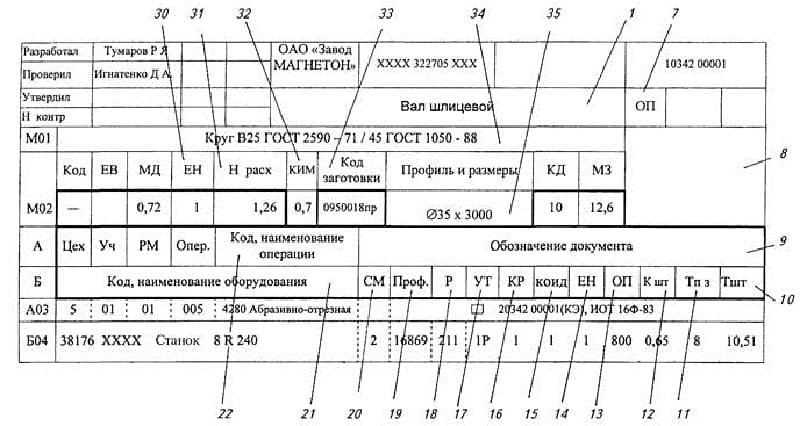
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции
Эти данные считаются важным, указываются во всех документах.
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
Тема 2. Типовой ППР и типовая технологическая карта.
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию
Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров
Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции
Эти данные считаются важным, указываются во всех документах.
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию
Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров
Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы.
В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Маршрутная технологическая карта
Маршрутная технологическая карта устанавливает последовательность прохождения обрабатываемого объекта ( детали, узла, прибора) по цехам и дает описание всех операций, производимых над деталью без выделения каждой операции отдельным документом.
Маршрутная технологическая карта применяется в индивидуальном и серийном производстве в тех случаях, когда не требуется точной деталировки процесса и нет твердого закрепления той или иной детали за определенным оборудованием на длительное время. Рабочему эта карта дает немного: без чертежа ею пользоваться нельзя.
Маршрутная технологическая карта включает последовательный перечень укрупненных операций обработки деталей. Маршрутная технологическая карта является основным технологическим документом опытного или единичного производства. Обработка детали по маршрутной технологической карте требует рабочих высокой квалификации и наличия на рабочем месте чертежа обрабатываемой детали.
Маршрутная технологическая карта устанавливает последовательность прохождения обрабатываемого объекта ( детали, узлы, приборы или изделия) по цехам и мастерским, дает описание всех операций, производимых над объектом, без выделения каждой операции отдельным документом. Эта карта применяется в единичном и мелкосерийном производстве в тех случаях, когда не требуется точной деталировки технологического процесса и нет твердого закрепления обрабатываемого объекта за определенным оборудованием на длительное время. В маршрутной карте указывают данные об основном материале и размерах заготовки, перечисляют цехи и мастерские, в которых должна производиться обработка, приводят перечень операций, сообщают сведения об основном оборудовании и технологическом оснащении, профессии и разряде рабочего, а также нормировочные сведения.
Маршрутная технологическая карта механической обработки содержит перечень всех операций, названия цехов, участков и отделений, где должна обрабатываться заготовка; данные о применяемых станках, принадлежностях и инструменте; указания о специальности и разряде рабочего, который будет изготовлять деталь; нормированное время и др. Эта карта применяется главным образом для работ по планированию производства.
Общая, или маршрутная, технологическая карта составляется на каждое изделие. На основании ее выполняются операционные и другие технологические документы, а также проектируются приспособление и оборудование, схематично указанное на обЩей карте. В технологических картах подробно и последовательно записаны производственные процессы изготовления каждой детали, сборочной единицы, изделия.
В карте 6 приведена маршрутная технологическая карта обработки этого картера на агрегатных станках на выпуск 50 шт.
На основании дефектной ведомости составляется маршрутная технологическая карта ремонта ; после разборки двигателя производится распределение дефектных частей по двум основным направлениям: в обмоточный цех, слесарно-механический цех.
Припуски следует рассчитывать параллельно и после разработки маршрутной и технологической карты . На основе технологического процесса определяют характер и расчетную величину промежуточных припусков и, как следствие, общий припуск.
Технологический процесс оформляется следующими техническими документами: маршрутными технологическими картами , опера-ционно-технологическими картами, производственными инструкциями.
После дефектации требующие ремонта поврежденные части и детали трансформатора направляют с сопроводительной маршрутной технологической картой ремонта в соответствующие отделы электроцеха.
После дефекташш требующие ремонта поврежденные части и детали трансформатора направляют с сопроводительной маршрутной технологической картой ремонта в соответствующие отделы электроцеха.
На электроприборостроительных заводах, в основном, применяются два вида технологических карт: маршрутная технологическая карта и операционно-технологическая карта.
Исходными данными для ведения статистических методов контроля являются показатели качества, определяемые по маршрутным и технологическим картам , границы регулирования, объем выборки и периодичность ее контроля.
Контроль качества выполняемых сварочных работ
Контроль производства сварочных работ, их процесс и результаты фиксируются в специальных формах или журналах сварочного производства. В журналы заносятся итоги выполнения каждого процесса, полученного шва с их нумерацией, изометрические чертежи свариваемых объектов, данные по материалам, требования к сборке.
Контроль за качеством швов осуществляют рядом методов, например:
- проверка плотности шва;
- испытания на прочность механическими методами;
- металлографический анализ;
- рентгеновское зондирование и гамма-лучами;
- с помощью ультразвука и магнитных методов.
Именно карта технологического процесса сварки гарантирует повторяемость каждой процедуры — возможность воспроизведения тестового соединения для каждого шва.
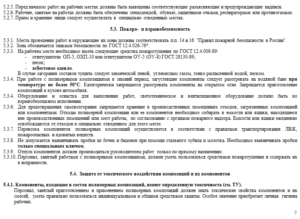
Функциональная схема сварочного процесса
Стержневой электрод (диаметр 1,5-10 мм) закреплен в электрододержателей. Соприкосновение электрода с поверхностью металла вызывает электрозамыкание цепи и разогрев торца электрода. При отодвигании электрода на 3-5 мм от металла возникает дуговой разряд, который поддерживает электрический ток. Происходит интенсивный локальный разогрев, вызывающий плавление детали.
К этому расплаву добавляется металл с торца электрода. Образуется совместная «сварочная ванна». Метод сварки, форма электродов и сварного шва, а также все тонкости процесса фиксируются в заранее составленной карте технологического процесса сварки.
