Наиболее распространенным способом стыковки элементов различных конструкций является резьбовое соединение. Оно широко применяется в строительстве, при монтаже трубопроводов, в машиностроении и многих других отраслях. Популярность этого способа обусловлена следующими преимуществами:
- высокая надежность и продолжительный срок службы;
- создание разъемных соединений, простота монтажа и демонтажа при помощи общедоступных инструментов;
- контроль силы затягивания при сборке;
- малый вес и размеры крепежа, по сравнению с соединяемыми конструктивными элементами;
- широкая доступность, большой выбор типоразмеров крепежа.
Для использования при изготовлении и монтаже деталей необходимо знать существующие виды и параметры резьбовых соединений.
Назначение и виды резьбовых соединений
Резьбовые соединения любых видов резьб выполняют несколько основных функций. Основным назначением является обеспечение плотного соединения стыкуемых деталей с достижением необходимого значения. Кроме того, обеспечивается фиксация деталей в заданном положении, предотвращается возможность их смещения при эксплуатации конструкции или механизма. Еще одним распространенным назначением резьбовых соединений является обеспечение заданного расстояния между деталями.
Виды резьбы. Основные типы и сферы применения
Классификация соединений этого типа осуществляется по нескольким параметрам. При этом она имеет большое значение, поскольку от вида резьбовых соединений зависит их область применения, особенности эксплуатации, нормы отбраковки.
В зависимости от способа исполнения различают соединения, которые выполняются посредством крепежных элементов и непосредственные соединения. В первом случае монтаж выполняется при помощи болтов, шпилек, гаек, винтов и других вспомогательных элементов. Непосредственное соединение монтируется путем скручивания друг с другом соединяемых элементов, например, труб с нарезанной резьбой.
В зависимости от формы поверхности различают цилиндрические и конические резьбы. Оба этих типа резьб могут быть наружными и внутренними. По направлению витков нарезка может быть левой или правой.
Ключевым параметром для классификации является тип профиля нарезки. По этому признаку выделяют следующие виды резьбовых соединений деталей:
Рассмотрим эти типы более подробно.
Метрическая резьба
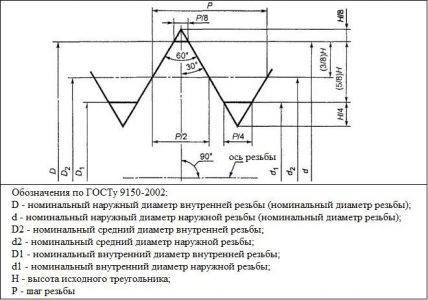
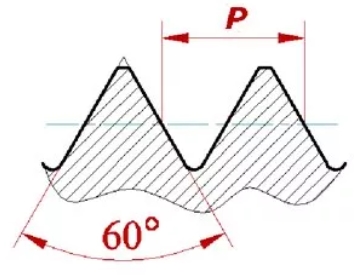
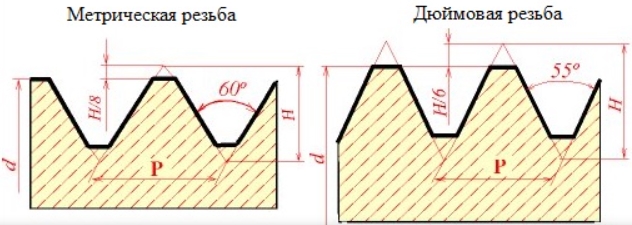
Самым распространенным видом резьбовых соединений является метрическая резьба. Ее профиль выполняется в соответствии с ГОСТ 9150-81 в форме равностороннего треугольника с углом 60°. Шаг метрической резьбы может составлять 0,25-6 мм, а внешний диаметр — от 1 мм до 600 мм. Такой тип резьбового соединения применяется при изготовлении большинства крепежных деталей.
Кроме того, применяется коническая метрическая резьба с диаметром 6–60 мм конусностью 1:16. Этот тип нарезки позволяет выполнять герметичные соединения. При ее использовании достигается стопорение крепежа, что исключает необходимость применения стопорных гаек.
