Без качественного контроля над выполнением задач добиться хороших результатов практически невозможно. Тем более, когда речь идет о бизнесе. Будь то интернет-магазин или стационарная розничная точка, контролировать работу персонала необходимо одинаково тщательно. Наша сегодняшняя статья о том, как организовать систему, которая повысит эффективность труда и поможет в достижении поставленных бизнес-целей.
Зачем контролировать персонал?
Персонал – движущая сила компании. Репутация и успешность бренда во многом зависит именно от сотрудников. Важна их квалификация, коммуникационные навыки, креатив, скорость мышления, целеустремленность, стрессоустойчивость, умение разрешать конфликты. Но какими бы талантливыми ни были специалисты, они нуждаются в координации действий. Ее обеспечивает руководство.
Контроль необходим в абсолютно любой сфере, где ставятся какие-либо задачи. Главное условие реализации – систематичность и отсутствие чрезмерности. Лучше всего разработать полноценную систему, ориентированную на выполнение регламента, планов и достижение ключевых показателей эффективности (KPI).
Курс обучения «Строительный контроль и надзор» — 3 секрета успешной работы инженера
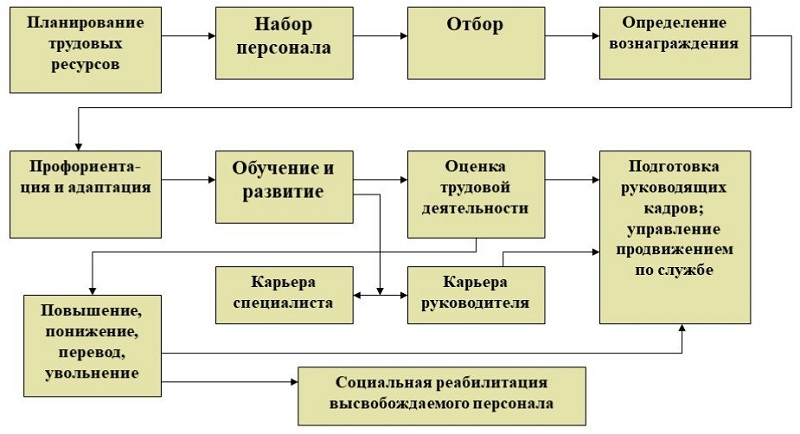
Схема управления персоналом
Грамотная система наряду с деловым или демократическим стилем управления позволяет:
- повысить эффективность выполнения бизнес-задач;
- выявить и устранить слабые места;
- сформировать благоприятную рабочую атмосферу;
- увеличить производительность каждого сотрудника;
- улучшить репутацию и финансовые показатели компании;
- предвидеть и предотвратить вероятные убытки.
Тотальный контроль и авторитарный режим управления только ухудшат ситуацию, демотивируют персонал и создадут угнетающую обстановку в коллективе, не имеющую ничего общего с продуктивным трудом.
Отсутствие контроля также приводит к серьезным негативным последствиям. Как минимум, это:
- снижение эффективности работы компании и отделов;
- деградация бизнес-процессов;
- несоблюдение договоренностей;
- ухудшение доверия со стороны партнеров и покупателей;
- неспособность выдерживать конкуренцию на рынке.
Суть и виды управленческого контроля
Управленческий контроль подразумевает сравнение текущего положения дел с заранее разработанным идеальным планом, сопровождение и направление бизнес-процессов.
Существует несколько видов управленческого контроля:
- Предварительный – этап постановки задач.
- Текущий – координация деятельности по ходу выполнения плана.
- Итоговый – оценка результатов.
На первом этапе рассчитывается оптимальное количество человеческих и материальных ресурсов, необходимых для выполнения конкретной задачи. Оценивается готовность компании к реализации плана и уровень понимания основных требований среди персонала.
На втором этапе контролируется соблюдение сроков и достижение запланированных показателей. При выявлении отклонений от плана оперативно вносятся нужные корректировки.
Последний шаг – подведение итогов. Достигнутые показатели сравниваются с прогнозами и планами, выполняется анализ обнаруженных проблем.

Виды управленческого контроля
Проблемы могут быть разными – множество пропущенных звонков из-за нехватки операторов, недостаточная выработка менеджеров по причине фиксированной оплаты, не учитывающей разницу в объемах продаж. В таких случаях нужно искать способы устранения недостатков. Например, нанять дополнительного сотрудника для работы в call-центре или ввести гибкую систему оплаты, предусматривающую бонусы за выполнение и перевыполнение плана.
Лучших сотрудников поощряют. Недостаточный уровень профессионализма и эффективности – повод сделать замечание или предупреждение. С сотрудниками, показывающими отрицательную динамику, прощаются.
Преимущества грамотного управленческого контроля для предприятия:
- прогнозируемость результатов;
- дисциплинированность и мотивация сотрудников;
- высокий уровень доверия клиентов и партнеров относительно выполнения обязательств;
- возможность выживать в жесткой конкурентной среде;
- выявление ошибок в рабочих процессах на той стадии, когда они еще не привели к необратимым последствиям;
- достижение стабильных успешных показателей;
- фиксация рабочего времени.
Принципы управления работой сотрудников
Эффективность работы в компании нужно оценивать по конкретным критериям. Они могут отличаться в зависимости от специфики должности и отдела, категории персонала, особенностей бизнес-процессов. Эти критерии вносятся в планы, которые являются ориентиром для последующего управления персоналом.
Ключевые показатели эффективности:
- количество – объем нормы, сверхнормативная выработка, дополнительные задачи и поручения;
- качество – отсутствие ошибок и жалоб клиентов, соответствие установленным регламентам, должностным инструкциям;
- сроки – продолжительность выполнения задач (в срок, досрочно, позже положенного времени).
Выполнить поставленные задачи качественно, в рамках заданных сроков и сверхнормативных объемов довольно сложно. Поэтому руководство обычно выделяет приоритетный показатель, учитывая текущий уровень загруженности сотрудников, вес и значимость каждой функции. Иногда применяется усредненная величина оценки, выраженная в процентном соотношении суммы различных KPI.

Характеристики эффективного контроля
Оценочные критерии должны быть объективными, достижимыми и по возможности измеримыми. Проще всего управлять деятельностью менеджеров по продажам. В процессе смотрят на выполнение нормативных объемов, выручку, размеры среднего чека, конверсии. Маркетологов контролируют по количеству привлеченного трафика. Операторов call-центра – по числу клиентов, совершивших покупку после общения с сотрудником.
Для контроля деятельности, не предполагающей достижения определенных показателей, используется не количественная, а качественная оценка.
Помимо основных KPI, оценивается:
- динамика производительности в разных временных периодах;
- стили работы, зоны эффективности и неэффективности отдельных сотрудников;
- разница между работниками и отделами.
Система KPI должна быть простой, понятной и мотивирующей для персонала. Перед внедрением ее нужно тестировать и устранять недочеты. В будущем она станет планкой и будет отображать главные цели для сотрудников компании.
В управлении нельзя допускать таких ошибок:
- неправильное делегирование – размытая постановка функций и целей;
- избыточный, жесткий надзор, порождающий обиды, страх и нерешительность;
- недостаточное количество внимания, обесценивание мелких, но важных дел;
- отсутствие анализа итогов проверок и игнорирование выявленных слабых мест;
- работа без систем поощрения и наказания отличившихся;
- желание руководителя «быть хорошим для всех».
