Натуральная древесина отличается экологической чистотой и невероятным благородством, поэтому она ценится во все времена, не смотря на то, что строительный рынок оккупировали инновационные материалы. Возведение брусовых домов для круглогодичного или сезонного проживания вышло на качественно новый уровень благодаря огромному количеству достоинств материала, а также усовершенствованным методам его обработки и укладки.
Такое жилище имеет привлекательный внешний вид, что немаловажно, особенно для людей, ценящих эстетику во всем. Что же это за материал и что нужно, чтобы построить дом из бруса, расскажет данная инструкция.
Выбор сорта древесины
Перед тем как ознакомиться с самой конструкцией и узнать особенности ее монтажа, предлагаем рассмотреть характеристики используемых для данных целей пород дерева. В настоящее время производители отдают предпочтение хвойной древесине:
Очень редко, но все же, в данном сегменте встречаются и лиственные деревья, к примеру, береза. Ошибочно может показаться, что хвойные материалы идентичны, однако у них есть существенные отличия, и мы не можем о них не упомянуть:
Построили самый бюджетный в мире дом. Пошаговый процесс строительства
- самые доступные по цене считаются ель и пихта;
- ель позволяет достичь равномерной цветовой окраски, так как для такого материала характерна идеальная однотонность;
- у пихты очень красивые волокна, но, к сожалению, она менее недолговечна. Спустя 2 года после того, как будет готов сруб, вы столкнетесь с тем, что некоторые волокна начнут темнеть;
- дачные дома из лиственницы наиболее практичны, ведь такой материал абсолютно не боится влажной среды, отличается долговечностью, и именно в этом состоят его плюсы;
- брус из березы популярен по причине доступной цены, но качество здесь также не высокое, что не подходит для возведения загородных жилищ, поэтому специалисты категорически не советуют рассматривать такую древесину, также как и пихту, в качестве сырья, так как здесь минусы явно перевешивают плюсы.
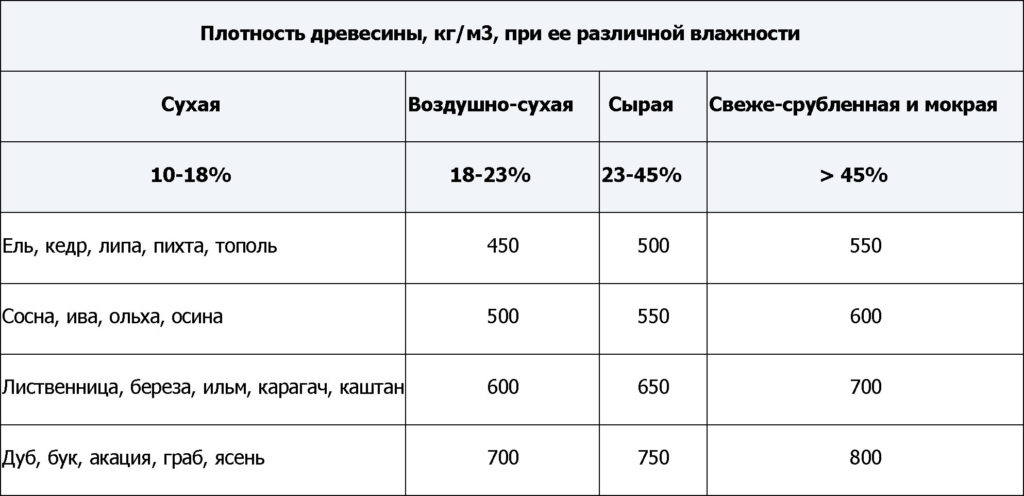
Перед тем, как приступить к сборке сруба, нужно обратить внимание на влажность бруса. Не проверив ее уровень, который должен находиться в пределах 23%, материал применять нельзя. Если пренебречь этим правилом, через какое-то время можно столкнуться с сильным растрескиванием конструкции. Поэтому на этапе приемки рекомендуем приобрести или взять в аренду влагомер, при помощи которого вы легко измерите влажность поступившего бруса.
Сейчас заготовки сушат либо естественным способом, либо при помощи сушильных камер. В первом случае мы сталкиваемся с длительным процессом, поэтому современные производители отдают предпочтение камерной сушке. Такой процесс происходит быстро, но здесь затраты на оплату энергоносителя увеличиваются, материал дорожает и это сказывается на конечной стоимости для покупателя.
