоков, объединяющих комплексные; общая продукция такого потока — полностью законченная железная дорога.
Комплексные потоки подразделяют на ведущие и неведущие. Ведущими называют технологически связанные один с другим потоки, определяющие общую продолжительность строительства. К ним относятся потоки: работ подготовительного периода, сооружения железнодорожного пути (по постройке искусственных сооружений, отсыпки земляного полотна, укладки верхнего строения пути). Потоки неведущих работ связаны с потоками ведущих работ, но они, как правило, не определяют общей продолжительности строительства, хотя также необходимы для сдачи линии в постоянную эксплуатацию. К ним относятся потоки по постройке зданий и сооружений, водоснабжения и канализации, АТС, энергетического хозяйства и т. д.
Железная дорога представляет собой объект смешанного характера; наряду с вышеперечисленными линейными видами работ в комплекс ее строительства входят и площадочные сооружения: большие мосты, узловые станции, участки сосредоточенных объемов земляных работ, тоннели и др. Проектирование организации строительства площадочных сооружений также ведут поточными методами, увязывая формируемые по этим сооружениям объектные потоки с ведущими объектными потоками основных видов работ линейного характера. В ряде случаев срок постройки площадочных сооружений определяет общую продолжительность комплексного потока.
Основные параметры поточного строительства
Лекция № 7 Способы и методы организации строительного производства
Параметры потоков подразделяются на пространственные, технологические и временные.
К пространственным параметрам относятся захватка, участок, объект, комплекс объектов и группа комплексов объектов.
Захваткой называют часть сооружения или его конструктивный элемент, участок фронта работ, выделенный бригаде, выполняющий один вид работы за определенное время, с повторяющимися одинаковыми строительными процессами. В пределах захватки развивают и увязывают один с другим частные потоки, входящие в состав специализированного потока; при постройке группы водопропускных труб, например, за захватку может быть принято целое простое сооружение — одна труба, при сооружении моста—его опора, здания — этаж и т. д.
Участком называют часть железнодорожного пути или площадочное сооружение, в пределах которого развивают и увязывают один с другим специализированные потоки, входящие в состав объектного потока, в железнодорожном строительстве — это один перегон или фронт работы одной механизированной колонны.
Объект — это отдельное площадочное сооружение или часть железнодорожного пути, в пределах которого развивают и увязывают между собой объектные потоки. За объект принимают, например, внеклассный или большой мост, тоннель. В железнодорожном строительстве объектами могут быть малые искусственные сооружения, земляное полотно, верхнее строение пути и т.д.
Комплекс объектов — железная дорога на одном из направлений развертывания строительства или очередь строительств, в пределах которой организуют комплексные потоки.
Группа комплексов объектов — железная дорога (вся целиком , в пределах которой увязывают комплексные потоки.
К технологическим параметрам потока относятся: число объектных, специализированных и частных потоков т; число захваток и участков работы п; объемы и трудоемкость работ; интенсивность (мощность) потока J, под которой понимают количество продукции в натуральных показателях, выпускаемой строительным потоком в единицу времени.