Основные методы контроля
Контролировать персонал необходимо постоянно и открыто, с дополнительной мотивацией и обратной связью между начальником и подчиненным. При этом одновременно с нормированием труда по KPI стоит использовать комплекс информационных, организационных и технических методов.
Планерки и собрания
Банальный, но довольно эффективный метод координации – короткие встречи длительностью до 60 минут. Проводить их можно ежедневно, еженедельно или ежемесячно.
Потенциальная тематика встреч:
- распределение нагрузки и задач;
- мозговые штурмы;
- озвучивание фактического положения дел в компании;
- мотивационные и обучающие беседы;
- подведение итогов отчетного периода по выполнению плана, KPI, отделам и сотрудникам;
- обсуждение проблем и путей их решения.
Планерки проводятся в онлайн или в офлайн режиме.
Услуга «Тайный покупатель»
«Тайный покупатель» — отдельный метод периодического информационного контроля, при котором проверяются выработанные стандарты поведения продающего персонала. Процедуру поручают временно нанятому сотруднику. Он контактирует с продавцами торговой точки или менеджерами интернет-магазина, задает вопросы и делает заказ, руководствуясь выданным техническим заданием.
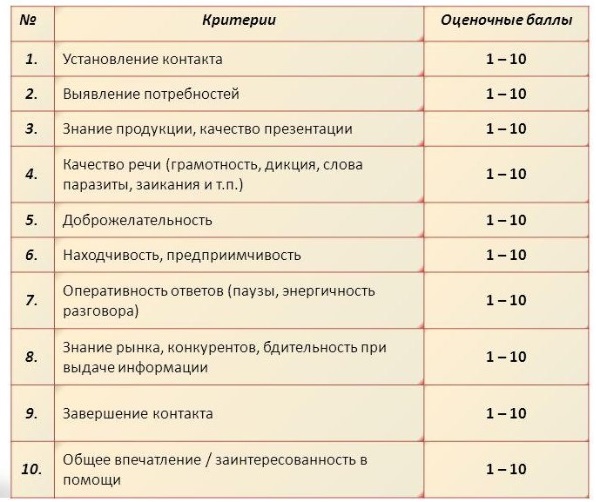
Критерии оценки в анкете «тайного покупателя»
В процессе заполняются контрольные пункты анкеты:
- коммуникация с покупателем – приветливость, вежливость, заинтересованность сотрудника, корректность;
- профессионализм – ответы на вопросы, предоставление полной информации о товаре, производителе, наличии, способах оплаты и доставки;
- другие качества – оперативность, способность найти выход из конфликтной ситуации.
На основании собранной информации составляется подробный отчет, который помогает принимать соответствующие управленческие решения – премирование, невыплата бонусов, дополнительное обучение, увольнение.
Аудио и видеонаблюдение
С помощью специализированной техники и оборудования организовывают технический контроль. Прежде всего, это аудиозапись разговоров сотрудников и видеонаблюдение.
Видеонаблюдение позволяет отследить, чем занимается персонал в офисе, на складе или в точках самовывоза. Чтобы получить информацию о поведении за длительный период, систему наблюдения подключают к компьютеру. Так можно просмотреть интересующие фрагменты с удаленностью в несколько месяцев, оценить профессиональную активность отдельного работника.
Благодаря аудиозаписям телефонных разговоров выясняется, выполняет ли сотрудник все возложенные на него служебные обязательства:
- приветливость и внимание к позвонившему клиенту;
- предоставление исчерпывающих ответов;
- стремление учесть пожелания покупателя;
- благодарность за проявленный интерес и прочее.
Онлайн-мониторинг
Онлайн-мониторинг предусматривает контроль персонала в режиме реального времени. Используя этот метод, руководство может в любой момент посмотреть в монитор сотрудника и узнать, чем он занимается.
Цели онлайн-мониторинга:
- контроль эффективности использования рабочего времени;
- оперативное наблюдение за сомнительными сотрудниками;
- пресечение нежелательного поведения – просмотра видео, развлекательных сайтов и соцсетей, игры во время работы.
Инструменты для автоматизации контроля
Один из основных факторов успешности управления персоналом – автоматизация контроля. Реализовать ее можно с помощью специальных программ, онлайн-сервисов, систем учета рабочего времени, CRM. Такие решения позволяют добиваться соблюдения установленных правил, обеспечивают продуктивность и подотчетность работников.

Схема учета рабочего времени на предприятии
Выбирать следует вариант, который наиболее соответствует бизнес-задачам компании. Чтобы не переплачивать, нужно приобретать ПО только с необходимыми опциями. Перед покупкой желательно протестировать функционал сервиса, воспользовавшись бесплатным пробным периодом.
На рынке присутствует множество разнообразных инструментов для автоматизации контроля, поддерживающих следующие функции:
- учет рабочего времени;
- анализ показателей эффективности;
- динамика активности каждого сотрудника;
- рейтинг персонала по продуктивности;
- запись и воспроизведение действий за компьютером;
- создание скриншотов экранов персонала;
- блокировка сайтов;
- автоматические уведомления о нарушениях;
- мониторинг заданий;
- автоматическая оплата труда;
- генерация расширенных отчетов;
- отслеживание прогресса по проектам;
- составление рабочих графиков.
Отдельные функции для управления персоналом есть в облачном сервисе «ЕКАМ». В системе формируются детализированные отчеты по дням, проданным позициям и по каждому отдельному сотруднику. Ориентируясь на эти данные, можно выделить и премировать лучших специалистов, отслеживать остатки и списания товара, выявлять причины недостач и предотвращать воровство.
В разделе «Аналитика» ведется учет важных данных по работникам отдела продаж. Информация отображается в разрезе интересующего периода – за предыдущий или текущий день, неделю, месяц.

Доступны такие показатели:
- количество, цена и себестоимость проданных товаров;
- сумма сделок;
- количество продаж;
- прибыль и выручка;
- возвраты.
Начисления и выплаты сотрудникам учитываются в разделе «Финансы».

Качественное управление персоналом предполагает планомерную систематическую работу. В первую очередь, это базовая компетенция руководителя. Руководство компании должно внедрить гибкую систему KPI для разных рабочих процессов, проводить регулярные собрания с обсуждением динамики реализуемых задач, задействовать комплексные методы контроля.
Также стоит использовать вспомогательное ПО и онлайн-сервисы, которые оптимизируют время на проверку, упрощают процесс и дают много дополнительных функций. Автоматизированные системы требуют первоначальных вложений, но обычно такие затраты с лихвой окупаются.
Правильный контроль дает объективное и точное представление о том, насколько качественно персонал выполняет свои служебные обязанности. Эта информация – хорошая отправная точка для улучшения всех показателей деятельности компании в целом.
