Человек обрабатывает древесину резанием столько лет, сколько лет существует резец. А резцы появились еще в каменном веке в виде топора. С тех пор древесину раскалывают, пилят, строгают, шлифуют. Инструменты и машины для этих целей становятся все сложней, но в основе всех режущих древесину инструментов и станков лежит элементарный акт — срезание стружки. Посмотрим, как это происходит, что такое резание древесины, каковы взаимодействия между резцом и древесиной.
Резанием называют процесс деления цельной древесины на части при срезании резцами стружек. При этом может появиться несколько частей первоначально цельного куска древесины (например, распиловка бревна на доски) или сама стружка может стать продуктом процесса резания (например, стружка, используемая в производстве древесностружечных плит).
При резании древесины энергия тратится на образование новых поверхностей, на деформирование древесины и на преодоление трения. Первая часть затрат мала. Поэтому можно говорить о том что резание — это процесс деформирования древесины и трения древесины и резца. Эти процессы паразитические, так как полезным действием является только собственно резание, но они существуют, более того, они преобладают, вследствие чего коэффициент полезного использования энергии при резании древесины невелик. Предпринимаются попытки разработать новые способы резания, главные из которых основаны на отказе от твердых инструментов (пил, ножей, сверл).
Make Any Saw a Track Saw #shorts
В частности, предлагается использовать лазерный луч. Опыты показали, что такой процесс вполне возможен. При резании лазером поверхность древесины очень гладкая, слегка обугленная. Из древесины можно вырезать этим способом детали любой конфигурации, ширина реза не превышает десятых долей миллиметра. Но лазеры пока дороги, их мощности не хватает для резания древесины большой толщины, производительность обработки мала.
Вызывает интерес предложение резать древесину струей воды. При истекании воды со скоростью в сотни метров в секунду кинетической энергии достаточно для деления древесины при больших толщинах. Но пока такое резание намного дороже традиционного, и хотя при его осуществлении можно сэкономить много древесины, реализация гидрорезания — дело, очевидно, неблизкого будущего.
Много исследований проводилось в области бесстружечного деления древесины пластиной или струной. Здесь автор считает своим долгом отозваться отрицательно об этом предложении. Разумеется, если дело сводится к простому делению куска древесины на меньшие части, то бесстружечное резание вполне приемлемо.
Но таких случаев мало, в основном нужно так разрезать древесину, чтобы полученные части были точными (точность иногда измеряется величиной в 0,1—0,2 мм), а поверхность — ровной, т. е. резание должно быть направленным. И здесь бесстружечное резание бесполезно, ибо, когда оно происходит, взаимодействие идет в плоскости наименьшей прочности, а мы уже говорили, что древесина анизотропна, т. е. ее свойства неодинаковы в различных направлениях (вспомним годичные слои, раннюю и позднюю древесину и т. д.). В результате нож (пластина) или струна идет по слою древесины, в сущности раскалывая его, а не разрезая. Мы так долго говорим об этом малоперспективном способе для того, чтобы уберечь читателя от попытки также заняться изобретением способа бесстружечного резания. (Здесь строгий читатель может напомнить автору о широком использовании бесстружечного резания — лущения. Но, во-первых, в этом «бесстружечном» процессе как раз и образуется стружка, которая является продуктом процесса, во-вторых, древесину в этом случае специально готовят — пропаривают. ). Можно с достаточной смелостью сказать, что в обозримом будущем основой механической обработки древесины останется классическое резание с образованием стружек.
Просто про обработку металлов резанием [Откуда берутся формулы]
Различают три вида резания (рис. 5) — в торец (торцовое), вдоль волокон (его называют еще продольным) и поперек волокон (поперечное). При резании в торец резец перемещается перпендикулярно волокнам, резание вдоль волокон происходит при движении резца параллельно волокнам, когда же резец движется в плоскости волокон, но перпендикулярно их длине, это — поперечное резание. Естественно, в чистом виде эти виды резания встречаются редко. Чаще можно встретить промежуточные разновидности, например продольно-торцовое, продольно-поперечное резание и т. п.

Рис. 5. Три вида резания древесины: а — торцовое; б — продольное; в — поперечное
Очень большую роль в процессе резания играют углы резания. Различают передний, задний углы, угол заточки и угол резания (рис. 6). При резании пилами, фрезами, сверлами трудно или легко обрабатываемой древесины, мерзлой или размороженной подбирают соответствующие углы резания. Имеются подробно разработанные рекомендации, в каких случаях какие должны быть углы резания.