Дюймовая резьба
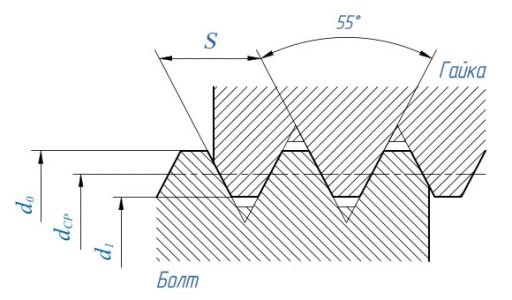
Дюймовая резьба имеет профиль в форме равнобедренного треугольника со значением угла 55°, что отличает ее от формы профиля метрической нарезки. Диаметры резьбы измеряются в дюймах. Шаг определяется в количестве витков на 1 дюйм длины резьбовой части изделия. В промышленности применяются резьбовые соединения с наружным диаметром от 3/16 до 4 дюймов с числом витков на один дюйм от 3 до 28. Этот тип нарезки широко применяется на деталях трубопроводов, а также на крепеже производства США, Великобритании и ряда других стран.
Также выпускаются изделия с конической дюймовой резьбой. Благодаря конической форме достигается улучшенная герметичность соединения, что позволяет не использовать уплотнительные элементы. Коническая дюймовая нарезка широко применяется при прокладке напорных трубопроводов малого диаметра в гидравлических системах.
Трубная резьба
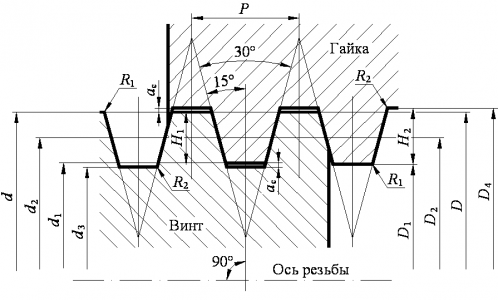
Трубная цилиндрическая резьба выполняется по ГОСТ 6357-81. Она имеет профиль в форме равнобедренного треугольника, угол наклона гребней составляет 55°. Верхние грани гребней скруглены. Благодаря этому устраняются дополнительные зазоры в зоне выступов и впадин, что обеспечивает повышенную герметичность соединения. Трубная резьба относится к дюймовым.
Ее диаметр составляет от 1/16 до 6 дюймов, а шаг — от 11 до 28 витков.
По сравнению с другими видами дюймовых резьб шаг трубной резьбы сокращен. Уменьшенный шаг позволяет не допустить критического сокращения толщины стенки трубы, что необходимо для сохранения прочностных характеристик трубопровода.

Трубная резьба может быть цилиндрической и конической. В последнем случае ее конусность определяется соотношением 1:16.
Трапецеидальная
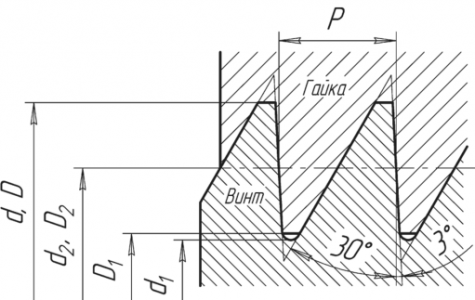
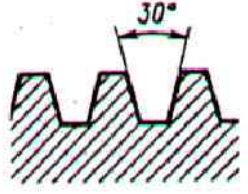
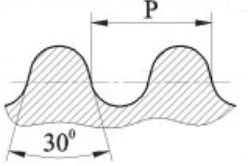
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
Упорная резьба
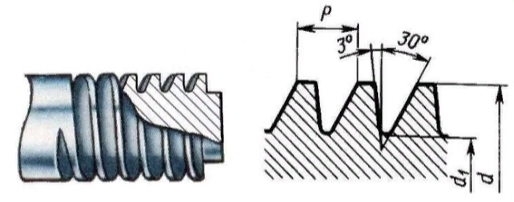
Упорная резьба в соответствии с ГОСТ 10177-82 имеет профиль в виде неравнобокой трапеции. Угол наклона одной грани гребня составляет 3°, а второй грани — 30°. Этот тип применяют для крепежных элементов диаметром от 10 мм до 600 мм. Шаг резьбы составляет 2–25 мм.