Платформа управления онлайн-торговлей через сайт,
на маркетплейсах, в социальных сетях и мессенджерах
- Онлайн-касса для интернет-магазинов
- Онлайн-касса для Шоурума и ПВЗ
- Онлайн-касса для курьеров и выездной торговли
- Автоматизация кафе, кофеен и ресторанов быстрого питания
- Онлайн-касса для страховых агентов
- Онлайн-касса для такси и таксопарков
- Контакты
- Доставка и оплата оборудования
- Конфиденциальность данных
- Лицензионный договор
- Условия возврата и приемки оборудования
- Наши партнеры
Соглашение о конфиденциальности
и обработке персональных данных
1.Общие положения
1.1.Настоящее соглашение о конфиденциальности и обработке персональных данных (далее – Соглашение) принято свободно и своей волей, действует в отношении всей информации, которую ООО «Инсейлс Рус» и/или его аффилированные лица, включая все лица, входящие в одну группу с ООО «Инсейлс Рус» (в том числе ООО «ЕКАМ сервис»), могут получить о Пользователе во время использования им любого из сайтов, сервисов, служб, программ для ЭВМ, продуктов или услуг ООО «Инсейлс Рус» (далее – Сервисы) и в ходе исполнения ООО «Инсейлс Рус» любых соглашений и договоров с Пользователем. Согласие Пользователя с Соглашением, выраженное им в рамках отношений с одним из перечисленных лиц, распространяется на все остальные перечисленные лица.
1.2.Использование Сервисов означает согласие Пользователя с настоящим Соглашением и указанными в нем условиями; в случае несогласия с этими условиями Пользователь должен воздержаться от использования Сервисов.
1.3.Сторонами (далее – «Стороны) настоящего Соглашения являются:
«Инсейлс» – Общество с ограниченной ответственностью «Инсейлс Рус», ОГРН 1117746506514, ИНН 7714843760, КПП 771401001, зарегистрированное по адресу: 125319, г.Москва, ул.Академика Ильюшина, д.4, корп.1, офис 11 (далее — «Инсейлс»), с одной стороны, и
«Пользователь» –
либо физическое лицо, обладающее дееспособностью и признаваемое участником гражданских правоотношений в соответствии с законодательством Российской Федерации;
либо юридическое лицо, зарегистрированное в соответствии с законодательством государства, резидентом которого является такое лицо;
либо индивидуальный предприниматель, зарегистрированный в соответствии с законодательством государства, резидентом которого является такое лицо;
которое приняло условия настоящего Соглашения.
1.4.Для целей настоящего Соглашения Стороны определили, что конфиденциальная информация – это сведения любого характера (производственные, технические, экономические, организационные и другие), в том числе о результатах интеллектуальной деятельности, а также сведения о способах осуществления профессиональной деятельности (включая, но не ограничиваясь: информацию о продукции, работах и услугах; сведения о технологиях и научно-исследовательских работах; данные о технических системах и оборудовании, включая элементы программного обеспечения; деловые прогнозы и сведения о предполагаемых покупках; требования и спецификации конкретных партнеров и потенциальных партнеров; информацию, относящуюся к интеллектуальной собственности, а также планы и технологии, относящиеся ко всему перечисленному выше), сообщаемые одной стороной другой стороне в письменной и/или электронной форме, явно обозначенные Стороной как ее конфиденциальная информация.
1.5.Целью настоящего Соглашения является защита конфиденциальной информации, которой Стороны будут обмениваться в ходе переговоров, заключения договоров и исполнения обязательств, а равно любого иного взаимодействия (включая, но не ограничиваясь, консультирование, запрос и предоставление информации, и выполнение иных поручений).
2.Обязанности Сторон
2.1.Стороны соглашаются сохранять в тайне всю конфиденциальную информацию, полученную одной Стороной от другой Стороны при взаимодействии Сторон, не раскрывать, не разглашать, не обнародовать или иным способом не предоставлять такую информацию какой-либо третьей стороне без предварительного письменного разрешения другой Стороны, за исключением случаев, указанных в действующем законодательстве, когда предоставление такой информации является обязанностью Сторон.
2.2.Каждая из Сторон предпримет все необходимые меры для защиты конфиденциальной информации как минимум с применением тех же мер, которые Сторона применяет для защиты собственной конфиденциальной информации. Доступ к конфиденциальной информации предоставляется только тем сотрудникам каждой из Сторон, которым он обоснованно необходим для выполнения служебных обязанностей по исполнению настоящего Соглашения.
2.3.Обязательство по сохранению в тайне конфиденциальной информации действительно в пределах срока действия настоящего Соглашения, лицензионного договора на программы для ЭВМ от 01.12.2016г., договора присоединения к лицензионному договору на программы для ЭВМ, агентских и иных договоров и в течение пяти лет после прекращения их действия, если Сторонами отдельно не будет оговорено иное.
2.4.Не будут считаться нарушением настоящего Соглашения следующие случаи:
(а)если предоставленная информация стала общедоступной без нарушения обязательств одной из Сторон;
(б)если предоставленная информация стала известна Стороне в результате ее собственных исследований, систематических наблюдений или иной деятельности, осуществленной без использования конфиденциальной информации, полученной от другой Стороны;
(в)если предоставленная информация правомерно получена от третьей стороны без обязательства о сохранении ее в тайне до ее предоставления одной из Сторон;
(г)если информация предоставлена по письменному запросу органа государственной власти, иного государственного органа, или органа местного самоуправления в целях выполнения их функций и ее раскрытие этим органам обязательно для Стороны. При этом Сторона должна незамедлительно известить другую Сторону о поступившем запросе;
(д)если информация предоставлена третьему лицу с согласия той Стороны, информация о которой передается.
2.5.Инсейлс не проверяет достоверность информации, предоставляемой Пользователем, и не имеет возможности оценивать его дееспособность.
2.6.Информация, которую Пользователь предоставляет Инсейлс при регистрации в Сервисах, не является персональными данными, как они определены в Федеральном законе РФ №152-ФЗ от 27.07.2006г. «О персональных данных».
2.7.Инсейлс имеет право вносить изменения в настоящее Соглашение. При внесении изменений в актуальной редакции указывается дата последнего обновления. Новая редакция Соглашения вступает в силу с момента ее размещения, если иное не предусмотрено новой редакцией Соглашения.
2.8.Принимая данное Соглашение Пользователь осознает и соглашается с тем, что Инсейлс может отправлять Пользователю персонализированные сообщения и информацию (включая, но не ограничиваясь) для повышения качества Сервисов, для разработки новых продуктов, для создания и отправки Пользователю персональных предложений, для информирования Пользователя об изменениях в Тарифных планах и обновлениях, для направления Пользователю маркетинговых материалов по тематике Сервисов, для защиты Сервисов и Пользователей и в других целях.
2.9.Принимая данное Соглашение, Пользователь осознает и соглашается с тем, что Сервисами Инсейлс для обеспечения работоспособности Сервисов в целом или их отдельных функций в частности могут использоваться файлы cookie, счетчики, иные технологии и Пользователь не имеет претензий к Инсейлс в связи с этим.
2.10.Пользователь осознает, что оборудование и программное обеспечение, используемые им для посещения сайтов в сети интернет могут обладать функцией запрещения операций с файлами cookie (для любых сайтов или для определенных сайтов), а также удаления ранее полученных файлов cookie.
Инсейлс вправе установить, что предоставление определенного Сервиса возможно лишь при условии, что прием и получение файлов cookie разрешены Пользователем.