Описание и характеристики
Брус – это бревно со стесанными краями, преимущественно квадратного сечения, может иметь различные размеры сечения. Данная конфигурация полна преимуществ, и прежде всего, это соответствие толщины по всей длине, что упрощает отделочный процесс загородных построек. Также здесь можно сэкономить на утеплителе. Особые свойства древесина приобретает после того, как будет обработана специальными пропитками, защищающими от влаги, горения, а также гнилостных процессов.
Соединение элементов
Самой простой связкой можно назвать «встык», и именно такой системой снабжены изделия, из которых строят дачные срубы эконом класса. Его можно собрать самому легко и быстро, но нужно помнить о «холодном» замке, который нужно дополнительно утеплять, чтобы предотвратить попадание сквозняков и холодных воздушных масс в жилые помещения.

Профилированный брус
Имеет специальную гребенчатую геометрию стыка, что делает соединение очень плотным и непродуваемым. Сейчас очень часто для круглогодичного проживания строят сооружения именно из такого материала, ведь он обладает неоспоримыми преимуществами перед обычным брусом.

Профилированный брус производят из цельных бревен, которые строгаются со всех сторон, имеют идеальный уровень влажности, и отличаются одинаковой толщиной по всей длине.
Плюсы и минусы профилированного материала
К преимуществам данной технологии можно отнести:
- простую схема монтажа;
- строго выверенные габариты пиломатериалов, заданные профессиональным оборудованием;
- соединения в виде посадочных чаш и пазов предотвращают растрескивание древесины в процессе круглогодичной эксплуатации
Если говорить о недостатках, то кроме высокой стоимости, связанной с дороговизной дерева, профилированный брус ничем не грешит, а самое главное то, что независимо от метода сушки, этот современный тип древесины позволяет возводить качественные и теплые дома за короткое время. Подробнее о строительстве дома из профилированного бруса.
Клееная конструкция
Производство изделий данного типа заключается в использовании склеенных между собой ламелей. Чтобы готовый продукт современной промышленности, был прочным и служил долго, внимательно контролируют процесс его сушки. Технологическая инструкция склеивания отдельных сегментов предполагает размещение лучших сортов древесины в наружной части клееного бруса.

Между собой брусья скрепляются при помощи шипов и пазов, что весьма практично и просто в реализации. Технология возведения таких домов доступна даже для неопытных застройщиков, благодаря чему каждый желающий сможет выполнить большую часть работ своими руками. Готовая конструкция отличается легкостью, сруб устойчив к гниению, его элементы не растрескиваются и не боятся агрессивных проявлений окружающей среды.
Те люди, которым посчастливилось использовать брусовые дома для постоянного проживания, отметили, насколько они теплые и уютные. Они быстро прогреваются и долго поддерживают оптимальную температуру внутри помещений. Как и в предыдущем случае, минусы данного типа бруса сводятся к высокой стоимости материала, а плюсы здесь очевидны. Подробнее о плюсах и минусах домов из клееного бруса.
Технология строительства
Сейчас наиболее востребованными являются одноэтажные срубы, однако вы можете выбрать для себя любой проект, в том числе в несколько уровней, здесь все зависит от пожеланий и возможностей застройщиков. Рассмотрим пошаговую схему строительства загородного брусового дома.
Фундамент
Прежде всего необходимо выбрать тип фундамента. Он должен быть достаточно прочным, чтобы надежно выдерживать массу дома с кровлей. Вы можете остановить свой выбор на ленточном фундаменте мелкого заложения — это самый распространенный и универсальный вариант.