Временные параметры представлены на линейном графике поточной организации строительства группы сооружений (рис. 8). К ним относятся:
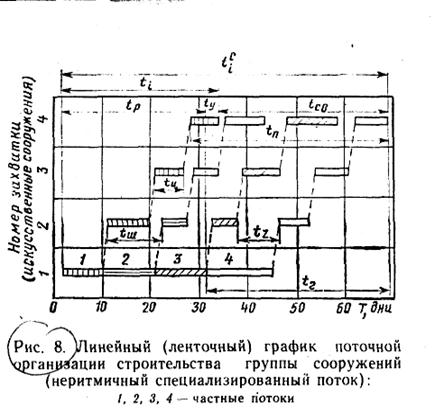
ритм потока (модуль цикличности) tц — продолжительность выполнения подразделением (бригадой) цикла работ на одном участке (захватке);
шаг потока tm — промежуток времени между началами работ двух смежных бригад потока;
период развертывания потока (продолжительность технологического цикла) tv — интервал времени между началами первого и последнего процессов, выполняемых для выпуска строительной продукции, т. е. время, в течение которого в строительный поток постепенно включаются все подразделения или бригады, участвующие в специализированном, объектном или комплексном потоке;
период выпуска готовой продукции tr — продолжительность работ завершающего цикла частного потока в специализированном, специализированного в объектном, объектного в комплексном потоке;
Источник: vunivere.ru
Поточный метод организации строительства (стр. 1 из 8)
Поточным методом называют такой метод организации строительства, который обеспечивает планомерный, ритмичный выпуск готовой строительной продукции на основе непрерывной и равномерной работы трудовых коллективов неизменного состава, обеспеченных своевременной и комплектной поставкой всеми необходимыми материально-техническими ресурсами.
— достаточно большой объем работ
— расчленение процесса возведения на этапы работы
— назначение строгой технологической последовательности
— применение узкоспециализированных бригад
— установление единого ритма в работе.
-все ресурсы должны использоваться постоянно и непрерывно.
-состав и численность бригад на достаточно длительный период времени должны оставаться постоянными
I. Временные параметры.
1) Общая продолжительность работ – Т0.
2) Суммарная продолжительность работ на одной захватке – ТЗАХВ.
3) Продолжительность работы бригады — TБР
5) Технологические перерывы – tТЕХ
6) Организационные перерывы – tОРГ.
II. Пространственные параметры.
1) Фронт работ – это часть объекта, необходимая и достаточная для размещения рабочих с механизмами и приспособлениями.
2) Делянка – часть фронта работ, отводимая для звена или одного рабочего.
3) Захватка – часть объекта, конструктивный элемент, на котором заняты исполнители частного или специализированного потока.
Мин. размер захватки – сменная производительность бригады.
4) Ярус – часть объекта, получаемая от деления по вертикали по техническим условиям работ.
III. Технологич параметры. (Число частных, спец-х и объектных потоков).
IV. Организац. параметры.(1. Кол-во видов работ 2. Кол-во пар-х потоков)
V. Статистич. параметры. (Объем работ –V, Трудоемк.- QЧДН, стоимость –С)
VI. Динамич. (кол-во раб – NЧЕЛ, выработка раб. в день – Квр, интенсивность потока в нат. единицах измерения – J.
2. Технико-эконом. и орг. особенности стр-ва
I. Отсутствие стационарности строительных процессов.
1) Особый характер продукции. С.П. неподвижна и закреплена на земле.
2) Орудия труда и рабочие кадры перемещаются по фронту работ. Накладываются дополнительные организационные и материальные решения для перемещения.
3) Производственный процесс периодически прерывается.
4) Производство работ каждый раз начинается с создания строительного хозяйства. Это увеличивает себестоимость строит. продукции, время на перемещение (зависит от места перемещения, расстояния объема объекта).
II. Значительная продолжительность изготовления продукции и неравномерность ее выпуска во времени.
1) Особенности финансирования. Установление цены проводят за объект в целом по этапам строительства, отдельным конструктивным элементам и частям здания.
2) Необходимость в пересмотре принятых в проекте решений в ходе строительства (Это влечет доп. затраты денег и времени).
3) Участие в создании объекта нескольких фирм и строительных организаций. Необходимость учета деятельности разных видов работ, выполненных различными организациями, регулирование их взаимоотношений.
III. Проблемы влияния климата и местных условий.
1) Изменение и различия в проектах и способах работ в зависимости от территории расположения одного и того же объекта.(толщина стен, грунтовые условия, изменение затрат труда, материально-технических ресурсов).
2) Ведение работ на открытом воздухе, изменение погодных условий, недостаточная предсказуемость внешних факторов.
3) Необходимость учета сезонности работ.