Автор не считает возможным их здесь приводить — это дело специальной литературы. Мы же отметим только два обстоятельства. Первое из них заключается в том, что в большинстве случаев выгодно работать инструментом с большими передними углами. Второе то, что резание облегчается при протягивании резца вдоль лезвия.
Это известно из повседневной жизни: когда режут хлеб, нож в него не вдавливают, а ведут наподобие пилы. При этом как бы происходит уменьшение угла заострения, нож становится «острее». К сожалению, пока не удалось реализовать этот принцип в дереворежущих станках и мы продолжаем «вдавливать» резец в древесину.
Источник: www.stroitelstvo-new.ru
Резание
Резка — это разделение физического объекта с помощью прямого силового воздействия острым инструментом. Как правило, твёрдость режущего инструмента должна быть выше, чем твёрдость обрабатываемого объекта.
В быту для резания чаще всего используется нож.
В промышленности используется широкий спектр режущего инструмента.
Инструменты, используемые для резания
См. также
- Технологии машиностроения
Wikimedia Foundation . 2010 .
Смотреть что такое «Резание» в других словарях:
резание — забивание, проваливание, закалывание, умерщвление, рассекание, кромсание, сечка, разрезывание, срезание, битье, разрезание, строгание, сажание, засыпание, оперирование Словарь русских синонимов. резание сущ. • разрезание Словарь русских синонимов … Словарь синонимов
РЕЗАНИЕ — РЕЗАНИЕ, резания, мн. нет, ср. (книжн.). Действие по гл. резать (преим. в 1 и 4 знач.). Резание металлов. Толковый словарь Ушакова. Д.Н.
Ушаков. 1935 1940 … Толковый словарь Ушакова
резание — РЕЗАТЬ, режу, режешь; анный; несов. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
резание — резка срезание перерезание фрезерование отсечка — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы резкасрезаниеперерезаниефрезерованиеотсечка EN cutting … Справочник технического переводчика
резание древесины в торец — Резание древесины, при котором плоскость резания и направление резания перпендикулярны волокнам древесины. [ГОСТ 17743 86] Тематики технология деревообрабатыв. и мебльн. промышл … Справочник технического переводчика
резание древесины вдоль волокон — Резание древесины, при котором плоскость резания и направление резания параллельны волокнам древесины. [ГОСТ 17743 86] Тематики технология деревообрабатыв. и мебльн. промышл … Справочник технического переводчика
резание древесины поперек волокон — Резание древесины, при котором плоскость резания параллельна волокнам древесины, а направление резания перпендикулярно к ним. [ГОСТ 17743 86] Тематики технология деревообрабатыв. и мебльн. промышл … Справочник технического переводчика
Резание древесины в торец — – резание древесины, при котором плоскость резания и направление резания перпендикулярны волокнам древесины. [ГОСТ 17743 86] Рубрика термина: Пиломатериал Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Резание древесины вдоль волокон — – резание древесины, при котором плоскость резания и направление резания параллельны волокнам древесины. [ГОСТ 17743 86] Рубрика термина: Пиломатериал Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Резание древесины поперек волокон — – резание древесины, при котором плоскость резания параллельна волокнам древесины, а направление резания перпендикулярно к ним. [ГОСТ 17743 86] Рубрика термина: Пиломатериал Рубрики энциклопедии: Абразивное оборудование, Абразивы,… … Энциклопедия терминов, определений и пояснений строительных материалов
РЕЗАНИЕ КЕРНА — способ отбора проб, штуфов, шлифов и аншлифов от керна; производится камнерезными станками. Пробы, взятые с помощью Р. к., являются более представительными по сравнению с пробами, отобранными путем раскалывания керна. См. Камнерезный станок… … Геологическая энциклопедия
Источник: dic.academic.ru
ОБРАБО́ТКА МЕТА́ЛЛОВ РЕ́ЗАНИЕМ
ОБРАБО́ТКА МЕТА́ЛЛОВ РЕ́ЗАНИЕМ, процесс отделения (срезания) с металлич. заготовки (детали) поверхностного слоя (припуска) в виде стружки при помощи режущего инструмента. Применяется для придания деталям заданных форм и размеров, обеспечения точности и качества обработанных поверхностей, а также для удаления некачественных или загрязнённых слоёв материала. О. м. р. – совокупность взаимосвязанных процессов стружкообразования (в результате разл. деформаций), образования обработанных поверхностей и изнашивания рабочих поверхностей режущих инструментов, сопровождающихся большим тепловыделением. Осн. способы О. м. р. – точение, строгание , сверление , развёртывание , протягивание , фрезерование , шлифование , хонингование ; характеризуются разл. движениями инструмента и обрабатываемой заготовки, обеспечивающими перемещение инструмента относительно заготовки, непрерывный или многократный съём припуска обрабатываемого материала путём образования стружки, а также конструктивными особенностями режущих инструментов. О. м. р. осуществляется лезвийными или абразивными режущими инструментами преим. на металлорежущих станках .