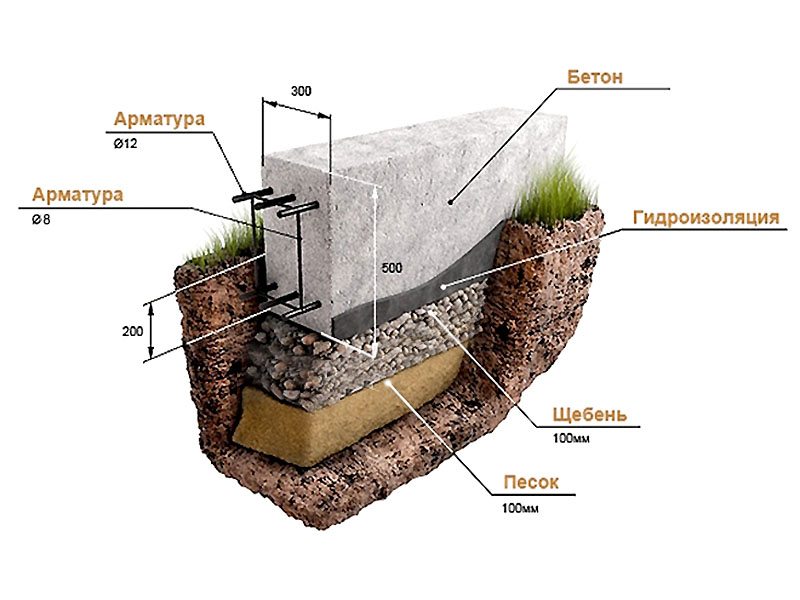
Но если грунт на участке отличается рыхлостью, отдайте предпочтение свайному фундаменту с ростверком, а схема его закладки выглядит так:
- проводится разметка участка с выделением границ будущего дома;
- копается траншея с глубиной ниже точки промерзания почвы (не менее 60 см);
- траншея снабжается песчано-гравийной подушкой, при этом каждый слой трамбуется для выдавливания воздуха из сыпучих пород;
- заливается бетонный раствор.
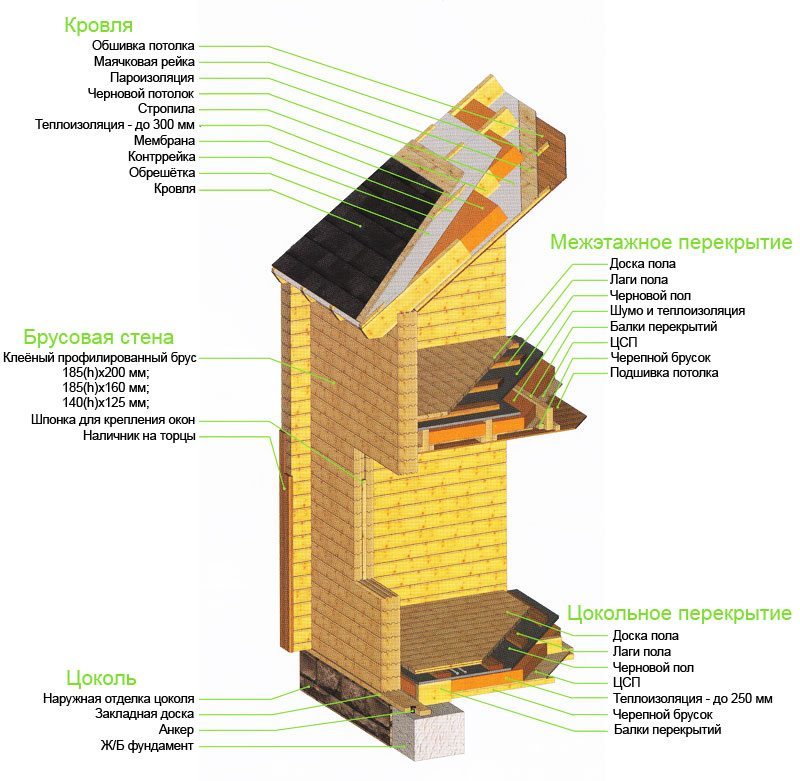
Устройство конструкций дома
Первый венец укладывается поверх горизонтальной гидроизоляции. Ее функцию может выполнять обычный рубероид, застеленный на фундаментную стяжку. Следите за тем, чтобы рубероид был шире готовой основы на 35 – 40 см.
Очень важно, чтобы все деревянные элементы были предварительно обработаны антисептическими средствами, ведь даже если вы смонтируете дачные постройки из сверхпрочной древесины, она со временем может утратить свои свойства под влиянием внешних факторов, что приведет к гниению материала и, как следствие, к деформации конструкции.
Особенности соединения венцов
Прочность брусовых стен обеспечивается благодаря особому методу крепления. Сруб собирается по методу шип-паз. Стартовая доска должна прочно фиксироваться к фундаменту, а укладывают ее как на изоляцию, так и на сбитый из реек каркас (обрешетку). Венцы связываются между собой деревянными или металлическим нагелями.