2.11.Пользователь самостоятельно несет ответственность за безопасность выбранных им средств для доступа к учетной записи, а также самостоятельно обеспечивает их конфиденциальность. Пользователь самостоятельно несет ответственность за все действия (а также их последствия) в рамках или с использованием Сервисов под учетной записью Пользователя, включая случаи добровольной передачи Пользователем данных для доступа к учетной записи Пользователя третьим лицам на любых условиях (в том числе по договорам или соглашениям). При этом все действия в рамках или с использованием Сервисов под учетной записью Пользователя считаются произведенными самим Пользователем, за исключением случаев, когда Пользователь уведомил Инсейлс о несанкционированном доступе к Сервисам с использованием учетной записи Пользователя и/или о любом нарушении (подозрениях о нарушении) конфиденциальности своих средств доступа к учетной записи.
2.12.Пользователь обязан немедленно уведомить Инсейлс о любом случае несанкционированного (не разрешенного Пользователем) доступа к Сервисам с использованием учетной записи Пользователя и/или о любом нарушении (подозрениях о нарушении) конфиденциальности своих средств доступа к учетной записи. В целях безопасности, Пользователь обязан самостоятельно осуществлять безопасное завершение работы под своей учетной записью по окончании каждой сессии работы с Сервисами. Инсейлс не отвечает за возможную потерю или порчу данных, а также другие последствия любого характера, которые могут произойти из-за нарушения Пользователем положений этой части Соглашения.
3.Ответственность Сторон
3.1.Сторона, нарушившая предусмотренные Соглашением обязательства в отношении охраны конфиденциальной информации, переданной по Соглашению, обязана возместить по требованию пострадавшей Стороны реальный ущерб, причиненный таким нарушением условий Соглашения в соответствии с действующим законодательством Российской Федерации.
3.2.Возмещение ущерба не прекращают обязанности нарушившей Стороны по надлежащему исполнению обязательств по Соглашению.
4.Иные положения
4.1.Все уведомления, запросы, требования и иная корреспонденция в рамках настоящего Соглашения, в том числе включающие конфиденциальную информацию, должны оформляться в письменной форме и вручаться лично или через курьера, или направляться по электронной почте адресам, указанным в лицензионном договоре на программы для ЭВМ от 01.12.2016г., договоре присоединения к лицензионному договору на программы для ЭВМ и в настоящем Соглашении или другим адресам, которые могут быть в дальнейшем письменно указаны Стороной.
4.2.Если одно или несколько положений (условий) настоящего Соглашения являются либо становятся недействительными, то это не может служить причиной для прекращения действия других положений (условий).
4.3.К настоящему Соглашению и отношениям между Пользователем и Инсейлс, возникающим в связи с применением Соглашения, подлежит применению право Российской Федерации.
4.3.Все предложения или вопросы по поводу настоящего Соглашения Пользователь вправе направлять в Службу поддержки пользователей Инсейлс www.ekam.ru либо по почтовому адресу: 107078, г. Москва, ул. Новорязанская, 18, стр.11-12 БЦ «Stendhal» ООО «Инсейлс Рус».
Дата публикации: 01.12.2016г.
Полное наименование на русском языке:
Общество с ограниченной ответственностью «Инсейлс Рус»
Сокращенное наименование на русском языке:
ООО «Инсейлс Рус»
Наименование на английском языке:
InSales Rus Limited Liability Company (InSales Rus LLC)
Юридический адрес:
125319, г. Москва, ул. Академика Ильюшина, д. 4, корп.1, офис 11
Почтовый адрес:
107078, г. Москва, ул. Новорязанская, 18, стр.11-12, БЦ «Stendhal»
ИНН: 7714843760 КПП: 771401001
Банковские реквизиты:
В ИНГ БАНК (ЕВРАЗИЯ) АО, г.Москва,
к/с 30101810500000000222, БИК 044525222
Источник: www.ekam.ru
Методология строительного контроля
строительного контроля
Строительный контроль — процедура в процессе строительства, реконструкции, капитального ремонта объектов капитального строительства в целях проверки соответствия выполняемых работ проектной документации, требованиям технических регламентов, результатам инженерных изысканий, требованиям градостроительного плана земельного участка, включающая проведение измерений экспертизы, испытаний или оценки одной или нескольких характеристик технологических процессов, применяемых строительных материалов, объектов капитального строительства или их частей, а также учет выполнения работ, итоговую проверку выполненных работ и подготовку заключения о соответствии.
Строительный контроль является многоуровневой интегрированной системой и включает в себя ряд мероприятий и процедур (рисунок 3).

Рисунок 3 — Перечень мероприятий строительного контроля
Строительный контроль может по решению застройщика (заказчика) осуществляться посредством мониторинга:
- — технического состояния зданий и сооружений;
- — отдельных конструкций и конструкционных систем;
- — окружающей застройки;
- — экологической обстановки.
Основным правовым документом регламентирующим осуществление строительного контроля является Градостроительный кодекс Российской Федерации [5].
Строительный контроль проводится в процессе строительства, реконструкции, капитального ремонта объектов капитального строительства в целях проверки соответствия выполняемых работ проектной документации, требованиям технических регламентов, результатам инженерных изысканий, требованиям градостроительного плана земельного участка [5, статья 53].
Строительный контроль проводится лицом, осуществляющим строительство. В случае осуществления строительства, реконструкции, капитального ремонта на основании договора строительный контроль проводится также застройщиком или техническим заказчиком либо привлекаемым ими на основании договора физическим или юридическим лицом. Застройщик или технический заказчик по своей инициативе может привлекать лицо, осуществляющее подготовку проектной документации, для проверки соответствия выполняемых работ проектной документации [9, 10].
Лицо, осуществляющее строительство, обязано извещать органы государственного строительного надзора о каждом случае возникновения аварийных ситуаций на объекте капитального строительства.
В процессе строительства, реконструкции, капитального ремонта объекта капитального строительства лицом, осуществляющим строительство (лицом, осуществляющим строительство, и застройщиком или техническим заказчиком в случае осуществления строительства, реконструкции, капитального ремонта на основании договора), должен проводиться контроль за выполнением работ, которые оказывают влияние на безопасность объекта капитального строительства и в соответствии с технологией строительства, реконструкции, капитального ремонта 23
контроль за выполнением которых не может быть проведен после выполнения других работ, а также за безопасностью строительных конструкций и участков сетей инженерно-технического обеспечения, если устранение выявленных в процессе проведения строительного контроля недостатков невозможно без разборки или повреждения других строительных конструкций и участков сетей инженерно-технического обеспечения, за соответствием указанных работ, конструкций и участков сетей требованиям технических регламентов и проектной документации [5, статья 53]. До проведения контроля за безопасностью строительных конструкций должен проводиться контроль за выполнением всех работ, которые оказывают влияние на безопасность таких конструкций и в соответствии с технологией строительства, реконструкции, капитального ремонта контроль за выполнением которых не может быть проведен после выполнения других работ, а также в случаях, предусмотренных проектной документацией, требованиями технических регламентов, должны проводиться испытания таких конструкций. По результатам проведения контроля за выполнением указанных работ, безопасностью указанных конструкций, участков сетей инженерно-технического обеспечения составляются акты освидетельствования указанных работ, конструкций, участков сетей инженерно-технического обеспечения. При выявлении по результатам проведения контроля недостатков, конструкций, участков сетей инженерно-технического обеспечения застройщик или технический заказчик может потребовать проведения контроля за выполнением указанных работ, безопасностью указанных конструкций, участков сетей инженерно-технического обеспечения повторно после устранения выявленных недостатков. Акты освидетельствования таких работ, конструкций, участков сетей инженерно-технического обеспечения должны составляться только после устранения выявленных недостатков [11].