Аттестованный сварщик, строго следуя технологической карте, отслеживает неизменность дугового зазора при соединении свариваемых краев, а также создающийся при кристаллизации расплавленного металла валик-шов.
Здесь 1.Ориентация сварочного процесса; 2.Экранирующая оболочка электрода; 3.Проволока, добавляемая в качестве плавящегося материала; 4.Газ, защищающий от воздушной атмосферы; 5.Сварочная ванна; 6.Шов, возникающий в процессе работы; 7.Свариваемая деталь.
Работа с неплавящимся вольфрамовым электродом часто требует добавку присадки из проволоки. В рабочую область для защиты от примесей из воздуха вводится инертный газ. Этот метод характеризуется возможностью точного контроля и для ручной сварки, и для механизированного процесса.
Сварка металлоконструкций допускает различные виды соединений деталей: встык, угловое, с напуском и тавровое.
Группы из разных видов сварных швов различают:
- По позиции в пространстве – снизу, горизонтально, вертикально и на потолке.
- Касательно к прикладываемому напряжению – с флангов, с торцов, в комбинации, наклонное.
- По протяженности – непрерывные или нет.
- По степени округлости – ровные, выпуклые или вогнутые.
- По типу сочленения – в стык или углом (валиком).
Все это многообразие учитывается при написании технологической карты для сварки металлоконструкций.
Карта начинается с описания возможной сферы применения. В ней подробно указываются типы металлоконструкций, по отношению к которым применима данная технология, расписывается расположение деталей и углы креплений. Определяется температурный режим.
Ядром техкарты выступает сварочный маршрут и его технические характеристики. Он подразделяется на разделы:
- Начальная подготовка работ и правила их проведения.
- Типы работ.
- Последовательность этапов.
- Схемы, конструкторские чертежи, их описание по каждому процессу.
- Техника безопасности и условия труда.
- Численность и квалификация аттестованных работников, длительность работы.
- Расходные материалы, их количество.
Четко проработанный маршрут технологического процесса дает возможность заранее оценить технические и материальные расходы, сроки работ и экономическую эффективность.
Завершающим разделом техкарты является экономический расчет необходимых материальных и людских ресурсов.
Технологическая карта на сварку стальных труб идентична вышеприведенной карте по форме, но несколько отличается по информации.
В этот документ включены следующие данные:
- Область применимости техкарты, для каких объектов она работает.
- Общие положения и рекомендации по проведению работ.
- Описание технологии и требования по организации рабочего процесса.
- Контроль качества работ.
- Условия для проведения работ и техника безопасности.
- Перечень используемой нормативной документации и ГОСТов.
- Техкарты по каждому виду сварки.
Инструкции готовятся по каждой операции в отдельности, по всей их совокупности и последовательности, по предварительному контролю свариваемых объектов на предмет неисправностей, чистоты и дефектов. Обязательно следование технике безопасности работ и противопожарным, требованиям охраны труда при подготовке рабочей площадки.
Все действия необходимо исполнять согласно операционным техкартам, входящим в технологическую карту процесса в целом. Качественность выполнения работ определяется по перечисленным там же методикам проверки швов.
В качестве примера приведем техкарту сварки трубопровода.
Образец и правила составления технологической карты
Технологическая карта составляется в виде обычного документа, в котором наряду с текстовой частью, как правило, присутствует и описание процесса в виде таблицы, схемы, рисунка, чертежа и т.п. Стандартная структура документа включает в себя такие разделы:
- Название.
- Область применения.
- Организация выполнения работ – описание условий, требований к сырью, оборудованию.
- Собственно алгоритм действий.
- Характеристики готового продукта (требования к нему).
- Данные по испытаниям в разных условиях – температура, влажность, уровень освещенности и др.
- Технико-экономические показатели (смета затрат на производство, в том числе трудовых ресурсов).
- Смета материалов и других ресурсов на единицу продукции.
- Техника безопасности во время изготовления продукта.
Наличие всех этих разделов необязательно. Однако в случае со сложными процессами, например, по возведению, ремонту строительных объектов обычно присутствуют все перечисленные пункты. При составлении технологической карты можно ориентироваться на готовые образцы для разных видов деятельности, представленные ниже.
Строительных работ
Для них составляют наиболее сложные технологические карты
В документе важно отразить не только исчерпывающую информацию по условиям процесса, последовательности действий и требованиям к готовому продукту, но и сослаться на соответствующие регламентирующие документы (ГОСТ и другие стандарты)
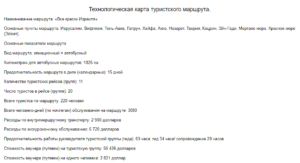
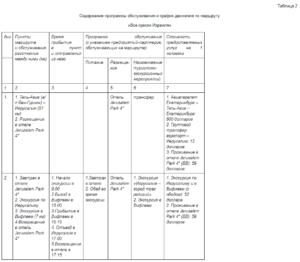
Маршрута
В этом случае документ содержит исчерпывающие сведения о маршруте – описание транспортного средства, количество человек, начальный, промежуточные и конечные пункты, планируемое время прибытия/убытия, состав передвигающейся группы и т.п.

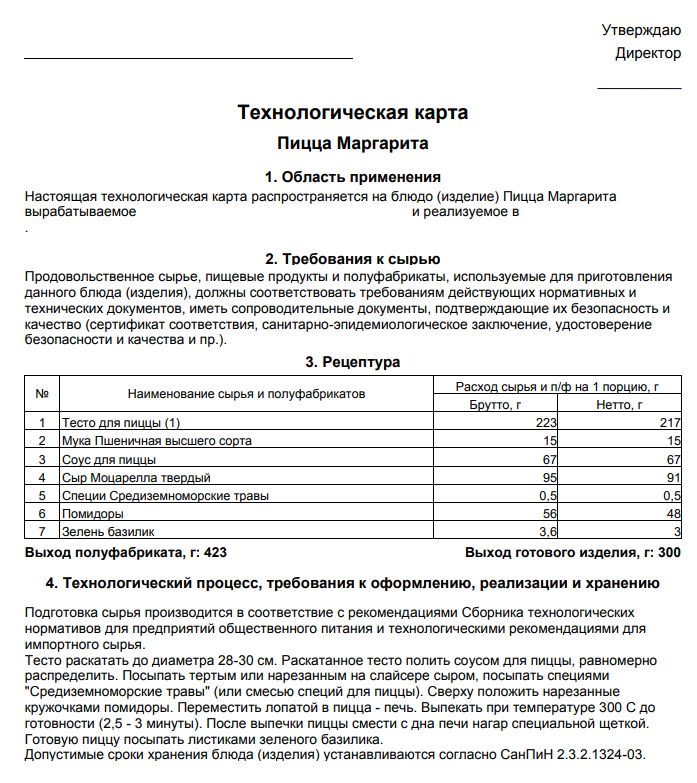
Пищевого производства
Это одни из наиболее простых видов карт, которые содержат не так много разделов, как, например, в случае со строительными работами. Достаточно описать базовые ингредиенты, их количество, а также последовательность действия для приготовления того или иного блюда.