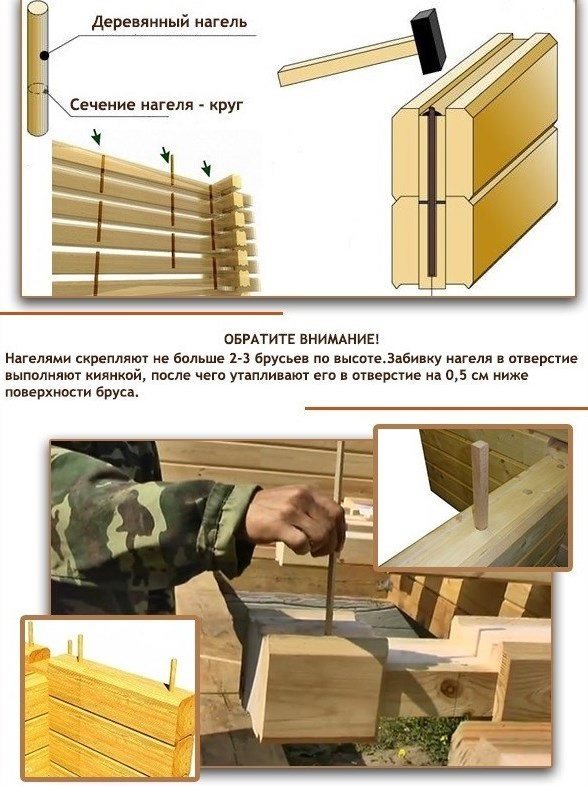
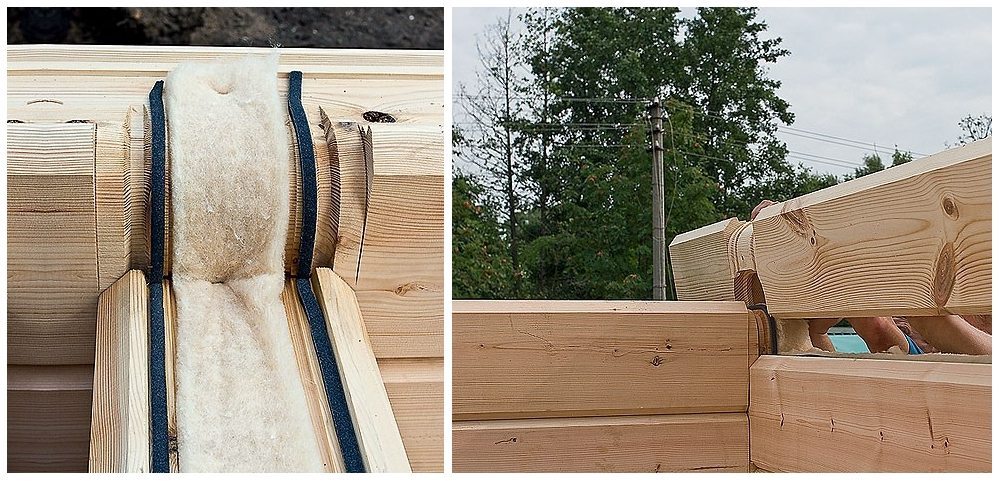
Все последующие венцы монтируются на уплотнитель, предотвращающий появление конденсата и плесневой инфекции. Благодаря межвенцовому уплотнителю сруб приобретает дополнительную прочность и герметичность.
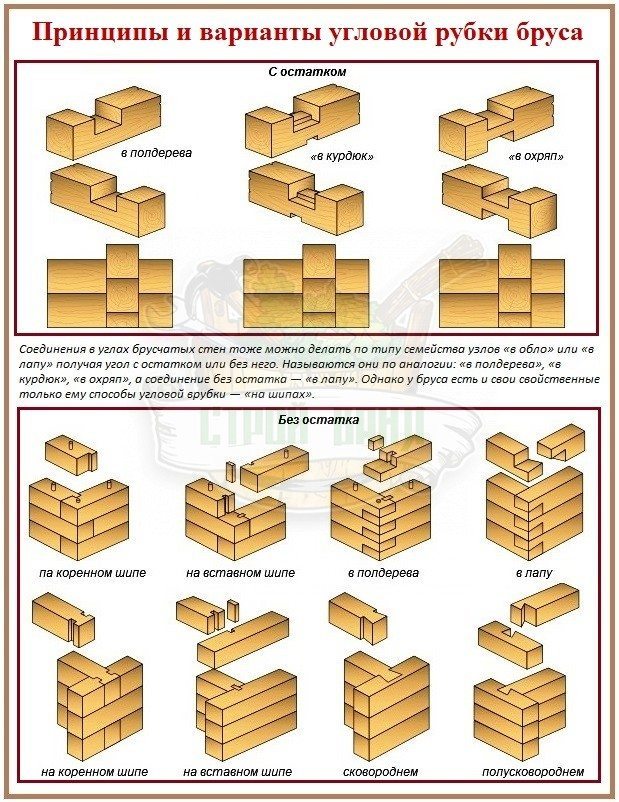
Угловые соединения
Удлинение бруса
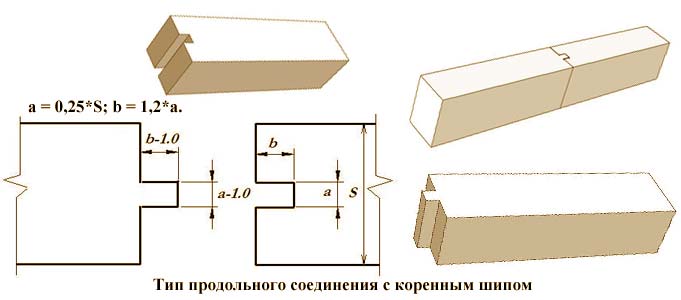
По неопытности может показаться, что недостаток брусового сруба заключаются в несовпадении длины их стен с длиной бревна, но это абсолютно не проблема, если обеспечить качественную стыковку швов. Все что нужно в данном случае, это немного смещать каждый следующий стык, что позволит избежать образования длинного непрерывного шва. Этот метод отдаленно напоминает перевязку кирпичной кладки и он достаточно прост в реализации.