IV. Большая материалоемкость.
1) Затрудняет создание гарантийных запасов вблизи строительства.
2) Большая зависимость от транспорта и поставщиков.( Невозможно все складировать).
V. Тенденция переноса произв. процессов со стройплощадки в условия стационарного заводского производства.
VI. Сложные формы кооперации между участниками.
1) Соисполнители вклиниваются в технологию и организацию работ.
2) Используют единые средства механизации, но имеют собств. показатели и цели.
3) Недостаточно заинтересованы в достижении конечной цели.
Напр. Субподр. 0-го цикла не будет дожидаться сдачи объекта, т.о. должна быть определена финансовая схема.
Транспортникам выгодны такие показатели как расстояние, масса (т/км). т.е. побольше и подальше.
К основным показателям, характеризующим уровень проектирования организации строительных работ, относятся: продолжительность строительства, уровень механизации основных видов работ, удельные затраты труда, машинного времени, энергетических ресурсов и стоимости работ, отнесенные к единице строительной продукции (например трудоемкость в чел-дн на кв.м.площади здания, затраты электроэнергии кВт*ч на куб.м. бетонной конструкции, средняя дневная выработка в денежном выражении).
Полученные ТЭО анализируют путем сопоставления с достигнутыми показателями на аналогичных объектах, с передовым отечественным и зарубежным опытом.
Для сложных разработок выполняются разные варианты проектов произв. работ. Сравнение осуществляют в соответствии с принципами действующей Инструкции по определению экономической эффективности кап. вложений в строит. (СН 423 – 71).
Варианты ПОС оценивают с учетом продолжительности строительства и стоимости основных производственных фондов СО по приведенным затратам. Сравнение вариантов определяют по формуле:
Ci” и Ci’- среднегодовая стоимость осн. произ. фондов. по годам стр-ва.
Эн- эффект от сокращения условнопостоянных НР.
Эд — эффект от досрочного ввода в действие осн. произв. фондов.
Эр — эффект от более целесообразного распределения капит. вложений.
Д- доп. затраты связ. с сокращ. сроков стр-ва. Н – усл.пост НР. T1 и Т2 – продол. строит. по норме и по сравн. варианту. Ф –СС осн.произв. фондов.
3. Изображение строительных потоков с помощью линейных графиков, циклограмм и сетевых графиков
Поток графически может быть представлен в виде линейного графика или циклограммы.
На линейном графике для каждой специализированной бригады потока выделена горизонтальная полоса, а период работы такой бригады на разных захватках показывается смещенными относиттельно друг друга отрезками. Он прост в исполнении и наглядно показывает ход работы. Если соединить лилией точки, определяющие моменты начала работ каждой бригады по захватка, то получим наклонные линии, каждая пара которых ограничивает определенную захватку.
В циклогамме сохраняется календарная шкала линейного графика, но вертикальная полоса выделяется для захваток в порядке их номеров снизу вверх.
Tо – продолжительность выполнения работ;
n – количество бригад, m — количество захваток.
1) Отсутствие наглядно обозначенных взаимосвязей между отдельными операциями.
2) Негибкость, жесткость структуры, сложность его корректировки
3) Сложность вариантной проработки и ограниченная возможность прогнозирования хода работы
4) Сложность применения современных математических методов и ЭВМ для механизации расчетов параметров графиков.
Сетевая модель изображается в виде графика, состоящего из стрелок и кружков. Сетевой график представляет сетевую модель с рассчитанными временными параметрами. В основе построения сети лежат понятия: работа и событие.
Работа – это производственный процесс, требующий затрат времени и материальных ресурсов и приводящий к достижению определенных результатов.
Ожидание – процесс, требующий только затрат времени и не потребляющий никаких материальных ресурсов.
Зависимость – вводится для отражения технологической и организационной взаимосвязи работ и не требует ни времени ни ресурсов.
Событие – это факт окончания одной или нескольких работ, необходимый и достаточный для начала следующих.