Урока
Карта представляет собой схематическое изображение конспекта урока. В этом смысле документ напоминает план занятия с пошаговым описанием действий учителя и учащихся.
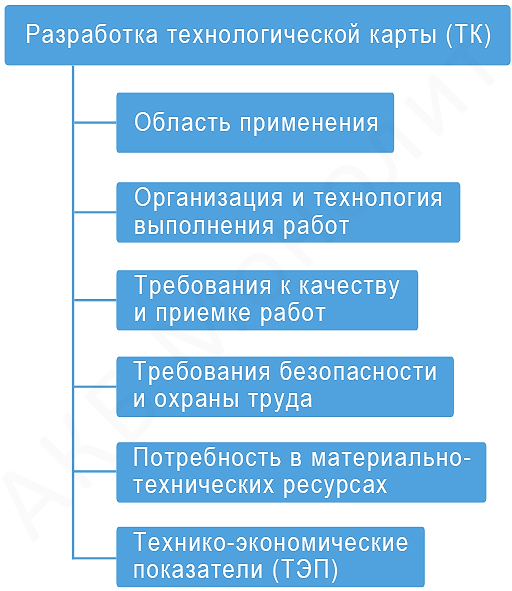
Разработка технологических карт – это процесс создания организационно-технологических документов для выполнения технологических процессов, определения состава операций, требований к качеству и охране труда.
АКБ Монолит занимается профессиональной разработкой технологических карт более 10 лет.
Наши специалисты разрабатывают технологические карты, которые содержат комплекс организационно-технологических решений с использованием наиболее эффективных и современных средств механизации, технологической оснастки, инструмента и приспособлений.
Технологическая карта является частью организационно-технологической документации и определяет правила выполнения технологического процесса, выбор средств технологического обеспечения, строительных машин, оборудования, необходимых материально-технических ресурсов, требования к качеству и приемке работ, а также мероприятия по охране труда, безопасности, охране окружающей среды и пожарной безопасности.
Источник: nadmash.ru
Что такое технологическая схема производства
Анализ технологической схемы производства необходим для определения наиболее опасных участков производства с точки зрения техногенной и пожарной безопасности.
В состав технологической части проекта и технологического регламента входит технологическая схема производства, за которой можно представить технологический процесс, который анализируется, и в целом оценить его пожарную опасность.
Технологическая схема пример
Технологическая схема
Технологическая схема производства – это последовательное описание или графическое изображение последовательности технологических операций (процессов) и соответствующих им аппаратов из превращения сырья на готовую продукцию.
Технологическая схема производства – это последовательный перечень всех операций и процессов обработки сырья, начиная с момента его приема и кончая выпуском готовой продукции, с указанием применяемых режимов обработки (длительности операции или процесса, температуры, степени измельчения и т.д.).
Полная
Полная технологическая схема – детальное графическое изображение и описание технологического процесса, включая все операции, аппараты, резервное оборудование, контрольно-измерительные приборы и автоматику, защитные устройства, системы регенерации тепла и веществ, резервную обвязку трубопроводами и тому подобное.
Полная технологическая схема необходима при детальном изучении технологии, но она не очень удобная при первичном изучении технологического процесса.
При первичном изучении производства лучше работать с принципиальной технологической схемой.
Принципиальная
Принципиальная технологическая схема содержит такую информацию:
- Последовательность технологических операций (нагревание, охлаждение, окрашивание, сушение, химические реакции, и тому подобное);
- Основное технологическое оборудование (теплообменные аппараты, ректификационной колонны, насосы, компрессоры, и тому подобное) без указывания количества однотипных аппаратов;
- Нормы технологического режима (давление, температура, концентрация, и тому подобное);
- Места ввода в процесс сырья и вспомогательных веществ и выхода из процесса готовой продукции, побочных продуктов и отходов производства.
Принципиальная технологическая схема дает информацию о физико-химической сути процессов, которые протекают в производстве, и, следовательно, часть начальных данных для анализа пожарной опасности данного производства.
Если при проведении пожарно-технического обследования или экспертизы проектных материалов у специалиста по пожарной безопасности нет принципиальной технологической схемы, но полна, рекомендуется упростить ее, превратив в принципиальную.
Эту работу могут выполнить как проектная организация или предприятие, так и специалисты, по пожарной безопасности.
Технологические схемы производства разделяют на такие типы:
- с открытой цепью;
- циклические (циркуляционные, круговые, замкнутые).
Схема с открытой цепью состоит из аппаратов, через которые все компоненты проходят лишь один раз. Циклическая схема предусматривает многоразовое возвращение к одному аппарату всех реагирующих масс или одной из фаз в гетерогенном процессе к достижению заданной степени превращения начальных веществ.
Технологическая схема имеет вид последовательных схематических изображений связанных между собой машин и аппаратов или же последовательных условных обозначений соединенных между собой операций.
Технологические аппараты на схеме изображают в виде упрощенных внешних очертаний элемента, стандартного условного обозначения, прямоугольников и других геометрических фигур.
Порядок разработки
При разработке принципиальной технологической схемы (превращении ли полной технологической схемы в принципиальную) необходимо придерживаться таких рекомендаций:
- показывать одну из нескольких однотипных технологических линий;
- показывать одну из нескольких однотипных операций или один из нескольких параллельных (или последовательных) однотипных аппаратов;
- изъять резервное оборудование;
- изъять или упростить системы регенерации (утилизации) тепла;
- изъять обвязку аппаратов дополнительными трубопроводами;
- изъять контрольно-измерительные приборы;
- изъять все защитные приборы и устройства.
Таким образом, используя технологический регламент, технологическую схему (полную или принципиальную) и технологическую часть проекта, можно оценить взрыво-пожароопасность аппарата, процесса, а также уровень их противопожарной защиты; указанные документы являются источником информации о технологических процессах, которая необходима для анализа пожарной опасности объекта в целом.
Примеры
Загрузка файлов доступна только зарегистрированным пользователям.