Кровля и полы
Кровельные работы здесь такие же, как и при строительстве любого другого дома, будь он из кирпича или пеноблоков. Изначально монтируется стропильная система, затем проводятся теплоизоляционные работы и в самом конце делается кровля. Также устанавливаются ливневки и все необходимые дополнительные элементы кровли, выбор которых зависит от конфигурации крыши. Чаще всего дачные дома комплектуются двускатной крышей, но здесь все зависит от проекта и пожеланий владельца. Читайте подробнее об устройстве стропильной системы двускатной крыши.
Укладка полов также проводится по стандартной конструкции деревянных перекрытий.
Напольное покрытие может укладываться несколькими способами, но наиболее оптимальным вариантом являются «плавающие» полы, ведь они не создают шума и наоборот, благодаря особой конструкции поглощают посторонние звуки. Рекомендуем ознакомиться со статьей о шумоизоляции деревянных перекрытий.
Что касается выбора декоративных материалов, то они подбираются индивидуально на свой вкус. Это может быть вагонка, обшивка гипсокартонном с последующей покраской или оклейкой обоями. Подробнее о внутренней отделке домов из бруса.
Сопоставив плюсы и минусы технологий и самого строительного процесса, можно с уверенностью сказать, что преимущества здесь перевешивают с огромным отрывом. Если у вас нет готовой дачи, но есть участок и твердое желание иметь свой дом, советуем остановить свой выбор на брусовом доме.
Источник: domzastroika.ru
Понятие технологического процесса. Структура и организация технологических процессов
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.

Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.

Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.

Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками [2] .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.

Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.

Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы.
В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Этапы технологического процесса
Технологические процессы
ИТ отличается от информационной системы тем, что помимо технических и программных средств обработки данных обязательно включает в себя регламенты (организационно-методическое обеспечение), описывающие организацию процессов обработки данных. Эти процессы принято называть технологическими.
Технологический процесс (ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарный технологический процесс (технологическая операция) — наименьшая часть технологического процесса, обладающая всеми его свойствами. Т.е. это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии.
Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к БД и т.д.
Технологический процесс обработки данных можно разделить на 4 укрупненных этапа:
1. Начальный (первичный). Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т.д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
— механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т.д.);
— автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей;
— автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
2. Подготовительный (прием, контроль, регистрация входной информации и перенос ее на машинный носитель). Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод;
3. Основной. Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
4. Заключительный (контроль, выпуск и передача результатной информации, ее размножение и хранение).
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.

Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Этапы ТП [ править | править код ]
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
- «Начальный или первичный». Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
- механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
- автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
Чтобы быстро и правильно обработать деталь, нужно заранее предусмотреть наиболее целесообразную последовательность обработки, выбрать станок, на котором должна производиться обработка, выбрать режущие и измерительные инструменты, а также приспособления, необходимые для обработки, назначить режимы резания. Эти данные, определяющие весь процесс обработки заготовки до ее превращения в готовую деталь, установленные заранее техническим документом, составляют технологический процесс
Технологический процесс является основой организации всего производства. На основании разработанного технологического процесса определяется количество необходимого оборудования, инструмента и приспособлений, число рабочих и обслуживающего персонала для выполнения заданной программы по выпуску деталей.