В случаях, если выполнение других работ должно быть начато более чем через шесть месяцев со дня окончания проведения соответствующего контроля, контроль за выполнением работ, которые оказывают влияние на безопасность объекта капитального строительства и в соответствии с технологией строительства, реконструкции, капитального ремонта контроль за выполнением которых не может быть проведен после выполнения других работ, а также за безопасностью строительных конструкций и участков сетей инженерно-технического обеспечения, если устранение выявленных в процессе проведения строительного контроля недостатков невозможно без разборки или повреждения других строительных конструкций и участков сетей инженерно-технического обеспечения, должен быть проведен повторно с составлением соответствующих актов.
Замечания застройщика или технического заказчика, привлекаемых застройщиком или техническим заказчиком для проведения строительного контроля лиц, осуществляющих подготовку проектной документации, о недостатках выполнения работ при строительстве, реконструкции, капитальном ремонте объекта капитального строительства должны быть оформлены в письменной форме. Об устранении указанных недостатков составляется акт, который подписывается лицом, предъявившим замечания об указанных недостатках, и лицом, осуществляющим строительство [11]. Порядок проведения строительного контроля может устанавливаться нормативными правовыми актами Российской Федерации. Члены саморегулируемой организации при выполнении капитального ремонта обязаны осуществлять своими силами строительный контроль [5, статьи 53].
В отношении объектов капитального строительства, финансируемых полностью или частично с привлечением средств федерального бюджета:
- а) если подготовка проектной документации завершена и принята заказчиком по акту приемки выполненных работ, заказчик проектной документации вправе направить ее на государственную экспертизу без проведения дополнительных работ, связанных с осуществлением расчета размера затрат на проведение строительного контроля;
- б) отсутствие расчета размера затрат на проведение строительного контроля в проектной документации, представленной на государственную экспертизу, в случае, указанном в подпункте «а» настоящего пункта, а также в случае если государственная экспертиза проектной документации не завершена до вступления в силу Постановления [13], не является основанием для подготовки отрицательного заключения государственной экспертизы проектной документации;
в) при отсутствии в проектной документации расчета размера затрат на проведение строительного контроля финансирование расходов на его осуществление производится за счет средств, предусмотренных на непредвиденные работы и затраты в сводном сметном расчете стоимости строительства, в размере, не превышающем размер, рассчитанный в соответствии с пунктом 15 [12].
В настоящее время контроль за осуществлением капитального ремонта объектов капитального строительства проводится согласно СП 48.13330.2011 «Организация строительства» (актуализированная редакция одноименного СНиП 12-01-2004).
Участники капитального ремонта — лицо, осуществляющее капитальный ремонт, застройщик (заказчик), проектировщик — должны осуществлять строительный контроль, предусмотренный законодательством Российской Федерации о градостроительной деятельности, с целью оценки соответствия строительно-монтажных работ, возводимых конструкций и систем инженерно-технического обеспечения здания или сооружения требованиям технических регламентов, проектной и рабочей документации [14].
Лицо, осуществляющее капитальный ремонт, в составе строительного контроля выполняет:
входной контроль проектной документации, предоставленной застройщиком (заказчиком);
входной контроль применяемых строительных материалов, изделий, конструкций и оборудования;
операционный контроль в процессе выполнения и по завершении операций строительно-монтажных работ;
- — освидетельствование выполненных работ, результаты которых становятся недоступными для контроля после начала выполнения последующих работ;
- — освидетельствование ответственных строительных конструкций и участков систем инженерно-технического обеспечения;
— испытания и опробования технических устройств.
Порядок проведения строительного контроля при осуществлении капитального ремонта объектов капитального строительства независимо от источников их финансирования, а также порядок определения размера затрат на проведение строительного контроля и численности работников, осуществляющих строительный контроль, по объектам, финансируемым полностью или частично с привлечением средств федерального бюджета установлен в положении о проведении строительного контроля при осуществлении строительства, реконструкции и капитального ремонта объектов капитального строительства [13].
Строительный контроль, осуществляемый подрядчиком, включает проведение следующих контрольных мероприятий:
- 1) проверка качества строительных материалов, изделий, конструкций и оборудования, поставленных для капитального ремонта объекта капитального строительства (далее соответственно — продукция, входной контроль);
- 2) проверка соблюдения установленных норм и правил складирования и хранения применяемой продукции;
- 3) проверка соблюдения последовательности и состава технологических операций при осуществлении капитального ремонта объекта капитального строительства;
- 4) совместно с заказчиком освидетельствование работ, скрываемых последующими работами (далее — скрытые работы), и промежуточная приемка возведенных строительных конструкций, влияющих на безопасность объекта капитального строительства, участков сетей инженерно-технического обеспечения;
- 5) приемка законченных видов (этапов) работ;
- 6) проверка совместно с заказчиком соответствия законченного капитальным ремонтом объекта требованиям проектной и подготовленной на ее основе рабочей документации, результатам инженерных изысканий, требованиям градостроительного плана земельного участка, технических регламентов.
Строительный контроль, осуществляемый заказчиком, включает проведение следующих контрольных мероприятий:
— проверка полноты и соблюдения установленных сроков выполнения подрядчиком входного контроля и достоверности документирования его результатов;
проверка выполнения подрядчиком контрольных мероприятий по соблюдению правил складирования и хранения применяемой продукции и достоверности документирования его результатов;
- — проверка полноты и соблюдения установленных сроков выполнения подрядчиком контроля последовательности и состава технологических операций по осуществлению капитального ремонта объектов капитального строительства и достоверности документирования его результатов;
- — совместно с подрядчиком освидетельствование скрытых работ и промежуточная приемка возведенных строительных конструкций, влияющих на безопасность объекта капитального строительства, участков сетей инженерно-технического обеспечения;
- — проверка совместно с подрядчиком соответствия законченного капитальным ремонтом объекта требованиям проектной и подготовленной на ее основе рабочей документации, результатам инженерных изысканий, требованиям градостроительного плана земельного участка, требованиям технических регламентов;
- — иные мероприятия в целях осуществления строительного контроля, предусмотренные законодательством Российской Федерации или заключенным договором.
Следовательно, строительный контроль застройщика (заказчика) в соответствии с действующим законодательством осуществляется в виде контроля и надзора заказчика за выполнением работ по договору строительного подряда [14, раздел 7, п. 7.3].
Перечень услуг или видов работ по капитальному ремонту многоквартирных домов [15]:
1) ремонт внутридомовых инженерных систем электро-, тепло-, газо-, водоснабжения, водоотведения;
- 2) ремонт или замена лифтового оборудования, признанного непригодным для эксплуатации, ремонт лифтовых шахт;
- 3) ремонт крыши, в том числе переустройство невентилируемой крыши на вентилируемую крышу, устройство выходов на кровлю;
- 4) ремонт подвальных помещений, относящихся к общему имуществу в многоквартирном доме;
- 5) утепление и ремонт фасада;
- 6) установка коллективных (общедомовых) приборов учета потребления ресурсов, необходимых для предоставления коммунальных услуг, и узлов управления и регулирования потребления этих ресурсов (тепловой энергии, горячей и холодной воды, электрической энергии, газа);
- 7) ремонт фундамента многоквартирного дома;
- 8) разработка проектно-сметной документации;
- 9) проведение государственной экспертизы проекта;
- 10) проведение строительного контроля [16, п. 10];
- 11) выполнение энергоэффективных мероприятий [16, п. 11];
- 12) замена обогревающих элементов системы отопления (при отсутствии отключающих устройств на ответвлениях от стояков) [16, п. 12].