Авторизируйтесь или зарегистрируйтесь . Закрыть ×

- 1. Технологическая схема
- 1.1. Полная
- 1.2. Принципиальная

Подпишись на нашу рассылку,чтобы быть в курсе новостей
Регистрируйтесь на портале
для полного доступа к
материалам
Нажимая на кнопку, Вы
принимаете условия
Подпишись на нашу рассылку,чтобы быть в курсе новостей
Регистрируйтесь на портале
для полного доступа к
материалам
Нажимая на кнопку, Вы
принимаете условия
Помощь и консультация по любым вопросам
Покупка и продажа товаров
Комментарии и отзывы могут оставлять только зарегистрированные пользователи.
Войти с помощью:

У нас Вы можете разместить рекламную статью о своих товарах или услугах. Статейный маркетинг за рубежом занимает 80% рынка продаж услуг и товаров. 8 из 10 предпринимателей осознают, что данный способ с перспективой получения прибыли годами (пока существует статья), отлично работает.
Сотрудничаем как с физическими, так и с юридическими лицами. Создание рекламной статьи Вы можете предоставить нам, либо выполнить это самостоятельно. Во втором случае возможна оговариваемая корректировка. Текст должен полностью раскрывать суть заголовка.
Публикуем тематические тексты: обзоры оборудования, всё что связано с пожарной безопасностью, новинками техники и пожарно-технического вооружения и подобные тематики. Если у Вас другая тема, пишите нам и мы согласуем все моменты.
Посмотрите на примеры статей, которые вошли в ТОП-1-3 Яндекса по следующим запросам:
Статьи приносят не только трафик, но и прямую продажу товара.
Хотите узнать сколько стоит рекламная статья на нашем сайте и каковы условия? Какие еще виды рекламы доступны на страницах проекта?
Сайт: https://fireman.club
Телефон: +7-982-75-65-865, Администрация проекта (Время для звонков 09:00-17:00 мск)
Вкладка «Напишите нам» для отправки сообщения на email адрес.
Skype: fireman.club
Заметили ошибку или нестыковку на сайте? Появилась интересная идея? Есть сложности с добавлением материала? Пишите! Ваши замечания, мысли и проблемы не останутся без внимания.
Хотите внести предложение, мы будем рады его выслушать.
Не выделяем какой-либо канал для обращений, главное, чтобы для Вас он оказался подходящим. Все участники нашей команды с большим вниманием относятся к получаемой обратной связи. Благодаря “обратной связи” от посетителей, на портале появились новые разделы, а старые стали удобнее и совершеннее.
Если Ваш проект связан с пожарной охраной или МЧС, напишите нам. Мы разместим на него ссылку в этом блоке.
Пусть кому-то покажется это нескромным штампом, но мы действительно являемся профессионалами своего дела. Поэтому нам доверяют участники и гости проекта. Останавливаться на достигнутом мы не собираемся, хотя уже сейчас есть чем гордиться. Чувствуем, что потенциала хватит на большие свершения. Мы подготовили небольшое интервью, из которого Вы узнаете с кем имеете дело.
– Что подтолкнуло Вас к созданию проекта «Клуб пожарных и спасателей»?
– Проблемы с поиском учебных материалов, связанных с пожарно-спасательной тематикой. Захотелось создать единый источник информации с логично оформленной структурой и удобный для изучения.
– За какие качества Вы друг друга цените?
– Адекватность, амбициозность, активность, воспитанность, добросовестность, идейность, надёжность и многие другие.
– Где трудитесь?
– В пожарной охране.
– Насколько профессиональные обязанности помогают Вам вести портал?
– Очень помогают, так как мы ориентируемся в том, что мы пишем и знаем тематику. Информация на сайте проверяется нами и модерируется с учётом происходящих изменений в структуре.
– Как вы решаете разногласия?
– В приоритете всегда пользователи, выбираем вариант, прежде всего, удобный для них. Ведь наш проект для людей. Как ни странно, за всё время разногласий почти не было. Есть лидер, который может всё грамотно объяснить и все останутся довольны.
– Каким вы видите свой проект через 10 лет?
– Проект самонаполняемый пользователями, авторы пишут статьи и выкладывают материалы. Очень много разделов, которые позволяют найти всю необходимую информацию, касающуюся пожарной безопасности и вопросов, связанных с прохождением службы в нашей структуре. Появление новых сервисов, мобильных приложений. Будем идти в ногу со временем.
– Чего бы хотели пожелать пользователям сайта Fireman.club?
– Не лениться и более активно участвовать в жизни проекта, так как никто кроме них не сделает его ещё лучше. Ведь каждым новым материалом, выложенным на странице проекта, пользователи помогают своему коллеге из другого региона, а может быть даже и другой страны. Аудитория проекта большая – Казахстан, Беларусь, Латвия, Литва, Украина и другие страны Европы. Иногда бывают посетители совсем из отдаленных континентов, которым просто интересно: «А как это у них там?».
Читайте О НАС подробнее по ссылке.
Сетевое издание «Fireman.club» зарегистрировано в Федеральной службе по надзору в сфере связи, информационных технологий и массовых коммуникаций (Роскомнадзор) Свидетельство о регистрации СМИ ЭЛ № ФС 77-70136 от 16.06.2017. Полное, частичное использование материалов в соц. сетях, печати, ТВ и радио без индексируемой гиперссылки на fireman.club или без указания сайта как источника, а так же перепечатка материалов — запрещено! Иная правовая информация.
Технологическая схема — это. Что такое Технологическая схема?
Технологическая схема – это графическое модельное представление технологического процесса в виде последовательных производственных функций, технологических и транспортных операций, направленных на получение товарной продукции.
В зависимости от содержания решаемых задач технологические схемы могут иметь различные виды и названия.
Рубрика термина: Технологии
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, , Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. — Калининград. Под редакцией Ложкина В.П.. 2015-2016.
Технологическая схема: основные понятия
Производственный процесс любого вида продукции состоит из определенного набора действий и операций, позволяющих достичь конечного результата. Здесь также учитывается используемое при этом оборудование, линии потоков, механизированный и ручной труд, и транспортные средства. Для рационализации производственного процесса и создания оптимальных режимов работы на предприятии составляется технологическая схема, которая позволяет наглядно увидеть всю последовательность создания продукта.

Технологическая схема входит в нормативную документацию предприятия (технологический регламент), в которую также включают методы производства, технические правила и условия процессов, а также их порядок выполнения. При этом для определенной стадии всего процесса может составляться отдельная модель.