Источник: bigenc.ru
Обработка металлов резанием
Обработка металлов литьем, ковкой, штамповкой не всегда обеспечивает заданную точность размеров и чистоту поверхности. В этих случаях окончательная обработка изделий производится резанием (рис. 12.11). Обработка резанием основана на снятии слоя металла с заготовки режущим инструментом и доведении размеров и чистоты поверхности до заданных.
Современная металлообрабатывающая промышленность располагает большим количеством различных типов универсальных и специальных станков, от самых простых до сложных автоматов с программным управлением и автоматизированными линиями.
Токарные станки предназначаются для обработки внутренней и наружной поверхностей деталей. При этом обрабатываемая деталь совершает вращательное движение, а режущий инструмент (резец, сверло) — поступательное (рис. 12.11, а).
На фрезерных станках обрабатывают поверхности сложной конфигурации. При работе станков многорезцовый ин-

Рис. 12.11. Виды обработки металлов резанием: а — токарная; б — фрезерная; в — сверлильная; г — строгальная;
д — шлифовальная
струмент — фреза совершает вращательное движение, а деталь — поступательное (рис. 12.11, б).
Сверлильные станки предназначены для обработки отверстий . На этих станках деталь неподвижна, а инструмент осуществляет вращательное и поступательное движение (рис. 12.11, в).
На строгальных станках обрабатывают поверхности детали. При строгании деталь и инструмент совершают поступательное движение (рис. 12.11, г).
Шлифовальные станки служат для точной обработки деталей. На них поступательные и вращательные движения могут производить и деталь, и инструмент (рис. 12.11, д).
Зуборезные станки предназначены для обработки зубчатых колес. При этом инструмент совершает одновременно вращательное и поступательное движение, а деталь — только вращательное.
Протяжные станки срезают с обрабатываемой поверхности стружку с помощью многолезвенного режущего инструмента — протяжки.
Автоматические линии позволяют объединить отдельные станки и силовые головки с помощью различных транспортирующих устройств. В автоматических линиях станки располагаются в строгой последовательности в соответствии с технологическим процессом и заготовка автоматически передается от операции к операции.
При обработке металлов резанием необходимо обращать особое внимание на технику безопасности. Основными причинами травматизма при холодной обработке металлов являются движущиеся механизмы станка, отходящая стружка, обрабатываемая деталь, режущий инструмент, токоведущие части электроустановок и плохая организация рабочего места.
Источник: studref.com
Общие сведения о процессе резания
Резание — это технологический процесс разрушения связей между частицами обрабатываемого материала по заданной поверхности с целью получения изделия требуемых размеров, формы и шероховатости. Процесс резания может быть реализован разнообразными способами. По виду объекта, действующего на заготовку, различают: резание твердым резцом, световым лазерным лучом, гидравлической струей и другими носителями энергии. Основным в современной технологии обработки древесины является процесс резания твердыми резцами из металлов или твердых сплавов, или резцовое резание.
Резцовое резание, в свою очередь, можно классифицировать по разным признакам:
1) способу получения заданной поверхности:
бесстружечное резание, при котором заданная поверхность получается без снятия стружек путем отделения за один проход резца малодеформированного среза материала;
стружечное резание, при котором для получения заданной поверхности с заготовки срезаются стружки, в обычных условиях резания получающие деформации по всему объему или значительной его части (стружечное резание имеет место в большинстве процессов обработки на дереворежущих станках);
2) степени сложности:
элементарное (простое) резание, не поддающееся дальнейшему упрощению;
сложное резание, имеющее место при обработке разнообразными режущими инструментами на станках.