Уточнение планируемых работ осуществляется комиссиями по обследованию общего имущества в многоквартирных домах (далее — комиссия), создаваемыми администрациями муниципальных районов (городских округов) Республики Башкортостан.
Комиссия формируется в составе не менее 5 членов комиссии, включая председателя комиссии и секретаря комиссии.
В состав комиссии должны быть включены представители органов местного самоуправления муниципального образования Республики Башкортостан, на территории которого находится многоквартирный дом, в отношении которого осуществляется уточнение планируемых работ, органов муниципального жилищного контроля, некоммерческой организации Фонд «Региональный оператор Республики Башкортостан» (далее — Региональный оператор) (по согласованию), а 29 также лица, уполномоченные действовать от имени собственников помещений в соответствующем многоквартирном доме [16].
В целях уточнения планируемых работ комиссия производит обследование общего имущества в многоквартирном доме, по результатам которого определяет:
- — элементы строительных конструкций и (или) инженерных систем, имеющие неисправности и требующие капитального ремонта;
- — перечень необходимых услуг и (или) работ по капитальному ремонту с указанием очередности проведения таких работ (услуг).
По результатам деятельности комиссия в течение 5 рабочих дней со дня проведения обследования составляет акт обследования общего имущества в многоквартирном доме.
Акт подписывается всеми членами комиссии, участвовавшими в обследовании общего имущества в многоквартирном доме.
Акт в течение 3 рабочих дней со дня его подписания передается в администрацию муниципального района (городского округа) Республики Башкортостан.
Копии акта в течение 3 рабочих дней со дня подписания акта направляются Региональному оператору и лицу, уполномоченному действовать от имени собственников помещений в многоквартирном доме, в отношении которого осуществлено уточнение планируемых работ.
На дополнительные виды работ также составляются схемы операционного контроля качества, в составе технологических карт.
Заказчиком на проведение капитального ремонта многоквартирных домов является некоммерческая организация Фонд «Региональный оператор Республики Башкортостан» (далее Региональный оператор или заказчик) [17, 18].
При строительстве опасных производственных объектов, а также особо опасных технически сложных и уникальных объектов, в составе строительного контроля выполняется авторский надзор лица, осуществившего подготовку проектной документации (проектировщика).
Застройщик (заказчик), а также лицо, осуществляющее строительство, вправе привлечь к исполнению своих обязательств в области строительного контроля аккредитованные строительные лаборатории, специализированные организации, выполняющие геодезические работы, осуществляющие мониторинг технического состояния строительных конструкций строящегося здания, зданий, попадающих в зону строительства, а также прилегающей к строительной площадке территории [6].
Нормативной основой для осуществления указанных видов контроля является СНиП 1.06.05-85 «Положение об авторском надзоре проектных организаций за строительством предприятий, зданий и сооружений» и его актуализированная версия СП 11-110-99 Авторский надзор за строительством зданий и сооружений. Представитель организации, осуществляющей входной контроль, контролирует своевременное оформление разрешительной документации на капитальный ремонт и подготовительные работы, отслеживает поступление и контролирует качество проектно-сметной документации, постоянно проверяет ход и качество строительномонтажных работ, качество строительных материалов, полуфабрикатов, деталей и конструкций, наличие паспортов, результатов лабораторных анализов и испытаний, требует от лиц, осуществляющих строительство, своевременного и правильного ведения и оформления производственно-технической и исполнительной документации, ведения общего и специальных журналов производства работ, рассматривает текущие вопросы по организации строительного контроля и подготавливает документацию к сдаче объекта в эксплуатацию.
Источник: bstudy.net
Способы контроля качества строительно-монтажных работ
Контролем качества строительной продукции считается проверка соответствия показателей качества продукции установленным требованиям, которые зафиксированы в проекте, стандартах и технических условиях, договорах о поставке, паспортах на изделия и других документах. Задачи контроля состоят в предупреждении дефектов и брака в работе и обеспечении требуемого качества продукции.
Контроль за качеством строительства должен быть всесторонним и оперативным, осуществляться, в первую очередь, производителем работ и мастером.
Систематически должна контролироваться приемка строительных конструкций, материалов и изделий, поставляемых на строительную площадку, их складирование и хранение, качество ведения работ на всех стадиях возведения объекта. При сдаче-приемке объекта в эксплуатацию осуществляется окончательная его проверка.
В зависимости от места и времени проведения, объема и метода проверки (табл. 1) в технологическом процессе (стадии контроля) различают:
входной контроль — контроль поступающих материалов, изделий и конструкций, грунта, а также технической документации. Контроль осуществляется преимущественно регистрационным методом (по сертификатам, накладным, паспортам и т.п.), а при необходимости — измерительным методом;
операционный контроль — контроль, выполняемый при производстве работ или непосредственно после их завершения. Осуществляется главным образом измерительным методом или техническим осмотром. Результаты операционного контроля фиксируются в общих или специальных журналах работ, журналах геотехнического контроля и других документах, предусмотренных действующей в данной организации системой управления качеством;
приемочный контроль — контроль, выполняемый по завершении строительства объекта или его этапов, скрытых работ и других объектах контроля. По его результатам принимается документированное решение о пригодности объекта контроля к эксплуатации или выполнению последующих работ.
По времени проведения
Входной Операционный Приемочный
Проверка поступающих материалов и изделий Осмотр и замеры в процессе работ
Приемка завершенных работ с составлением акта на скрытые работы
По объему проверок
Проверка всех изделий Проверка части изделий
Проверка в течение всего времени выполнения работ То же, через определенные промежутки времени Эпизодические проверки
По средствам проведения (методу)
Осмотр без измерительных инструментов
То же, с применением измерительных инструментов, в том числе лабораторных
То же, методом анализа документации (проектов, паспортов, сертификатов)
Приемочный контроль одного и того же показателя может осуществляться на нескольких уровнях и разными методами. При этом результаты контроля низшего уровня могут служить предметом контроля высшего уровня (например, акты освидетельствования скрытых работ по приемке основания насыпи представляются при приемке насыпи в целом).
Результаты приемочного контроля фиксируются в актах освидетельствования скрытых работ, актах промежуточной приемки ответственных конструкций, актах испытания свай пробной нагрузкой и других документах, предусмотренных действующими нормативами по приемке строительных работ, зданий и сооружений.
В зависимости от охвата контролируемых параметров (объем контроля) различают:
сплошной контроль, при котором проверяется все количество контролируемой продукции (все стыки, все сваи, все конструкции и т.п.);
выборочный контроль, при котором проверяется какая-то часть количества (выборка) контролируемой продукции. Объем выборки определяется строительными нормами и правилами, проектом и другими документами. Действующие нормативы предполагают случайное размещение точек контроля; выборка устанавливается по ГОСТ 18321 — 73 как для продукции, представляемой на контроль способом «россыпь».