Данный проект представляет собой чертеж блоков всех операций, соединенных между собой стрелками, которые выражают движение материальных потоков. При этом могут предусматриваться поступательно-возвратные перемещения, однако в целях рационализации трудового процесса инженеры-технологи при составлении схемы стараются избегать таких моментов. При этом важно, чтобы технологическая схема отражала особенности осуществления выработки конкретного продукта и условия его хранения и размещения.
Для различных процессов схемы могут составляться в виде чертежей с цифровым или буквенным обозначением оборудования, а сами операции выражают в виде геометрических фигур (треугольник, прямоугольник, окружность и другие).

Простая технологическая схема может включать следующие основные операции:
- организация поступления основного сырья и вспомогательных материалов со склада или от поставщиков, при этом учитывается погрузка и выгрузочные работы;
- начальная обработка сырья;
- выполнение основных операций, с получением основных узлов, деталей или продукции промежуточной готовности;
- сборка деталей и узлов, либо окончательная обработка производимых продуктов;
- упаковка;
- отгрузка на склад готовой продукции.
Рассмотрим конкретный случай, например, технологическая схема производства хлеба может быть представлена следующим образом:
- Подготовка и хранение сырья.
- Приготовление теста.
- Обработка и заготовка изделий из теста.
- Выпечка заготовок.
- Охлаждение и подготовка к хранению (упаковка).
Программы для составления схем

Для составления схем производственных процессов используются различные программы. Например, векторный редактор CADE, разработанный для Windows. Здесь имеются различные шаблоны, также есть возможность зафиксировать IP-адрес , название и серийный номер компании-производителя.
Concept Draw Pro – простая, но очень мощная программа для составления диаграмм, графиков и схем, путем перетаскивания готовых символов с помощью мыши. Позволяет создать любую модель процессов.
Diagram Designer – данная утилита, несмотря на устаревший интерфейс, позволяет создавать самые разнообразные модели схем без особого труда.
На данный момент на любом предприятии, где осуществляется производство, используется технологическая схема. Это обязательный нормативный документ, который позволяет выполнить наладку технологических процессов в рациональном варианте. При составлении технической документации включение данной схемы является обязательным.
5.3. Принципиальная технологическая схема
После разработки операционной схемы приступают к составлению принципиальной технологической схемы, которая, по сути, является аппаратурным оформлением операционной. Ее можно рассматривать как состоящую из ряда технологических узлов. Технологическим узлом называют аппарат (машину) или группу аппаратов с обвязочными трубопроводами и арматурой, в которых начинается и полностью заканчивается один из физико-химических или химических процессов.
В технологические узлы входят такие объекты, как сборники, мерники, насосы, компрессоры, газодувки, сепараторы, теплообменники, ректификационные колонны, реакторы, котлы-утилизаторы, фильтры, центрифуги, отстойники, дробилки, классификаторы, сушилки, выпарные аппараты, трубопроводы, арматура трубопроводов, предохранительные устройства, датчики и приборы контроля и автоматизации, исполнительные и регулирующие механизмы и устройства.
Абсолютное большинство указанных аппаратов и машин выпускается промышленностью и стандартизовано. Сведения о типах выпускаемых машин и аппаратов, их конструкциях и характеристиках можно получить из различных справочников, каталогов изделий заводов, изданий отраслевых и информационных институтов, из рекламных материалов и отраслевых научно-технических журналов.
Но, прежде чем составить технологическую схему, необходимо уточнить ряд задач, которые решаются на данном этапе работы. Это, прежде всего, обеспечение охраны труда и техники безопасности. Поэтому в технологической схеме должны предусматриваться средства предотвращения превышения давления (предохрани-
тельные клапаны, взрывные мембраны, гидрозатворы, аварийные емкости), систе-
мы создания защитной атмосферы, системы аварийного охлаждения и т.д.
На этапе синтеза технологической схемы решается вопрос об уменьшении затрат на перекачку продуктов. Необходимо максимально использовать самотек для транспортировки жидкостей из аппарата в аппарат. Поэтому уже здесь предус-
матривается последовательное ступенчатое расположение аппаратов.
На данном этапе определяется набор тепло — и хладоносителей, которые будут ис-
пользованы при осуществлении процесса. Стоимость единицы тепла или холода зависит от наличия на предприятии энергоносителя и его параметров. Самыми де-
шевыми хладоагентами являются воздух и оборотная промышленная вода. Эконо-
мически выгодно основное количество тепла передать этим дешевым хладоносителям и только остаточное тепло снимать дорогими хладоагентами (охолодженная вода, рассол, жидкий аммиак и т.п.). Самыми дешевыми теплоносителями являют-
ся топочные газы, но они не транспортабельны.
Для составления принципиальной технологической схемы на листе миллиметровки сначала проводят линии коллекторов подачи и вывода материальных по-
токов, теплоносителей и хладоагентов, оставив в нижней части листа свободной полосу высотой 150 мм, где позднее будут размещены средства КИПиА. Рекомен-
дуется линии газовых коллекторов проводить в верхней части листа, а жидкостных — в нижней его части. После этого на плоскости листа между коллекторами распо-
лагают условные изображения аппаратов и машин, необходимых для выполнения операций, в соответствии с разработанной операционной схемой. Условные изоб-
ражения машин и аппаратов не имеют масштаба. Расстояние между ними по гори-
зонтали не регламентируется, оно должно быть достаточным для размещения линий материальных потоков, средств контроля и автоматизации. Расположение ус-
ловных изображений по вертикали должно отражать реальное превышение аппарата над другом без соблюдения масштаба. Размещенные на плоскости листа ус-
ловные изображения машин и аппаратов соединяют линиями материальных потоков, подводят линии хладоагентов и теплоносителей. Производится нумерация позиций аппаратов и машин слева направо.
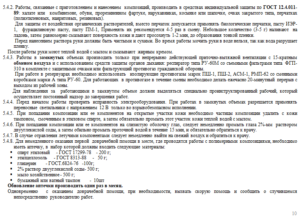
Особое внимание при проектировании технологической схемы следует уделять обвязке ее отдельных узлов. Пример такой обвязки приведен на рис. 5.3.
Рис. 5.3. Обвязка узла абсорбции: I – IV — основные трубопроводы;
1 — абсорбер, 2 — насос, 3 — холодильник абсорбента
Здесь показан узел абсорбции компонента газовой смеси жидкостью. Нормальная работа узла абсорбции зависит от постоянства температуры, давления и от соотношения количества газа и абсорбента.