Элементарное резание и его закономерности изучают для того, чтобы научиться понимать процессы сложного резания, раскладывая их на составные элементы, сводя к более простым процессам.
Движения в процессе резания
На схеме резания (рис. 8.1) показаны: предмет труда до обработки — заготовка 4 и после обработки резанием — деталь 10, а также режущий элемент 7 рабочего орудия во взаимодействии с заготовкой. В процессе резания исходная обрабатываемая поверхность 2 подлежит трансформации в обработанную поверхность 6 детали.
Для этого с заготовки должна быть удалена часть материала — припуск 3. Режущий элемент воздействует на заготовку прежде всего лезвием — активным ребром клина с режущей кромкой 9, формирующим новую поверхность в заготовке — поверхность резания 7. Часть припуска, заключенная между двумя смежными поверхностями резания, составляет срезаемый слой 5. Срезаемый слой, удаленный с заготовки лезвием и получивший объемную деформацию (изменение формы и размеров), называется стружкой 8. В простейшем случае припуск совпадает со срезаемым слоем, а поверхность резания — с обработанной поверхностью детали.
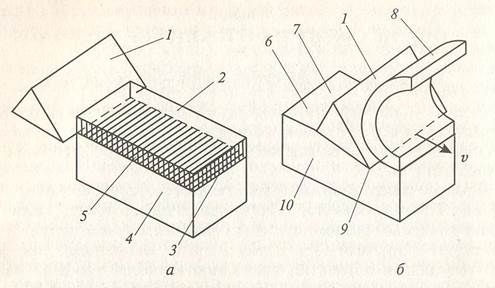
Рис. 8.1 а — деталь до обработки, б – деталь после обработки
Рассмотрим элементарную технологическую задачу, решаемую резанием. Пусть с заготовки для получения плоской поверхности требуется удалить припуск. При небольших размерах припуска резец снимает его за один проход. Однако при значительных размерах припуска такое решение неудовлетворительно: либо действующие со стороны заготовки на резец большие силы сопротивления резанию приведут к чрезмерной деформации резца и его поломке, либо качество обработанной поверхности будет недопустимо низким.
В этом случае задача решается послойным удалением припуска: сначала резцу сообщают движение резания, в результате которого отделяется первый слой и на заготовке формируется поверхность резания. Затем резец возвращают в исходное положение и, сообщая ему движение, перпендикулярное движению резания, перемещают в новое исходное положение, после чего осуществляют новое движение резания и срезают второй слой. Рассмотренные движения могут быть приданы как резцу, так и заготовке.
Стружка — это часть материала, срезанная с обрабатываемого объекта за один проход резца. В случае обработки на ножницах, высечках и штампах отделяемые части материала носят название срезков. Поверхность, образованная после отделения стружки, называется поверхностью резания.
Главное движение — это простое движение лезвия, обеспечивающее удаление одного срезаемого слоя. Движение подачи — простое движение лезвия, необходимое для последовательного удаления ряда срезаемых слоев.
В процессе резания может быть одно главное движение и одно или несколько движений подачи. Главное движение и движение подачи составляют основу хода резания, т.е. комплекса движений лезвия, обеспечивающих образование одной поверхности резания. Движения хода резания (главное и подачи) могут происходить непрерывно или прерывисто, одновременно или попеременно. Если одновременно с главным движением совершается еще хотя бы одно движение, каждая точка лезвия при резании совершает сложное
движение.
Движением резания принято называть сложное движение лезвия при образовании поверхности резания.
Для многократного повторения ходов резания лезвие должно возвращаться в положение, исходное для начала очередного хода резания. Совокупность движений возврата составляет холостой ход.
Каждое движение характеризуется траекторией движения точки режущей кромки и законом движения этой точки вдоль траектории. В процессах резания древесины траекториями простых движений являются, как правило, прямая и окружность.
Скорость сложного движения определяется как геометрическая сумма скоростей одновременно совершаемых движений.
Так, скорость движения резания в большинстве станочных процессов складывается из скорости главного движения и скорости подачи . Учитывая, что скорость главного движения, как правило, во много раз превосходит скорость подачи и других движений хода резания, для практических целей можно считать траекторию резания совпадающей с траекторией главного движения и принимать , оговаривая при этом вносимую погрешность.