В зависимости от промежутков времени между проверками (периодичность контроля) может осуществляться:
непрерывный контроль, когда информация о контролируемом параметре технологического процесса поступает непрерывно;
периодический контроль, когда информация о контролируемом параметре технологического процесса поступает через определенные промежутки времени;
летучий контроль, выполняемый в случайное время (эпизодически), главным образом при нецелесообразности применения сплошного, выборочного непрерывного или периодического контроля.
В зависимости от применения специальных средств контроля различают:
визуальный контроль — по ГОСТ 16504 — 81;
измерительный контроль, выполняемый с применением средствизмерений, в том числе лабораторного оборудования;
регистрационный контроль, выполняемый путем анализа данных, зафиксированных в документах (сертификатах, актах освидетельствования скрытых работ, общих или специальных журналах работ и т.п.). Применяется при недоступности объекта контроля (например, заделка анкера) или нецелесообразности выполнения других способов контроля;
технический осмотр — по ГОСТ 16501 — 81.
При проверке качества выполнения строительно-монтажных работ предпочтение чаще всего отдается контролю с помощью геодезических инструментов.
Основная задача контроля качества состоит в предупреждении дефектов и брака в работе. Поэтому предпочтение следует отдавать не пассивному, а активному контролю, который заключается не только в определении соответствия показателей продукции нормативным требованиям, но и внесении изменений в технологические процессы производства на всех стадиях строительства: при разработке проектно-сметной документации, изготовлении деталей и изделий, выполнении производственных процессов на рабочих местах.
Контроль за качеством строительства должен быть оперативным и многоступенчатым, осуществляться строительными лабораториями, ИТР стройки, застройщиком, автором проектной документации, специальными государственными контролирующими организациями. Кроме того, рабочими осуществляется общественный контроль при передаче конструкций в работу. Так, штукатуры, прежде чем приступить к оштукатуриванию каменных стен, проверяют качество работ каменщиков, маляры — качество работ штукатуров и т. п.
Различают внутренний и внешний контроль качества.
При внутреннем контроле качество строительной продукции определяется техническим персоналом стройки по результатам производственного контроля и оценивается в соответствии со специально разработанными регламентами и инструкциями. Результаты контроля фиксируются в журналах работ.
Внешний контроль осуществляется государственными органами контроля и надзора, а также техническим надзором (технадзором) заказчика и авторским надзором разработчика проектно-сметной документации.
Источник: studbooks.net
Способы контроля качества сварочных швов
Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод

Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
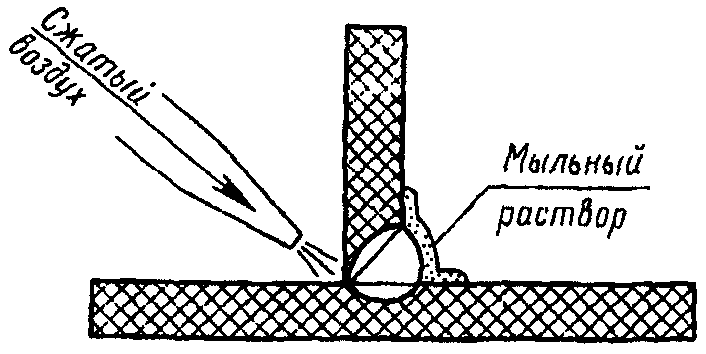
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия

Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия

Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Источник: svaring.com
Методы контроля качества сварных соединений
Завершающий этап сварочных работ – проверка структуры шва. Для контроля качества сварных соединений деталей, металлоконструкций разработаны различные методики визуальной и лучевой диагностики состояния шва. Соединения также проверяют ультразвуком, электромагнитными волнами.

Массово выпускается оборудование, помогающее определить внутренние невидимые глазу дефекты. Важен контроль качества, герметичность трубопроводов высокого давления, монтируемых методом сварки. От этого зависит безопасность эксплуатации системы. Скрытые в толще сплава трещины, пористость, другие дефекты снижают ударную стойкость металла.
Сварные соединения обследуются в области соединения и зоны термического влияния, где велика вероятность изменения зернистости. Контроль качества – необходимая операция технологического процесса сварки, утвержденная стандартом. Процедура соответствует установленному регламенту. Швы низкого качества переваривают, сварные детали с дефектами соединений отправляют на переплавку, это брак.
Методы контроля сварных швов
Для проведения контроля качества сварных швов комплектуется штат сотрудников. Люди проходят обучение, изучают разрушающие и неразрушающие виды исследований качества соединений. Учатся обращаться с приборами, созданными для контроля качества диффузного слоя сварного соединения.
Разрушающие способы диагностики применяются редко, только при массовом производстве металлоизделий. Из партии произвольно выбирается несколько деталей, делаются разрезы по сварному соединению. На основании обследований нескольких изделий из партии принимают или отправляют в брак всю продукцию.
Для металлоконструкций применяют неразрушающие методики проверки качества, сохраняющие целостность соединений, проката, используемого для сварки. Существует масса методик, по которым определяют несплошности. О видах контроля сварных соединений, их особенностях полезно знать каждому сварщику.
Визуально-измерительный контроль
Для подобной проверки сварных конструкций не понадобятся специальные приборы или жидкости. Просто проводится тщательный осмотр диффузного слоя, околокромочной области. На сварном соединении не должно быть:
- видимых несплошностей;
- неоднородностей;
- трещин;
- раковин;
- пор;
- свищей;
- сколов;
- непроваров;
- неравномерных складок.
Внутренние дефекты определяются с низкой вероятностью, предположения строятся по внешним факторам риска возникновения дефектов. Дополнительно с помощью измерительных приспособлений проводится проверка ширины и высоты шовного валика.

Внешний осмотр сварочных соединений всегда субъективен. Результат зависит от зоркости контролера, личного опыта. Для лучшей визуализации применяют лупы различной кратности, предусмотрены лампы или фонарики для освещения осматриваемой зоны. На основании визуального исследования делаются предварительные выводы.
Для измерения шовного валика контролеры пользуются штангенциркулем, металлическими линейками, сделанными по ГОСТу. Точность измерений большая.
Если выявлены внешние дефекты, параметры валика не соответствуют регламентированным, качество соединений признается низким. Соединение приходится переваривать.
Когда результаты проверки сварных швов сомнительные, проводится дальнейшая диагностика с помощью других методик.
Ультразвуковой метод
Ультразвуком выявляются инородные включения, внутренние раковины. У контроля сварных соединений имеются достоинства и недостатки. Но речь не об этом. Важно понять суть процесса. Прибор проверяет способность металла проводить ультразвук. Когда волны достигают края дефекта, они отражаются, меняют направление.
До регистратора уже не доходят.

Разные типы несплошностей искажают поток ультразвуковых волн по-своему. У контролера имеются альбом иллюстраций, по которым методом сравнения определяется тип дефекта. Исследование доступное, часто применяемое. Дает хорошую результативность. Для оценки результатов не нужно делать поправки на физико-химические характеристики исследуемых сплавов.