Соблюдение этих условий достигается установкой следующих приборов и арматуры:
— на линии подачи газа (I): диафрагма расходомера, пробоотборник, бобышка для замера давления и бобышка для замера температуры;
— на линии выхода газа (II): диафрагма расходомера, пробоотборник, бобышка для замера температуры, бобышка для замера давления, регулирующий клапан, поддерживающий постоянное давление в абсорбере;
— на линии подачи свежего абсорбента (III): диафрагма расходомера, или ротаметр, пробоотборник, бобышка для замера температуры, регулирующий клапан, связанный с регулятором соотношения газа и абсорбента;
— на линии вывода насыщенного абсорбента (IV): диафрагма расходомера или ротаметр, бобышка для замера температуры, регулирующий клапан, связанный с регулятором уровня жидкости в нижней части абсорбера.
При разработке технологической схемы следует иметь в виду, что регулирующие клапаны не могут служить запорными устройствами. Поэтому на трубопроводе должна быть предусмотрена запорная арматура с ручным или механическим приводом (вентили, задвижки), а для отключения регулирующих клапанов — обводные (байпасные) линии.
Вычерченная схема является предварительной. После проведения предварительных материальных и тепловых расчетов в разработанной технологической схеме должны быть проанализированы возможности рекуперации тепла и холода технологических материальных потоков.
В процессе проектирования в технологическую схему могут вноситься и другие изменения и добавления. Окончательное оформление технологической схемы производится после принятия основных проектных решений по расчету и подбору реакторов и аппаратов, по выяснении всех вопросов, связанных с размещением и расположением аппаратов проектируемого производства.
Так, иногда при подборе оборудования приходится сталкиваться с тем, что некоторые его виды либо не выпускаются в Украине, либо находятся на стадии освоения. Отсутствие какой-либо машины или аппаратов нужной характеристики, изготовленных из конструкционного материала, устойчивого в данной среде, зачастую вызывает необходимость в изменении отдельных узлов технологической схемы и может послужить причиной перехода на другой, экономически менее выгодный метод получения целевого продукта.
Технологическая схема не может являться окончательной, пока не проведена компоновка оборудования. Например, по первоначальному варианту предполагалась передача жидкости из аппарата в аппарат самотеком, который не удалось осуществить при разработке проекта размещения оборудования. В этом случае необходимо предусмотреть установку дополнительной передаточной емкости и насоса, которые следует нанести на технологическую схему.
Окончательная технологическая схема составляется после разработки всех разделов проекта и вычерчивается на стандартных листах бумаги в соответствии с требованием ЕСКД. После этого составляется описание технологической схемы, которая снабжается спецификацией, где указывается количество всех аппаратов и машин.
Резерв оборудования выбирается с учетом графика проведения планово-предупре-
дительного ремонта и свойств технологического процесса.
Описание технологической схемы является частью расчетно-пояснительной записки. Целесообразно описывать схему по отдельным стадиям технологического процесса. В начале следует указать, какое сырье подается в цех, как оно поступает, где и как хранится в цехе, какой первичной обработке подвергается, как дозируется и загружается в аппараты.
При описании собственно технологических операций кратко сообщается о конструкции аппарата, способе его загрузки и выгрузки, указываются характеристики протекающего процесса и способ проведения (периодический, непрерывный), перечисляются основные параметры процесса (температура, давление и др.), методы их контроля и регулирования, отходы и побочные продукты.
Описываются принятые способы внутрицеховой и межцеховой транспортировки продуктов. В описании должны быть перечислены все изображенные на чертеже схемы, аппараты и машины с указанием присвоенных им по схеме номеров.
Анализируется надежность разработанной технологической схемы и указываются способы, применяемые для повышения ее устойчивости.
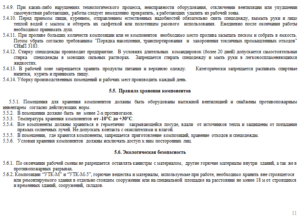
Типовые технологические схемы
Примечание: ВР – стадии вспомогательных работ;
ТП – стадии основного технологического процесса;
УМО – стадии упаковывания, маркирования и отгрузки готового продукта.
Технологическая схема производства настойки красавки
УМО 5.3. Упаковка в коробки
ВР. 1. Подготовка
ВР. 2. Подготовка сырья
ТП. 3. Получение настойки
УМО 5. Фасовка, упаковка,
ВР. 4. Рекуперация спирта
Технологическая схема производства настойки красавки
Типовая технологическая схема производства жидкого экстракта
Типовая технологическая схема производства густого
Технологическая схема производства жидкости Бурова
Технологическая схема производства спирта камфорного 2%
Технологическая схема приготовления ароматной воды плодов кориандра
Технологическая схема производства сиропа сахарного
Типовая технологическая схема производства таблеток методом прямого прессования
Процесс производства невозможно представить без регламентации технических действий и этапов. Для этого разрабатывается специальный документ – технологическая схема. Схема представляет собой графическую или текстовую интерпретацию необходимого набора операций, соблюдение которых приводит к получению готового продукта. При ее составлении учитывается количество производственных линий, набор используемого оборудования, этапы ручного и механизированного труда. Учет всех факторов и строгая регламентация производственных процессов, позволяет добиться высокой эффективности и качества производства.
Виды технологических схем
Учитывая огромное разнообразие производственных предприятий, производимой продукции, особенности различных технологий, существуют различные виды технологических схем. Общая классификация выглядит примерно следующим образом:
- Промышленная технологическая схема.
Наиболее распространенный тип, который широко распространен при производстве габаритных товаров, больших объемов или крупногабаритной продукции. Они рассчитаны на длительное использование при производстве однотипной продукции долгое время. Она может быть разработана таким образом, чтобы ее можно было применять при производстве разнообразных однотипных товаров. Такие типы называют совмещенными. При их разработке учитывается возможность быстрой перенастройки оборудования для производства другого товара, практически без остановок технологического процесса.Разработка подобных схем обоснована экономическими факторами, беспрерывная работа производственной линии и работников позволяет избежать лишних растрат и повысить эффективность. Чаще всего совмещенные применяются на фармацевтических предприятиях, где на одном и том же оборудовании производятся лекарственных препараты, пищевые добавки, витамины и другие средства. Главное преимущество в том, что можно значительно снизить уровень первоначальных капиталовложений и производственных расходов в процессе эксплуатации оборудования. - Опытно-промышленные.