Этот вид резьбового соединения используется для крепления деталей, которые в процессе эксплуатации испытывают значительные осевые нагрузки в одном направлении. Профиль нарезки позволяет эффективно противостоять таким нагрузкам.
Круглая резьба «Эдисона»
Круглая резьба, выполняемая в соответствии с ГОСТ 6042-83, имеет профиль, формируемый дугами. Угол наклона сторон составляет 60°. Благодаря такой форме профиля круглая резьба обладает высокой стойкостью к механическому износу. Это позволяет применять ее в деталях конструкций и механизмов, которые подвержены регулярным переменным нагрузкам, например, в деталях трубопроводной арматуры.
Источник pkmetiz.ruКлассификация резьбы
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов.
Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Резьба метрическая
В машиностроительной отрасли чаще всего используется резьба именно данного типа. Свое название – «метрическая» – она получила по причине измерения в миллиметрах ее технических характеристик. Профиль резьбовой нарезки выполнен в виде треугольника. Углы при его вершинах равны 60°.

Особенности
Резьба метрическая изготавливается и с мелким, и с широким/крупным шагом. На ниже размещенном рисунке этот параметр обозначен буквой «Р».
-
Мелкий используется в диаметрах, изменяющихся в диапазоне 1,0 мм ≤d≤ 600,0 мм, а крупный – в диаметрах 1,0 мм ≤d≤ 68,0 мм.
Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью.
Крупная резьба подходит для соединений, подверженных ударным нагрузкам.
Большинство регулировочных соединений создаются с использованием резьбы, накатанной с мелким шагом. Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
Гребни дюймовых соединений характеризуются большей длиной, но они менее широкие. Форма витков метрической резьбы более сбалансированная – их длина меньше, и они шире.
Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т.д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Резьба коническая трубная
Профиль резьбы конической трубной такой же, как в предыдущем варианте, но отличие кроется в уменьшении диаметра по мере продвижения от начала нарезки к торцу трубного элемента. В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
Особенности
Одна из ключевых особенностей – требование к углу отклонения оси трубы от обрамляющей поверхности конуса. Независимо от диаметра он должен формировать уклон в пропорции 1:16. Это значит, что угол φ (см. рис.) должен составлять 1 градус, 47 минут и 24 секунды.

Из других особенностей резьбы конической трубной можно выделить:
количество витков на одном дюйме зависит от величины диаметра изделия. В частности, на отрезке 25,4 мм может быть накатано минимум 11 витков, а максимум – 28;
шаг резьбы лежит в пределах 0,907 мм ≤Р≤ 2,309 мм;
длина общего резьбового отрезка на поверхностях сопрягаемых элементов после вкручивания одного в другой (параметр l 2 на рисунке): при минимальной резьбе 1/16″ – 4,0 мм; когда диаметр резьбы максимальный 6″ – 28,6 мм.
Резьба трапецеидальная
Резьба трапецеидальная является одной из разновидностей резьбы метрической. Отличается она профилем, имеющем нестандартную конфигурацию, сечение которого напоминает трапецию. Широко используется в механизмах, осуществляющих трансформирование вращательного движения в возвратно-поступательное.
Особенности
Трапецеидальная резьба с углом подъема, равным 30°, является самотормозящей. Наличие этого свойства препятствует деформации заготовки при воздействии на нее значительных нагрузок. По сравнению с трубной резьбой ей присуща лучшая износоустойчивость. Возможностью обеспечения умеренных показателей осевого перемещения обрабатываемой детали характеризуются резьбы трапецеидального типа, выполненные со средним шагом.
Нормами ГОСТа 9484-81 установлены следующий диапазон изменения основных рабочих параметров рассматриваемой резьбы:
шаг: минимальный 1,5 мм; максимальный 48 мм;
высота воображаемого треугольника, вершины которого – это точки пересечения визуального продолжения соседних граней рядом расположенных гребней: от 1,4 мм до 44,784 мм;
расстояние между рядом расположенными выступами по внутреннему резьбовому диаметру: min 0,549 мм; max 17,568 мм.
Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
-
расстояние между продольной осью резьбы и внешней гранью гребня (обозначение d): минимальное10,0 мм; максимальное 100,0 мм. Этот параметр ни что иное, нежели внешний диаметр резьбы:
расстояние между дном спиралевидной накатки и продольной осью резьбы (обозначение d 1 ): от 7,0 мм до 70,0мм.
Резьба круглая
Профиль резьбы данной разновидности формируют дуги, объединенные между собой отрезками прямой линии. Численное значение угла при вершине пересечения продолжений сторон витков составляет 30°. Применение круглой резьбы носит ограниченный характер. В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
Особенности
Требования к резьбе круглой устанавливают нормы ГОСТа 13536-68.
Особенности круглого профиля обеспечиваю продолжительный период эксплуатации накатки за счет значительной сопротивляемости воздействию внешних нагрузок. Витки не стираются даже при частых процедурах закручивания/вывинчивания. С успехом применяется круглая резьба в конструкциях, при работе подвергающихся воздействию негативных факторов загрязненной окружающей среды. Например, она используется при сцепке Ж/Д вагонов.
Вышеуказанным ГОСТом утверждено только одно значение номинального диаметра резьбы данного вида – 12,0 мм. Что же касается ее шага (обозначение на рисунке литерой «Р»), то этим стандартом предусмотрен тоже один размер – 2,540 мм.
Прямоугольная резьба
Прямоугольная резьба входит в категорию резьб кинематического типа. Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Особенности
По состоянию на начало 2021 года нет действующего Государственного стандарта, устанавливающего значения основных технических характеристик резьбы прямоугольной. Для назначения допусков, размеров шагов и диаметров используются соответствующие шкалы ГОСТов на резьбу трапецеидальную.
В большинстве случаев профиль зуба прямоугольной резьбы имеет квадратную конфигурацию, как это показано на рисунке.
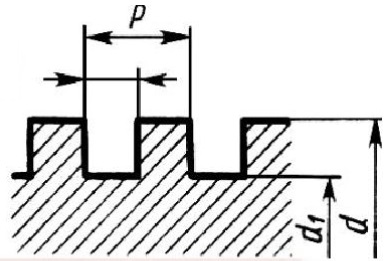
Но ряд производителей применяют расширенную полку горизонтального фрагмента. Такое конструктивное решение способствует улучшению прочностных характеристик резьбового соединения. Наиболее часто реализуемый диапазон изменений внешнего диаметра накатки такой – от 8,0 мм до 40,0 мм. Шаг резьбы варьируется в пределах:
крупный: min 2,0 мм; max 10,0 мм;
мелкий: минимальный 0,75 мм; максимальный 7,0 мм.
Заключение
Подводя итоги, следует отметить, что существуют т.н. специальные резьбы. К данной категории относятся те, которые характеризуются стандартным профилем, но при этом размер их шага и диаметра, не прописан ни в одном из действующих нормативных документов. Ну и, конечно же, к данному типу относятся резьбы, отличающиеся нестандартным профилем.
Их изготовление проводится по индивидуально подготовленным чертежам, содержащим все необходимые параметры резьбы. С одним из представителей данной группы мы уже знакомы. Специальной считается прямоугольная резьба.
Источник www.rusbolt.ruОбзор разновидностей резьбовых соединений
Резьбовое соединение — основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.

Резьбовое соединение
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая — резьба, сформированная на цилиндрической поверхности; — на поверхности конической формы;
- правая — резьба, винтовая линия которой направлена по часовой стрелке;
- левая — с винтовой линией против часовой стрелки.
Резьбовое соединение — стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов — винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике — муфтовое соединение труб).
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d — номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 — внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p — шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится — основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Отличия между метрической и дюймовой резьбой (видео)
Разновидности резьбовых соединений
В зависимости от типа профиля резьба классифицируется на следующие разновидности:
Наиболее распространенной является резьба метрическая (ГОСТ №9150-81). Ее профиль выполнен в виде равностороннего треугольника под углом 60 0 с шагом витков от 0.25 до 6 мм. Крепежные элементы выпускаются в диаметре 1-600 мм.