Капиллярный контроль
Испытания соединения капиллярным методом основано на способности некоторых жидкостей проникать в самые мелкие микротрещины, незаметные глазу. Для контроля качества сварки требуются расходные материалы. Исследуемую область для лучшей визуализации покрывают краской или мелом. В жидкости добавляют хорошо видимые красящие пигменты.
Выпускают индикаторные составы с люминесцентными свойствами. При попадании света на краску отраженный световой поток усиливается в несколько раз.

Жидкости называются пенетрантами (в переводе с английского «проникающая влага»). Имея незначительное поверхностное натяжение, пенетранты способны просачиваться в микропоры. На месте дефекта проявляется четкий контрастный рисунок. Этим методом проверяют качество сварки любых металлов. В качестве пенетрантов для самостоятельной проверки сплошности сварных конструкций применяют органические растворители и разбавители (керосин, бензол, скипидар и другие).
По рисунку получают объективную картину состояния шва. Чем больше краски на поверхности, тем хуже качество соединения. Метод чаще применяется для металлов, склонных к растрескиванию при термическом воздействии, сплавов с большой линейной усадкой при остывании.
Проверка сварочных швов на проницаемость
Когда от качества сварного шва зависит прочность сосудов высокого давления, гидросистем или трубопроводов, контроль особенно важен. У метода много названий:
- пузырьковый метод контроля;
- пневмоиспытание;
- течеискание;
- гидроиспытание и другие.
Технологии проведения испытаний условно делят на пневматические и гидравлические. Из названия понятно, что в первом случае речь идет о воздушной проверке сварных швов, во втором – водяной.
Контроль качества швов по проницаемости схож с капиллярной методикой, только жидкости или газовые смеси подаются под давлением. Пневматический контроль подразумевает применение сжатого газа или воздуха, который подается в исследуемую область. Снаружи шов покрывают мыльным раствором, образующим пленку. Для приготовления раствора соблюдается пропорция: 250 г мыла на литр воды. Если имеются несплошности, на поверхности появляются пузыри.
Разновидности пневматического контроля:
- Вакуумный метод. С одной стороны сварного соединения создается вакуум, с другой – наносится мыльный раствор. Причина появления – сквозные дефекты.
- Когда контроль качества проводится при отрицательных температурах, вместо воды используют спиртовой раствор с низкой температурой замерзания.
- Еще одна технология – метод погружения. Сварную деталь полностью погружают в мыльный раствор. Скопившийся в дефекте воздух выйдет наружу, образуя пузыри.
- Можно заменить газ аммиаком. Швы предварительно оборачивают бумагой. Там, где нарушена герметичность, на бумаге проступят красные пятна.
Гидравлический метод испытаний основан на способности воды или масла создавать давление. Деталь выдерживают в жидкости от 5 до 15 минут, чтобы заполнились все сквозные дефекты. После этого достают, зона около сварного соединения обстукивается молотком. По просачиванию жидкости определяют трещины.
Когда проверяют емкости, жидкости заливают вовнутрь. Трубопроводы тоже проверяют изнутри, фрагменты заполняют воздухом. Метод контроля герметичности простой, но действенный. При обнаружении дефектов швы переваривают. Затем контроль качества проводят еще раз.
Магнитная дефектоскопия
Магнитный метод основан на способности металлов намагничиваться под воздействием магнитного поля. Понятно, контроль сварных швов, основанный на эффекте электромагнетизма, не применяется для проверки соединений цветных металлов, алюминия, нержавеющих сплавов.
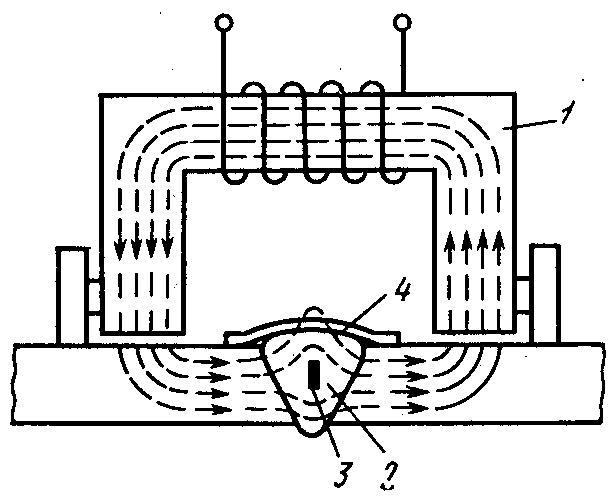
Технология магнитных исследований:
- С помощью специального прибора контролер создает в области сварного соединения постоянное магнитное поле.
- Формируются силовые электромагнитные линии, под воздействием которых мелкие частицы металла способны двигаться, занимать фиксированное положение.
- В качестве индикатора для исследований используют металлический порошок или мелкую ферримагнитную стружку. Измельченный металл размещают в околошовной области.
- Если металл однородный, рисунок получается без искажений. Когда имеются раковины, трещины, шлаковые включения, положение электромагнитных линий искажается.
Диагностика магнитопорошковым способом эффективна, поле способно исказить даже незначительные дефекты. В месте проекции на поверхности скапливается порошок. Главный недостаток методики – трещину не определить, если она параллельна силовым линиям.
Радиационный контроль
При проверке сварных соединений радиационными волнами важно соблюдать правила техники безопасности. Радиографический или гаммаграфический метод по сути – это рентген шва. Прибор по конструкции подобен рентген-аппарату, поэтому меры предосторожности следует соблюдать неукоснительно. Описание методики:
- прибор продуцирует гамма-излучение;
- рентгеновские лучи проникают через металл, там, где имеются несплошности, отклоняются от первоначальной траектории;
- заканчивая свой путь, гамма-лучи создают изображение на специальной пленке;
- результат оценивается по изменению плотности потока лучей.

Это самый передовой, дорогостоящий, небезопасный метод исследования качества сварного шва. Требуется специальное оборудование, длительное обучение контролера. Избыточное нахождение с излучателем рентгеновских волн негативно сказывается на состоянии здоровья контролера.
Современные аппараты с компьютерным блоком управления способны увеличивать получившуюся картинку, выводят ее на экран, расшифровывают в автоматическом режиме. Точность результатов повышается.
Оформление документации
На основании испытаний составляется акт дефектов сварных соединений. Проверяющие фиксируют каждый дефект, дают краткое описание. Результаты заносятся в журнал сварки, такой документ заполняется бригадой на каждом объекте. Спецжурнал является первичным документом, заполняется в соответствии со СНиП по каждому узлу конструкции.
После окончания работ журнал сдается заказчику, подшивается к другой техдокументации по объекту.
Помимо спецжурнала при сварочных работах оформляется схема стыков с полным описанием технологи. Прилагаются сертификаты на используемые расходные материалы (электроды, флюс или присадочную проволоку). Акты исследований сварных швов (контроля качества соединений с внешней стороны изделия) составляются для каждого сварщика индивидуально. Когда проводится приборная диагностика, результаты диагностики, заключения контролеров прилагаются.
Документация необходима для отчета, судебных разбирательств в случае аварии. Без акта обследования швов работы не актируются, объект не принимается. При работе с ответственными конструкциями предъявляются самые жесткие требования.
Когда обнаружены дефекты, даже если они возникли не по вине сварщика, а из-за некачественных расходных материалов, шов переваривается. Только после приемки соединения контролером производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Источник: svarkaprosto.ru