Данный тип является предвестником промышленных схем. Они разрабатываются в тех случаях, когда необходимо наладить производство принципиально нового типа продукции. Она может быть немного упрощенной и дополняться в процессе работы производственной линии. На ее основе технологи собирают информацию для составления основных промышленных технологических схем. - Стендовые установки.
Их еще называют модульными, они представляют собой небольшие монтажные фермы, на которых смонтированы различные типы аппаратуры. Подобная конструкция значительно упрощает производственные эксперименты, так как можно легко и быстро сделать переоборудование установки. Они применяются на небольших производствах, с незначительным объемом и габаритами производимой продукции. - Лабораторные установки.
Являются аналогом стендовых и позволяют разработать схему производства абсолютно новой продукции в лабораторных условиях, под надзором инженеров и разработчиков. Они применяются в тех случаях, когда процесс перехода от лабораторных испытаний к непосредственному производству без потери эффективности и качества. Лабораторные условия позволяют провести широкий спектр экспериментов, изучить все преимущества и недостатки технологических схем, а также точно определить пути усовершенствования.
Существует классификация технологических схем, исходя из типа производственной организации:
- Схемы периодического действия.
Промышленное производство на их основе предусматривает периодические паузы и остановки производственного процесса. Чаще всего они бывают совмещенными, когда требуется переналадка линии, или же связаны с производством небольших объемов товара, когда нет необходимости соблюдения беспрерывного процесса. Процесс производства обычно выполняется в одну или две смены. - Схемы непрерывного действия.
Технологический процесс, регламентируемый ими, предусматривает определенную очередность операций, которые позволяют производить товар без необходимости прерывания. Практически каждый завод, производящий продукцию большими объемами, работает в непрерывном режиме. Некоторое промышленное оборудование не может эксплуатироваться с перерывами. Например, если в производстве участвуют жидкие вещества, застывающие во время перерывов, после чего оборудования нужно чистить. В подобных случаях очень важно, чтобы технологическая схема учитывала форс-мажорные ситуации и регламентировала способы их решения без остановки оборудования. - Схемы комбинированного типа.
Смешанные схемы предусматривают технологический процесс, сочетающий беспрерывные и прерывающиеся этапы. Подобные модели достаточно распространены, так как они более универсальны. На их основе можно производить продукцию различных типов, а также на производствах, которые зависит от уровня заказах и сезонности. Когда в определенное время необходимо беспрерывное производство, а в остальное ограничение объемов.




Выбор технологической схемы важнейший этап подготовки к запуску производства или выпуску нового товара. От качества подготовки и расчетов при разработке схемы, напрямую зависит эффективность будущего производственного процесса.
В зависимости от объема учетной информации, схемы делятся на два типа:
- полная;
- принципиальная.
Полная включает графическое изображение производственного процесса, описание процессов, оборудования и приборов, автоматических процессов, устройств безопасности и защиты, энергетического питания, поставки и хранения сырья, а также готовой продукции. Она идеально подходит для изучения полного технологического процесса и наладки производственного процесса. Но она не подходит для первичного ознакомления, так как содержит огромный объем информации, быстро изучить который невозможно.
С принципиальной разновидностью работать намного легче, она отлично подходит для первичного ознакомления и содержит следующую информацию:
- Очередность производственных операций — четко регламентирует последовательность выполняемых действий (примером может быть покраска, сушка, нагревание, охлаждение, химические процессы и другие).
- Необходимое оборудование для производства (приборы, конвейеры, нагревательные чаны, холодильное оборудование, миксера, компрессоры, насосы, фильтрационное оборудование, подъемники и другие).
- Нормы технологического режима производственных участков (электрическое напряжение, давление, температура и другие).
- Способы эксплуатации сырья, заготовок и других дополнительных компонентов, получение готовой продукции, вторичное использование отходов и побочной продукции.
Принципиальную схему стоит предоставлять инженеру по безопасности, чтобы он разработал план эвакуации, расстановки выходов и средств индивидуальной защиты.


Принципиальная схема технологического процесса должна основываться на следующих принципах:
- несколько однотипных производственных линий можно описать на примере одной;
- также однотипные операции не нужно расписывать отдельно;
- резервное оборудование не нужно добавлять;
- процессы утилизации и переработки отходов можно описать кратко;
- не нужно добавлять описание контрольно-измерительного оборудования;
- устройства защиты объекта не описываются, так как разрабатываются на основе технологической схемы.
Общая технологическая схема производства позволяет иметь представления о будущем предприятии, системе пожарной и трудовой безопасности, определить недостатки и пути оптимизации.
Принципы составления
Технологическая схема должна составляться в строгой последовательности и соответствии с основными принципами. Она должна включать методы и способы производства, правила выполнения технологических процессов, условия работы, четкий порядок и последовательность этапов. Если производство сложное и объемное, для каждого отдельного этапа может быть разработан индивидуальный проект.
Чаще всего весь процесс представляет собой сложную структуру в виде чертежа. Он состоит из блоков, символизирующих операции, и векторов, соединяющих их.
Вектора в данном случае указывают на движение продукта. Главная задача проектирования в том, что вектора должны быть направлены в одну сторону, если существует поступательно-возвратное перемещение продукта между блоков, это усложняет восприятие информации. Все должно быть четко понятно и структурировано, читая схему, инженер должен понимать все процессы, от начала поступления сырья, до хранения готового продукта.
Часто блочные схемы дополняются буквенными и цифровыми данными, указывающие на тип оборудования. Операции могут выражаться в виде треугольников, кругов, прямоугольников и других геометрических фигур. Это значительно упрощает процесс чтения, и делает ее меньше и лаконичнее.
Типовая принципиальна технологическая схема обычно содержит перечень следующих этапов:
- Этап приема основного сырья, заготовок, готовых элементов и дополнительных компонентов, расположение в складских помещениях с описанием процесса погрузочных работ.
- Первичная обработка сырья или заготовок.
- Основной этап производства, предусматривающий изготовление ключевых деталей, компонентов или узлов готового продукта.
- Этап монтажа и комплектации товара, предусматривающий соединение полученных ранее компонентов и узлов.
- Упаковка готового товара.
- Отгрузка товара на склад для хранения или поставка покупателям.
Конечно же, разработка принципиальной аппаратурно-технологической схемы может значительно отличаться в зависимости от типа производимой продукции. В некоторых случаях она может занимать несколько листов, а в некоторых – более сотни страниц.