Геометрия резца
При анализе процесса резания можно ограничиться рассмотрением активной части режущего элемента — лезвия. Под геометрией лезвия понимают совокупность характеристик его формы и расположения в пространстве. Пусть клиновидное лезвие 3 прошло в заготовке 4 некоторый путь (рис.
2, а), образуя стружку 2. В режущей части клина можно выделить следующие элементы: переднюю поверхность , контактирующую со срезаемым слоем 1 и стружкой; заднюю поверхность примыкающую к режущей кромке 5 и обращенную к формируемой в заготовке поверхности резания режущую кромку 5, образованную пересечением передней и задней поверхностей. В более сложных случаях полузакрытого (рис.
2, б) и закрытого (рис. 2, в) резания следует различать режущие кромки: главную AB и вспомогательные BC и AD. Соответственно у лезвия выделяют задние поверхности: главную, примыкающую к главной режущей кромке, и вспомогательные, примыкающие к вспомогательным режущим кромкам. Главной считается режущая кромка, формирующая большую сторону сечения срезаемого слоя.
Вспомогательные режущие кромки формируют меньшие стороны. Элемент сопряжения главной и вспомогательной режущих кромок называют вершиной лезвия (точки А и В).

Рис. 8.2. Геометрия лезвия: а — элементы геометрии; б — полузакрытое резание; в — закрытое резание; г — отрицательный задний угол; д — отрицательный передний угол
Передняя и задняя поверхности могут иметь любую форму (вогнутую, выпуклую или ломаной линии). Сопряжение режущих кромок может быть радиусным или точечным.
Положение режущих кромок и поверхностей лезвия в пространстве определяет угловые параметры процесса резания. Для определения углов установлены исходные координатные плоскости: основная плоскость и плоскость резания (см. рис. 8.2, а).
Основная плоскость — координатная плоскость, проведенная через рассматриваемую точку, например , режущей кромки перпендикулярно направлению скорости главного или результирующего движения резания в этой точке. Плоскость резания — координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости .
Дополнительными координатными плоскостями являются главная и нормальная секущие плоскости. Главная секущая плоскость — координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания . Нормальная секущая плоскость — плоскость, перпендикулярная режущей кромке в рассматриваемой точке (на рис. 8.2 плоскости и совпадают).
Выделяют также рабочую плоскость , в которой расположены векторы скоростей главного движения резания и движения подачи (показана на рис. 8.3, д).
Угловые параметры резания характеризуются главными (при главной режущей кромке) и вспомогательными (при вспомогательной режущей кромке) углами, углом наклона главной режущей кромки.
Различают следующие углы (показаны на рис. 8.2, а для главной режущей кромки): — передний угол — угол в секущей плоскости между передней поверхностью лезвия и основной плоскостью ; — задний угол — угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания ; — угол заострения — угол в секущей плоскости между передней и задней поверхностями лезвия.
Сумма заднего угла и угла заострения называется углом резания . Между главными углами существует простейшая связь:
В случае, когда задняя поверхность лезвия оказывается под поверхностью резания (т. е. когда угол а прочерчивается в пределах контура лезвия), задний угол считают отрицательным (рис. 2, г). Передний угол у также считают отрицательным, если он прочерчивается в пределах контура лезвия (рис. 2, д). С учетом знаков углов и равенство справедливо во всех случаях.
Главные углы могут рассматриваться в инструментальной, статической и кинематической системах координат (ГОСТ 25762-83).

Рис. 8.3. Измерение главных углов резания: а — система координат инструментальная; б — то же, статическая; в — то же, кинематическая; г — изменение кинематических углов в нормальном сечении; д — положение рабочей плоскости в процессе пиления; е – схема резания при статическом угле наклона ; ж — то же, при и наличии дополнительного движения со скоростью ; з — то же, при и
Инструментальная система координат — прямоугольная система координат с началом в вершине лезвия, ориентированная относительно геометрических элементов режущего инструмента, принятых за базу (рис. 8.3, а). Применяется для описания конструкции режущего элемента или инструмента в целом, например при конструировании и изготовлении.
Статическая система координат — прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости главного движения резания . Определяет геометрию лезвия и его положение относительно заготовки в статике, т.е. без учета параметров главного движения и движения подачи (рис. 8.3, б).
Кинематическая система координат — прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно направления скорости результирующего движения резания (рис. 3, в). Фактические величины углов в процессе резания находят отражение только в кинематической системе координат.