Путь – непрерывная последовательность работ в сетевом графике.
Критический путь – полный путь, имеющий наибольшую длину из всех полных путей.
М.б. представлены в 3-х видах:
«+» — указывают сроки отдельных работ, продолжительность работ, просты в изображении;
«-» — неуказанны готовности захваток, неуказанны зависимости работ др. от друга, не детален, применяется в основном для планирования ресурсов;
«+» — указываются сроки и продолжительность работ по захваткам или частям здания, простота изображения;
«-» — неучитываются зависимости работ др. от друга;
Применяется для планирования деятельности фирмы, для планирования работ на линейно-протяженных объектах, для планирования работ поточным способом.
Сетевые графики (ориентированные графики):
«+» — Отображают наиболее существенные характеристики, процессы и взаимосвязи реальных систем;
4. Структура производственной деятельности СМО.
С.п. – это сочетание произв. проц. Цель – создание строит. продукции..
Обогащение сырья, изготовление полуфабрикатов, изготовление деталей из сборных конструкций, укрупнительная сборка конструкций, транспортировка и монтаж конструкций, установка оборудования).
Отрасли стройиндустрии или инд. база с. – пр-е предприятие, доб. и перераб. исх. материал и произв. стройматериалы, полуфабрикаты, изделия из ЖБ и др. (цементные заводы, заводы ЖБИ).
Источник: smekni.com
Поточное производство — это. Понятие, определение, методы организации и технологический процесс

Производственный процесс – это сложное технологическое действие, которое может быть организовано разными способами и средствами. Работа предприятия в условиях поточного выпуска продукции сегодня считается наиболее эффективной, но в то же время и требовательной с точки зрения трудовых, организационных и материальных затрат. В общем смысле поточное производство – это формат производственной деятельности, в котором на первый план выходят принципы ритмичности и повторяемости технологических согласованных операций. Далее будет подробнее рассмотрена сущность этого процесса, его особенности, методы организации и т.д.
Понятие производственного процесса
В основе любого производства лежит модель организации основных, обслуживающих и вспомогательных процессов, благодаря которым осуществляется рабочая деятельность предприятия, направленная на создание тех или иных продуктов. Относительно организационной модели используемые орудия труда (станки, конвейеры, инструменты) можно рассматривать в качестве объектов организации, находящихся в прямой связи с предметами производства, то есть выпускаемой продукцией.

В значительной степени функции связки между разными элементами производства внутри организационной модели по-прежнему выполняет человек. Как максимум, он непосредственно участвует в процессах изготовления, как минимум – управляет оборудованием, реализующим технологические операции.
В числе особенностей поточного способа производства выделяется упор на автоматизацию рабочих мероприятий с минимальным участием человека. Возможности организации бесперебойного автоматизированного производства могут реализовываться по большей части в основных технологических процессах, касающихся материального превращения условной заготовки в предмет товарных отношений. Например, изготовление мебели на этапах обработки пиломатериала – это основной рабочий процесс мебельной фабрики, который на крупных предприятиях сегодня выполняется на станках под числовым программным управлением. И напротив, обслуживающие и вспомогательные процессы производственной деятельности выполняются в основном рабочим персоналом непосредственно, так как большинство подобных действий требует принятия сложных нестандартных решений.
Сущность поточного производства
Модель производственной деятельности в поточной форме основывается на ритмичной повторяемости определенного набора технологических операций, которые выполняются в соответствующих цехах на рабочих местах. Согласование между отдельными операциями может происходить на разных технических и организационных уровнях с разделением во времени и в пространстве. Иными словами, поточное производство – это заранее продуманный алгоритм действий, направленных на изготовление целевой продукции предприятия.