Также существует резьба метрическая конического типа, в которой используется конусность 1:16. Такая конфигурация обеспечивает герметичность стыка и стопорение крепежных элементов без необходимости использования стопорных гаек. Нижеприведенная таблица указывает основные параметры метрического профиля.

Таблица размеров метрической резьбы
Дюймовая резьба не имеет нормативных стандартов в отечественной строительной документации. Дюймовый профиль выполнен в треугольной форме с углом 55 0 . Шаг профиля определяется количеством витков на участке длиной в 1″. Конструкция стандартизирована для крепежей с наружным диаметром от 3/16″ до 4″ и количеством витков на 1″ от 3 до 28.
Коническая дюймовая резьба имеет угол профиля в 60 0 и конусность 1:16. Данный профиль обеспечивает высокую герметичность соединения без дополнительных уплотняющих материалов. Это основной тип резьбы в гидравлических и напорных трубопроводах малых диаметров.

Размеры дюймовой резьбы
Трубная резьба цилиндрического типа (ГОСТ №6357-81) применяется в качестве крепежно-уплотняющей. Ее профиль имеет форму равнобедренного треугольника с углом 55 0 . С целью получения повышенной герметичности профиль выполняется с закругленными верхними гранями без дополнительных зазоров на местах впадин и выступов. Данный вид резьбы стандартизирован под диаметры 1/16″-6″, шаг варьируется в пределах 11-28 витков на 1″.
Трубная резьба всегда выполняется в мелкой конфигурации (с сокращенным шагом), что необходимо для сохранения толщины стенок соединяемых конструкций. Данный вид профиля широко используется для соединения стальных трубопроводов систем отопления и водоснабжения и других деталей цилиндрической формы.
Размеры трубной резьбы
Резьба трапецеидальная (ГОСТ №9481-81) чаще всего используется в крепежах типа винт-гайка. Профиль имеет равностороннюю трапецеидальную форму с углом 30 0 (для крепежных элементов червячных передач — 40 градусов). Используется в крепежах с диаметрами 10-640 мм.
В сравнении с прямоугольным профилем трапецеидальная винтовая линия, при идентичных габаритах, обеспечивает большую прочность соединения. Такая конфигурация позволяет эффективно выполнять подвижные передачи (превращает вращательное движение в поступательное), ввиду чего трапецеидальная резьба повсеместно используется в ходовых гайках, фиксирующих шток трубопроводных задвижек.

Профиль трапецеидальной резьбы
Упорная резьба (ГОСТ №24737-81) применяется в крепежах, испытывающих в процессе эксплуатации сильные однонаправленные осевые нагрузки. Ее профиль выполнен в виде разносторонней трапеции, одна из граней которой имеет угол в 3 0 , противоположная — 30 0 . Шаг профиля составляет 2-25 мм, применяется для крепежей диаметром 10-600 мм.
Профиль круглой резьбы (ГОСТ №6042-83) сформирован соединенными между собой дугами с углом между сторонами в 30 0 . Преимуществом такой конфигурации является повышенная устойчивость к эксплуатационному износу, ввиду чего она широко применяется в конструкциях трубопроводной арматуры.
Как определить параметры резьбы?
При выборе трубопроводной арматуры либо фланцевых соединительных элементов возникает необходимость узнать тип и размеры профиля, что нужно для правильного определения параметров ответного крепежа. В большинстве случаев вы столкнетесь с метрической резьбой, которая наиболее распространена в отечественном строительстве и сантехнике.
Метрический профиль имеет унифицированное обозначение типа М8х1.5, в котором:
- М — метрический стандарт;
- 8 — номинальный диаметр;
- 5 — шаг профиля.
Определить шаг профиля можно тремя способами — использовать специальный инструмент (метрический резьбомер), сравнить шаг с крепежа с профилем метчика либо измерить его штангенциркулем. Определение последним методом наиболее простое — необходимо лишь измерить расстояние между десятью витками профиля и разделить полученную длину на 10.

Схема снятия замеров
Номинальный диаметр вымеривается штангенциркулем по наружной грани профиля. Представленная ниже таблица содержит перечень соответствия наиболее распространенных диаметров и шагов профиля метрической резьбы.