К счастью, в наше время составлять схемы вручную не нужно, существует определенный набор компьютерных программ, позволяющих упростить и ускорить процесс выполнения проекта. К таким программам можно отнести CADE, Concept Draw Pro и Diagram Designer. Они имеют определенные шаблоны, основываясь на которых можно создавать собственный проект. Имеющийся функционал упрощает процесс создания схем, диаграмм и графиков, вводя исходные данные.
Независимо от типа и способа разработки, технологическая схема должна быть на каждом предприятии, так в случае ее отсутствия, не получиться наладить эффективный производственный процесс.
Очень важно постоянно усовершенствовать первичный проект, исходя из полученной информации в процессе производства.
Если проект разрабатывается для нового предприятия, ее стоит расширить, включив несколько дополнительных разделов, регламентирующих следующие операции:
- Подготовка помещения.
Если планируется строительство нового помещения, следует рассчитать минимально возможною площадь производственного отдела и складов. Если планируется эксплуатация готового помещения, лини производства должны располагаться компактно, в соответствии с конструктивными особенностями здания, а также не мешать свободному перемещению грузов и работников. Должна учитываться пожарная безопасность. - Подготовка оборудования.
Оборудование подбирается в зависимости от объемов, характеристик помещения и объема капитальных вложений. Предпочтение отдается компактным моделям, позволяющим выполнять такой же объем работ, как и более габаритные аналоги. При этом все элементы линии должны полноценно совмещаться и работать в комплекте. При возможности проектируется установка автоматизированных систем. - Подготовка персонала.
Персонал предприятия должен иметь необходимую квалификацию, при необходимости пройти дополнительное обучение или инструктаж по эксплуатации оборудования. Важно, чтобы работники соблюдали правила безопасности и трудовой дисциплины, а также полностью понимали и разбирались в технологической схеме изготовления своего продукта. Важно наладить вертикаль управления, информация должна быстро передаваться от исполнителей к руководству, а в обратном направлении – приказы и постановления.
Если технологическая схема разработана с соблюдением необходимых требований, производственное помещение ей отвечает, а сотрудники четко понимают свои обязанности, эффективность изготовления товара будет на высоком уровне.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: crast.ru
УЧИТЕЛЬ ТЕХНОЛОГИИ
Ребята, каждый из вас как бриллиант в руках мастера, старайтесь, сделайте так как нужно, станьте золотым фондом школы и пусть у вас дай Бог всё получиться! Школа и учителя — это родной дом. Постоянно учитесь. Ни на минуту ни прекращайте учить себя. Любите свою Родину, мечтайте, проявляйте интерес и побеждайте!
Страницы
Тема: Технологическая документация в проекте
Д/З Законспектируйте тему урока. Ответьте на вопросы учебника. Выучить тему урока. Буду спрашивать у всех.
Подумайте, чем технологическая документация может отличаться от конструкторской документации.

- 1. Технологическая документация;
- 2. ЕСТД;
- 3. Основные виды ТК.
Технологической документацией называют текстовые и графические документы, которые устанавливают чёткие правила и требования для выполнения технологического процесса производства.
Для того чтобы технологический процесс выполнялся на каждом рабочем месте без задержек и нарушений, необходимо провести специальные подготовительные работы. Поэтому технологическая документация должна содержать исчерпывающие сведения, необходимые не только для выполнения самого технологического процесса, но и для его подготовки.
В нашей стране введена Единая система технологической документации (ЕСТД). Она представляет собой комплекс стандартов, которые устанавливают правила и требования по разработке, оформлению и комплектации того или иного вида технологической документации.
В технологической документации отражены способы изготовления деталей, сборки промышленных изделий, строительства, эксплуатации и ремонта сооружений, способы организации производственного процесса. К этой документации относятся технологические карты, чертежи приспособлений, оборудования и инструментов, графики работы цехов и бригад, технические условия, схемы технологического процесса и другие нормативные материалы по составлению технологии.
Технологическая документация стандартизована. С видами технологических карт можно познакомиться с помощью специальной литературы или Интернета.
Основным технологическим документом является технологическая карта. На ней даётся подробное описание всех технологических операций, необходимых для изготовления изделия.
Основные виды ТК (технологических карт)
• Операционная технологическая карта . В такой карте представлена одна производственная операция, показывающая, что нужно делать, из чего делать, с помощью чего делать, как контролировать. Например, просверлить отверстие, отшлифовать поверхность, пришить пуговицу, засыпать определённое количество муки в тестомесильную машину и т. п.
• Общая, или маршрутная, технологическая карта необходима для изготовления каждого изделия. В ней содержится последовательность прохождения обрабатываемого объекта по цехам и даётся описание всех операций, производимых над деталью без выделения каждой операции отдельным документом.
• Цикловая технологическая карта . На этой карте должны быть представлены все операции, выполняемые одним рабочим или в одном цехе предприятия.
• Карта типового технологического процесса содержит сведения о средствах технологического оснащения и материальных нормативах для изготовления группы стандартных деталей и сборочных единиц.
В каждой технологической карте указываются: название операций, схема установки и обработки изделия, применяемые станки, инструмент и приспособления, режим работы (скорость, тепловой режим и т. д.), продолжительность обработки, специальность и разряд рабочего, стоимость каждой операции.
К текстовым технологическим документам относятся инструкции, материальные ведомости, ведомость оснастки, описания и другие документы, содержащие сплошной текст. Сюда же входят табличные документы: карты технологических процессов, ведомости и другие документы, где текст разбит на графы. Технологическая инструкция представляет собой документ, содержащий описание цикла технологических операций для конкретного производства, специфических приёмов работы, методики контроля технологического процесса, правил пользования оборудованием и приборами, мер безопасности.
Технологический процесс, оформленный в виде технологических карт и инструкций, должен строго и точно выполняться на каждом рабочем месте. Это называется технологической дисциплиной производства.
ПРОФЕССИИ И ПРОИЗВОДСТВО . Основную часть маршрутной карты (последовательность технологических операций изготовления какого-либо изделия) составляют инженеры-технологи и технологи, занимающиеся созданием и организацией того или иного производственного процесса. Это касается всех отраслей производства.
СЛОВАРЬ: технологическая документация.
ПРОВЕРЬТЕ СЕБЯ:
1 . Что называется технологической документацией?
2. Для чего стандартизируются технологические документы в государстве?
3. Какие виды технологических карт используются при производстве деталей и изделий?
4. Что относится к текстовым документам в технологической документации?
ПОДУМАЙТЕ, почему при массовом производстве составляется технологическая документация, а ремесленник, также делая качественные изделия, обходится без нее.
Источник: tehnologiya-111.blogspot.com