Для более четкого понимания рассматриваемой формы производства можно привести в пример принцип непоточной модели. В данном случае может применяться организация производства как в единичном, так и в серийном формате изготовления продукции. Разница же заключается в том, что поточная технология производства строится на взаимосвязи нескольких групп рабочих операций. В модели непоточного производства цеховые участки организуются по принципу выполнения однотипных и ритмичных, но не согласованных процессов. Изготовление происходит с перерывами между операциями, а обработанные предметы и заготовки отправляются по сложным маршрутам на следующие уровни производства без сопряжения.
Особенности поточного производства
Среди отличительных черт технологической организации поточного изготовления продукции можно выделить следующие:
- Рабочие места обслуживают операции, выполняемые по отношению к одинаковым предметам, обладающим схожими технико-конструкционными характеристиками. В более сложных моделях работа поточного производства допускает изменение формата обработки в определенном диапазоне режимов. То есть конвейерная линия в рамках даже одного технологического процесса может переориентироваться на разные группы обрабатываемых предметов.
- Конфигурация расположения рабочих мест подбирается в зависимости от производственной логистики. Соблюдается четкая иерархия последовательностей при выполнении технологических операций.
- Переход предмета от одного рабочего узла к другому может осуществляться как в поштучном формате, так и партийно, но в любом случае по возможности должен выдерживаться общий ритм производства.
- Основные и часть вспомогательных операций выполняются в механизированном или автоматизированном режиме поточного производства. Это позволяет выдерживать высокий темп исполняемых процессов, но не исключает возможности технологического перерыва, допустимые параметры которого заранее просчитываются в алгоритме действующей модели.
Принципы поточного производства
Добиться достаточной эффективности производства «на потоке» можно только при соблюдении ряда принципов технологической организации рабочего процесса, среди которых:
-
Минимизируется зависимость между отдельными линиями производства по временному признаку. Например, темп работы одного рабочего места в данном случае не может становиться причиной циклических задержек других участков производства.
- Принцип параллельности. Готовые изделия и заготовки при поточном методе производства движутся по технологическим маршрутам параллельно, что также способствует выполнению принципа непрерывности без задержек.
- Принцип прямоточности. И рабочие места, и оборудование размещаются в четком порядке, соответствующем технологическому процессу изготовления продукции.
- Принцип специализации. Обеспечивается разделение производственных функций между отдельными группами поточных линий. То есть исключается универсальность рабочих мест с точки зрения возможностей выполнения разных операций.
- Принцип ритмичности. В рамках функционирования одного рабочего места обеспечивается цикличность операций не только при выпуске одного изделия, но и в режиме изготовления партий продукции. Благодаря этому принципу организуется серийное поточное производство с плановым подходом к массовому выпуску целевого товара.
Виды поточных линий

Организация производства на базе поточных линий может включать разные группы рабочих узлов. Применительно к ним выделяют несколько классификационных признаков:
- По степени специализации. Линия может быть одно- и многопредметной. В первом случае предполагается выполнение операций с одним видом продукции в течение определенного технологического периода. Многопредметные линии обычно используются в процессах поточного производства с недостаточной загрузкой мощностей, затрачиваемых на обработку одного изделия. Соответственно, организуется параллельное выполнение дополнительных процессов уже с другим форматом обработки.
- По способу поддержания рабочего темпа. Поточные линии могут работать в свободном ритме или с четким временным регламентом. Согласно принципу непрерывности, в целях удешевления производства чаще применяют непрерывнопоточный регламентированный ритм. Свободный темп производства устанавливается в случаях, когда предприятие ввиду нестабильности подключения мощностей или сырьевых ресурсов не может поддерживать рабочие процессы в стабильном режиме.
- По виду применяемых транспортных средств. Конвейеры, по которым перемещаются предметы изготовления, могут работать непрерывно или дискретно. Режим перемещения зависит от темпа, мощностной загруженности и других характеристик выполнения производственных операций.
- По степени механизации. Преимущественно в классификации массового поточного производства речь идет об уровне автоматизации. Те же конвейеры и обрабатывающее оборудование могут функционировать под управлением автоматических и полуавтоматических контроллеров с централизованным, диспетчерским или синхронизированным принципом работы.