Таблица определения типа резьбы
При работе с дюймовой резьбой определить шаг ее профиля можно приложив к крепежу дюймовую линейку и визуально подсчитав количество витков, приходящихся на 1 дюйм (25.4 мм). Используя специальный резьбомер учитывайте, что английский и американский стандарт отличается по углу профиля (60 и 55 0 соответственно), так что тут потребуется внимание при выборе инструмента.
Важно: не забывайте, что шагом у метрической резьбы является расстояние между смежными витками профиля, а у дюймовой — количество витков на 1 дюйм.
Источник trubypro.ruРезьба
Резьба́ — равномерно расположенные выступы или впадины постоянного сечения, образованные на цилиндрической или конической поверхности по винтовой линии с постоянным шагом. Является основным элементом резьбового соединения, винтовой передачи [1] а также червячного соединения зубчато-винтовой передачи.


Классификация и основные признаки резьб
- единица измерения диаметра (метрическая, дюймовая, модульная, питчевая резьба)
- расположение на поверхности (наружная и внутренняя резьба)
- направление движения винтовой поверхности (правая, левая);
- число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д.;
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
- образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба);
- назначение (крепёжная, крепёжно-уплотнительная, ходовая и др.).
Основные параметры резьбы и единицы измерения
![]()

Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.

Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи ().
Питчевая резьба — шаг резьбы измеряется в питчах (p»). Для получения числового значения (в дюймах) достаточно число пи () разделить на питч.
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
- шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например; 28, 19, 14, 11);
- наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D);
- средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы;
- внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1);
- ход (Ph) величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°

где — число заходов;
Типы резьбы
Метрическая, M
Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в миллиметрах.
- ГОСТ 24705-2004 (ИСО 724:1993) — Резьба метрическая. Основные размеры.
- ГОСТ 9150-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Профиль.
- ГОСТ 8724-2002 — Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
- ISO 965-1:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики.
- ISO 965-2:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
- ISO 965-3:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы.
- ISO 965-4:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.
- ISO 965-5:1998 — Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации.
- ISO 68-1 — Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба.
- ISO 261:1998 — Резьбы метрические ИСО общего назначения. Общий вид.
- ISO 262:1998 — Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек.
- BS 3643 — ISO metric screw threads.
- DIN 13-12-1988 — Резьбы метрические ИСО основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов.
- ANSI B1.13M, ANSI B1.18M — Метрическая резьба М с профилем базирующимся на стандарте ISO 68.
Условное обозначение: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36х1,5; такая же по диаметру и шагу но левая резьба М36х1,5LH.
| 0.075 | 0.25 | 0.8 | 2 |
| 0.08 | 0.25 | 0.8 | 2.5 |
| 0.09 | 0.3 | 1 | 2.5 |
| 0.1 | 0.35 | 1 | 2.5 |
| 0.1 | 0.35 | 1.25 | 3 |
| 0.125 | 0.4 | 1.25 | 3 |
| 0.125 | 0.45 | 1.5 | 3 |
| 0.15 | 0.45 | 1.5 | 3 |
| 0.175 | 0.5 | 1.75 | 3 |
| 0.2 | 0.6 | 2 | 3.5 |
| 0.225 | 0.7 | 2 | 3.5 |
| 0.25 | 0.75 | 2 |
Метрическая коническая, MK
Конусность 1:16 (угол конуса φ=3°34’48″). Предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств. Существует два варианта резьбового конического соединения: коническая наружная резьба с конической внутренней резьбой и коническая наружная резьба с цилиндрической внутренней резьбой.
Стандарт: ГОСТ 25229-82 — Основные нормы взаимозаменяемости. Резьба метрическая коническая.
Условное обозначение: буквы MK, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 24 мм с шагом 1,5 мм обозначается как MK 24×1,5.
Цилиндрическая, MJ
Цилиндрическая резьба основана на метрической резьбе (М) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°, предназначена для аэрокосмической техники и других применений требующих высокую усталостную прочность и жаропрочность. Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличенный радиус от 0,15011P до 0,180424P. Внутренняя резьба MJ совместима с внешней резьбой M при совпадении номинального диаметра и шага.