Технологический процесс связывает между собой все звенья производства. Поэтому точное соблюдение установленного технологического процесса является необходимым условием правильной организации производства. Технологический процесс на производстве является законом, который никому нельзя нарушать.
Элементы технологического процесса
Технологический процесс может состоять из одной или нескольких операций.
называется законченная часть технологического процесса обработки одной или нескольких деталей, которая выполняется на одном станке одним рабочим.
Новая операция начинается тогда, когда рабочий, закончив часть обработки у всей партии деталей, приступает к дальнейшей обработке той же партии деталей, либо переходит к обработке новых деталей.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Операционная технология мехобработки: специфика разработки
При выборе оптимального варианта очередности механообработки металлоизделия необходимо учитывать два основных фактора:
- тип производства;
- требования, которым должно соответствовать качество обработанной детали.

На предприятиях, специализирующихся на выпуске единичной продукции, технологические операции включают множество переходов и установов. Этим обуславливается необходимость часто сменять металлорежущий инструмент и настраивать его, что ведет к увеличению вспомогательного времени и другим последствиям.
Для предприятий, выпускающих детали сериями, характерны техпроцессы, в которых одноименные операции разделяются на основные и вспомогательные переходы. В одной операции не предусмотрена переустановка заготовки, а режущий инструмент меняется минимальное количество раз, из-за чего сокращается время на его подналадку.
Оценить требования, предъявляемые по отношению к качеству готовой детали, при создании техпроцесса мехобработки детали удастся, если учитывать ряд аспектов. К примеру, техпроцесс должен подчиняться структурной схеме. Каждый этап операционной технологии неразрывно связан с методом механической обработки и ее точностью. При необходимости получить поверхностный слой детали с твердостью более HRC 35 нужно в ходе работ сменить лезвийный инструмент абразивным.
Перейти к списку статей >>
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.
Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Особенно важно это для крупногабаритных и сложных деталей, установка которых отнимает много времени.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
1.1.. Технологический процесс и его структура
Технологическим процессом
по ГОСТ 3.1109 — 82 называется часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
В результате этих действий последовательно изменяются и контролируются размеры, форма, шероховатость поверхности, внешний вид и внутренние свойства изделий.
В зависимости от вида действий различают технологические процессы механической обработки, сборки, литья, обработки давлением, термообработки, нанесения покрытий и. т. д.
Технологический процесс состоит из технологических операций. Технологической операцией
по ГОСТ 3.1 109 — 82 называется часть технологического процесса, выполняемая на одном рабочем месте.
Операция может включать неоднократную установку и снятие заготовки, смену инструмента, вида обработки, приспособлений, контрольно-измерительных устройств, т.е. совокупность всех действий, которые осуществляются на данном рабочем месте над одним изделием без перехода к обработке другого изделия.
В технологической документации на технологический процесс наименование операции механической обработки записывается именем прилагательным от станочной группы, к которой принадлежит используемый на данной операции станок. Например: токарная, фрезерная, сверлильная и. т. д. Нумеруются операции цифрами кратными 5. Например: 005, 010, 015 и. т. д. Это необходимо для резервирования позиций при внесении изменений в технологический процесс.
Последовательность технологических операций обработки или сборки изделий называется технологическим маршрутом
Технологический переход
– законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход
— законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Примерами вспомогательного перехода являются закрепление заготовки на станке, смена инструмента и т.д. Наименование перехода записывается глаголом в неопределенной форме, который соответствует выполняемому действию. Например: установить, снять, переустановить.
Рабочий ход
— законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменениями формы, размеров, качества поверхности или свойств заготовки.
Вспомогательный ход
— законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода.
— часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Если два и более перехода выполняются при неизменном закреплении заготовки, то говорят, что эти переходы выполняются за один установ.
— фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
Изменение позиции заготовки относительно инструмента производится с помощью различных поворотных устройств и на станках револьверного типа. В технологической документации позиции обозначаются римскими цифрами (I, II, …,V,…,Х)
— законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединяемых одним целевым назначением.
Например, вспомогательный переход “установить и снять заготовку” включает следующие приемы: взять заготовку, установить ее в приспособление, закрепить, включить вращение шпинделя станка, выключить вращение шпинделя станка (после обработки), открепить заготовку, снять заготовку со станка. Рассмотрим структуру операции на следующем примерах.
Источник: strata.su