Рассмотрим кинематические углы подробнее. На рис. 8.3, г показано лезвие, перемещающееся относительно заготовки с результирующей скоростью , причем вектор совпадает с нормалью к режущей кромке (в этом случае режущая кромка расположена в основной плоскости ). Тогда на рис. 8.3, г плоскость XZ совпадает с плоскостями главной секущей и нормальной секущей . Положение плоскости резания совпадает с осью X, а положение основной плоскости — с осью Z. По определению находим кинематические углы для главной режущей кромки (главные кинематические углы): — задний, — заострения, — передний (буква «н» в обозначении напоминает о том, что режущая кромка нормальна к векторам и ).
Связь между кинематическими углами , , и статическими углами , , устанавливают через угол движения (см. рис. 8.3, г, д):
где — технологический угол между векторами скоростей и , (задан схемой обработки).
При формула для угла упрощается: .
В практике резания древесных и облицовочных материалов распространены случаи, когда вектор скорости главного или результирующего движения не совпадает с нормалью к режущей кромке, т. е. случаи, когда режущая кромка наклонена к основной плоскости на некоторый угол (рис. 8.3, е, ж, з; на них заготовка и резец показаны в плане).
Угол наклона режущей кромки следует определять как сумму статического угла наклона (см. рис. 8.3, е, з) и кинематического угла наклона (см. рис. 8.3, ж, з). Статический угол задается установкой лезвия в статической системе координат. Кинематический угол появляется в схемах резания, где скорость главного движения v задается как геометрическая сумма собственно главного движения со скоростью и дополнительного движения вдоль режущей кромки со скоростью (см. рис. 8.3, ж, з):
где — технологический угол между векторами скоростей и (задан схемой обработки).
При формула для угла упрощается: .
Таким образом, в общем случае (при учете движения подачи и наклона режущей кромки к основной плоскости) кинематические углы равны:
Технолог должен знать закономерности изменения статических углов резания при работе инструмента и уметь учитывать эти изменения при разработке требований к режущему инструменту и выборе режима резания. Значения наилучших углов , , выбирают по справочной литературе. Затем по соотношениям (8.4)…(8.8) следует определить кинематические углы, приведенные к нормальному сечению: , , . Далее по формулам (8.2) и (8.3) установить статические углы лезвия , , . Именно эти статические углы контролируют измерением их в нормальной секущей плоскости .
Режущая кромка лезвия представляет собой переходную кривую поверхность, соединяющую переднюю и заднюю поверхности. Характеристики переходной поверхности объединяются в понятие микрогеометрии лезвия. Различают продольную (вдоль кромки) и поперечную (в нормальном сечении) микрогеометрии. Продольная микрогеометрия (рис.
8.4, а) характеризуется «шероховатостью» режущей кромки. Поперечная микрогеометрия характеризуется профилем лезвия в нормальном сечении. Идеальный геометрический клин был бы идеально острым (рис. 8.4, б). Кромка реального лезвия, проработавшего некоторое время, может быть принята за дугу окружности радиуса (рис. 8.4, в). Радиус называют радиусом округления режущей кромки.
В начальном состоянии режущие элементы инструмента для резания древесины характеризуются показателями: шероховатость кромки (средняя высота наибольших неровностей профиля) 4…5 мкм, радиус округления 2…5 мкм.
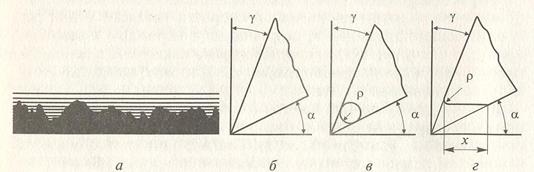
Рис. 8.4. Микрогеометрия лезвия: а — продольная; б, в, г — поперечная
Во время резания в результате сложных физико-химических процессов происходит износ лезвия — изменение геометрии и микрогеометрии его элементов. Следствием износа является затупление лезвия, т.е. потеря им остроты, режущих свойств. Затупление лезвия характеризуют различными параметрами.
В большинстве случаев резания натуральной древесины ограничиваются величиной радиуса округления , так как этот параметр оказывает главное влияние на силы резания и стружкообразование. В тех случаях, когда происходит интенсивный износ лезвия по задней поверхности, параметром затупления может служить величина износа по задней грани — ширина фаски (рис. 8.4, г).
Источник: zdamsam.ru