- ГОСТ 30892-2002 (ИСО 5855-1-99, ИСО 5855-2-99, ИСО 5855-3-99) — Резьба метрическая с профилем MJ. Профиль, диаметры и шаги, допуски
- ISO 5855-1:1999 — Aerospace — MJ threads — Part 1: General requirements
- ISO 5855-2:1999 — Aerospace — MJ threads — Part 2: Limit dimensions for bolts and nuts
- ISO 5855-3:1999 — Aerospace — MJ threads — Part 3: Limit dimensions for fittings for fluid systems
- ANSI/ASME B1.21M-1997 (R2003) — Метрическая резьба. MJ профиль. (англ.Metric Screw Threads — MJ Profile ).
Условное обозначение: буквы MJ, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов. Например, наружная резьба с номинальным диаметром 6 мм, шагом 1 мм, полем допуска среднего диаметра 4h и полем допуска диаметра выступов 6h обозначается как MJ6x1—4h6hна поверхности вала .
Трубная цилиндрическая, G
Дюймовая резьба основанная на резьбе BSW (British Standard Whitworth) и соответствует резьбе BSP (British standard pipe thread), имеет четыре значения шагов 28,19,14,11 ниток на дюйм. Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Стандарты: ГОСТ 6357-81 — Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Условное обозначение: буква G, числовое значение условного прохода трубы в дюймах (inch), класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/8″, класс точности А — обозначается как G1 1/8-A.
Следует иметь в виду, что номинальный размер резьбы соответствует просвету трубы в дюймах. Наружный диаметр трубы находится в некоторой пропорции с этим размером.
Трубная коническая, R
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34’48″). Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Стандарты: ГОСТ 6211-81 — Основные нормы взаимозаменяемости. Резьба трубная коническая. ISO R7, DIN 2999, BS 21 , JIS B 0203.
Условное обозначение: буква R для наружной резьбы и Rc для внутренней, числовое значение номинального диаметра резьбы в дюймах (inch), буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″ — обозначается как: R1 1/4″.
Круглая для санитарно-технической арматуры, Кр
Профиль круглой резьбы образован окружностями, на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30°. Резьба применяется для шпинделей, вентилей, смесителей, туалетных и водопроводных кранов.
Стандарт: ГОСТ 13536-68 Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски.
Условное обозначение круглой резьбы: буквы Кр, номинальный диаметр резьбы, шаг и обозначение стандарта.
Трапецеидальная, Tr
Метрическая резьба с углом профиля при вершине 30°, теоретическая высота профиля Н=0,866Р.
Стандарт: ГОСТ 9484-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили. ГОСТ 24737-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Основные размеры.
ГОСТ 24738-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Диаметры и шаги. 24739-81 — Основные нормы взаимозаменяемости. Резьба трапецеидальная многозаходная.
Условное обозначение однозаходной резьбы: буква Tr (trapezoidal), числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска. Например, однозаходная наружная резьба с номинальным диаметром 50 мм с шагом 8 мм обозначается как Tr50х8-7е; такая же по диаметру и шагу, но левая резьба Tr50х8LH-7е.
Упорная, S
Метрическая резьба с углом наклона боковых сторон профиля 30° и 3°.
Стандарт: ГОСТ 10177-82 — Основные нормы взаимозаменяемости. Резьба упорная. Профиль и основные размеры. Условное обозначение резьбы: буква S, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение поля допуска.
Условное обозначение многозаходной резьбы: буква S, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение хода, в скобках Р с числовым значением шага, буквы LH для левой резьбы и обозначение поля допуска.
Упорная усиленная, S45°
ГОСТ 13535-87 Основные нормы взаимозаменяемости. Резьба упорная усиленная 45 градусов
Резьба с углом наклона боковых сторон профиля 45° и 3°, с номинальным диаметром от 80 до 2000 мм.
Условное обозначение резьбы: буква S, значение угла 45°, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы и обозначение Тт.
Эдисона круглая, E
Применяется для электротехнических изделий, например цоколь ламп накаливания, см. также цоколь Эдисона.