Оснащение поточных линий
Техническую основу поточного производства формируют конвейеры разного типа – например, пластинчатые, ленточные, подвесные и цепные. Они обеспечивают перемещение предметов от одного рабочего узла к другому в заданном ритме. Рабочие места снабжаются технологическим оборудованием, выполняющим задачи обработки заготовок, сборки деталей и расходных материалов.
Это могут быть станки, а также аппараты для обеспечения термического, химического и механического воздействия. В агрегатно-поточном производстве особая роль отводится вспомогательным транспортным средствам, за счет которых выполняются функции связки между разными рабочими узлами. В частности, это могут быть скаты, рольтанги, тельферы, спуски и т.д. Функционирует данное оборудование тоже по разным принципам – с перемещением по рельсам, в режиме мобильного или свободного передвижения под прямым управлением оператора.

Организация непрерывно-поточной линии производства
В технологическом отношении наиболее развитая форма производства, при которой предметы изготовления переходят от одного рабочего узла к другому без задержек, а временные периоды выполнения одной операции соответствуют общему такту работы. Например, в этом режиме время прохождения изделием одного этапа обработки соответствует времени, которое затрачивается на предыдущие стадии выполнения операции, что практически исключает паузы между поступлениями деталей на рабочие участки. Соблюдается последовательность параллельно работающих и выпускающих узлов в рамках заданного цикла поточного производства. Организация такого режима достаточно требовательна к первичным расчетам системы адресования. Обычно под нее составляется календарно-плановый график производства с четким определением такта работы конвейерной линии, ее мощности и скорости движения.
Организация прерывно-поточного производства

Если в силу тех или иных причин на производстве невозможно поддерживать общий такт выполнения технологических операций, то делается поправка на возможные паузы и перерывы. В ином случае повышается риск получения бракованной продукции или нарушения логистических цепей.
В организации поточного производства данного типа ввиду некратности или неравенства операций общему ритму предусматриваются наличие межоперационных оборотных заделов. Это своего рода коэффициент прерывности, выражаемый во времени простоя оборудования на конкретном участке. В техническом отношении организация прерывного производства отличается присутствием распределительных конвейеров, благодаря которым оптимизируются необходимые промежуточные процессы производства, обуславливающие само наличие оборотных заделов. Как правило, прерывно-поточные линии организуются на крупных предприятиях с большими расстояниями между отдельными обрабатывающими узлами.
Особенности многопредметных непрерывно-поточных линий
Главным отличием данной конфигурации поточной линии является ее широкая специализация по номенклатурному ряду выпускаемой продукции. Эта характеристика и обуславливает сложности организации производства с необходимостью обеспечения межоперационных оборотных заделов.
Каждое рабочее место при этом может выпускать несколько разных деталей, но также имеющих родственные конструкционные параметры. Методы чередования операций и деталей могут различаться. Например, выделяют групповые (последовательные) и последовательно-партионные принципы чередования, которые выбираются на основе текущих задач поточного производства. Метод организации многопредметных линий также характеризуется большими тактами выполнения операций в потоке, что дает дополнительные преимущества для синхронизации технологических процессов.
Заключение
Серийное производство как таковое является экономически оправданной формой работы большинства крупных промышленных предприятий. Но вместе с этим предполагаются высокие финансовые и материально-технические затраты, без оптимизации которых производственная деятельность будет неэффективной. В этом отношении поточное производство – это оптимальный формат серийного изготовления сложной продукции, требующего применения множества технологических операций. Другое дело, что для организации таких производственных линий должны изначально выполняться особые условия. В их числе можно отметить широкие возможности для углубления специализации отдельных рабочих мест в рамках предприятия и высокую степень унификации технико-конструкционных параметров выпускаемых изделий.
Источник: fb.ru