Стандарт: ГОСТ 6042-83 Резьба Эдисона круглая. Профили, размеры и предельные размеры.
Условное обозначение резьбы: Буква E, номер резьбы, если резьба для неметаллических элементов буква N через наклонную черту (/) и номер ГОСТа, например E 27 ГОСТ 6042-83 или E 27/N ГОСТ 6042-83.
Метрическая EG-M
Метрическая резьба ISO для резьбовых втулок и проволочных резьбовых вставок. Применяется в качестве усиления несущей способности резьбы или (и) ремонт повреждённой резьбы в теле детали [2] [3] .
Дюймовая цилиндрическая UTS
UTS (Unified Thread Standard) — дюймовая цилиндрическая резьба, широко распространена в США и Канаде. Угол при вершине 60°, теoретическая высота профиля H=0,866025P. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special) [4] . Крайне широко распространена UNC 1/4 (1/4″x1.25mm).
Она присутствует в креплении практически всех современных цифровых и пленочных фото- и видеокамер (а также штативов) малого формата. Её параметры , D=6.35mm, D1=4.975mm, шаг 20 ниток на дюйм (1.25мм). До неё для крепления фототехники такой-же популярностью пользовалась резьба 3/8″ с шагом 16 ниток на дюйм (1.5875mm) D=9.525mm, D1=7.806mm. Российские стандарты: ГОСТ 3362-75 «Фото- и киноаппараты.
Штативное соединение. Присоединительные размеры».
Дюймовая BSW
BSW (British Standard Whitworth) — дюймовая резьба. Является Британским стандартом, предложена Джозефом Витуортом (Joseph Whitworth) в 1841 году, угол при вершине 55°, теоретическая высота профиля H=0,960491P. Резьба с мелким шагом называется: BSF (British Standard Fine).
Дюймовая трубная NPT
NPT (National pipe thread). Стандарты ANSI/ASME B1.20.1 дюймовой трубной присоединительной резьбы. Конусной (NPT) с конусностью 1:16 (угол конуса φ=3°34’48″) или цилиндрической (NPS). Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р.
Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65.
Стандарт:
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 градусов. Пример условного обозначения конической резьбы 3/4″: К 3/4″ ГОСТ 6111-52.
Резьбы нефтяного сортамента
Резьбы нефтяного сортамента предназначены для соединения труб в нефтяных скважинах. Являются коническими для обеспечения высокой герметичности. По форме профиля бывают треугольные, с углом профиля 60°, и трапецеидальные неравнобочные, с углами от 5° до 60° (так называемая резьба Батресс).
Резьбы нефтяного сортамента в основном выполняются в соответствии со стандартами Американского института нефти (API). Российские стандарты: ГОСТ Р 53366-2009 -Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтянной и газовой промышленности. Общие технические условия.ГОСТ 631-65 — Трубы бурильные с высаженными концами и муфты к ним.
ГОСТ 632-70 — Трубы обсадные и муфты к ним. ГОСТ 633-80 — Трубы насосно-компрессорные и муфты к ним.
Способы изготовления
Применяются следующие способы получения резьб:
- лезвийная обработка резанием;
- абразивная обработка; ;
- выдавливание прессованием; ;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
- нарезание наружных резьб плашками;
- нарезание внутренних резьб метчиками;
- точение наружных и внутренних резьб резьбовыми резцами и гребёнками;
- резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
- нарезание наружных и внутренних резьб резьбонарезными головками;
- вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
- накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей;
- накатывание наружных и внутренних резьб резьбонакатными головками;
- накатывание наружных резьб плоскими плашками;
- накатывание наружных резьб инструментом ролик-сегмент;
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твёрдых сплавов, керамики и т. п.
Историческая справка

Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако, в 2011 г. группа ученых из Технологического института Карлсруэ опубликовала в журнале Science статью [5] о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус (англ.
Trigonopterus ) , обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) – аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретеный Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале н. э. Однако, из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил еще более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт (Joseph Whitworth) разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями.
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускающее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, используемых на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А.
К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Акме (Acme).
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Источник dic.academic.ru