Визуально-измерительный контроль – наиболее простой, но самый первый и необходимый метод неразрушающего контроля. Его принцип – в отражении световых лучей от изделия и дефекта. Осуществление ВИКа поначалу проводит человек, выполняющий сварочные работы. После проведения визуального осмотра и исправления недостатков сварное соединенье при необходимости подвергается иным методам дефектоскопии.
Когда выполняется визуально-измерительный контроль
Визуальный контроль качества сварочных работ проводится на любом этапе. На предварительном определяется готовность элемента к свариванию. Здесь проверяется, соответствует ли маркировка и целостность заготовки требованиям НТД. Также можно проводить визуальный контроль деталей, которые подвергаются сварке.
По завершении процесса шов проверяется на наличие различных дефектов, которые можно увидеть визуально. Таким методом определяется качество сварного соединения, хорошо ли сварено изделие, имеются ли трещины, поры, непровары, подрезы и иные, видные невооруженным глазом, дефекты.
2 Визуально измерительный контроль
Визуально-измерительный контроль проводится также в процессе эксплуатации сооружения, например, трубопровода. Зачастую такое происходит на объектах, у которых срок службы сварного соединения завершается. ВИК будет необходим, если очевидно, что качество сварного шва ухудшилось. Вовремя проведенный контроль позволит предотвратить поломки оборудования и его неоправданный простой.
Простота ВИК
Метод ВИК простой, но при этом весьма точный. Он применяется в различных условиях вне лаборатории. Специалисты компании «ТПЭ Атом» работают по городу Москва и выезжают в область, а также во все регионы нашей страны.
Проводя визуальный осмотр, наши специалисты выявляют видимые недостатки сварного шва, которые можно удалить до использования другого вида контроля. Перед выполнением работ по визуально-измерительному контролю наши специалисты очищают исследуемые участки от различных загрязнений (масла, ржавчины, брызг металла, окалины), которые мешают качественно осмотреть сварной трубопровод.
Что выявляет ВИК
Специалисты лаборатории «ТПЭ Атом», проводя визуальный контроль, выявляют такие дефекты:
- продольные и поперечные трещины;
- брызги металла;
- перелом осей;
- прожоги;
- нарушение геометрии шва;
- непроваренные участки;
- поверхностные поры;
- наплывы;
- подрезы;
- свищи;
- открытые кратеры сварочной ванны, раковины.
Благодаря применению увеличительных приборов возможности визуального осмотра значительно расширяются. Такие инструменты позволяют выявить коррозионные участки, смещение шва, различные трещины, нежелательные включения в сплаве, открытые поры, забоины. Если у вас имеется строительный участок со сварными элементами, вашей организации потребуется ВИК. Лаборатория «ТПЭ Атом» окажет весь необходимый перечень услуг, действуя на основании специальной НТД. Наши специалисты проводят неразрушающий контроль, используя визуальные осмотры, а также дополнительные инструменты (линзы, эндоскоп, микроскоп, щупы, рулетки, лупы, штангенциркуля и т.д.). С ценами на услуги «ТПЭ АТОМ» можно ознакомиться по ссылке
Видео-курс «Основы визуального и измерительного контроля»
Есть вопросы?
Оставьте свои контакты и наш специалист свяжется с Вами, чтобы ответить на все Ваши вопросы
Источник tpe-atom.ruВизуально измерительный контроль

Визуально-измерительный контроль − набор предварительных, но достаточно информативных исследований, направленных на получение сведений о качестве материала и сварных швов. Его проведение является актуальным при завершении конкретного технологического этапа и позволяет понять, насколько объект изучения готов к дальнейшим операциям или вводу в эксплуатацию. Такой вид неразрушающего контроля (НК) становится основой для применения других дефектоскопических методов.
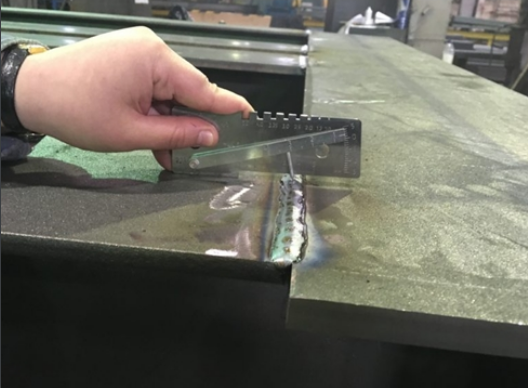
ВИК − понятие, которое отражено в ряде стандартов и инструкций. В частности, параметры и способы его проведения изложены в РД 03-606-03, СТО Газпром 2-2.3-251-2008, РД-25.160.10-КТН-016-15. Визуально-измерительный контроль сварных соединений предполагает исследование объекта невооружённым взглядом (иногда с применением увеличительных приспособлений в виде луп с 4-10-кратным увеличением) и осуществление замеров с использованием инструментария.
Единственный минус данного метода − невозможность выявить и охарактеризовать скрытые дефекты. Обнаружить их можно с помощью других технологий − например, радиографии. В остальном ВИК − хорошее решение, отличающееся простотой процесса, оперативностью, ценовой доступностью. Данный метод является основным методом неразрушающего контроля и применяется, как правило, в 100% случаев.
Какие задачи помогает решать визуально-измерительный контроль
Визуально-измерительный контроль (ВИК) сварных швов используется при проведении монтажных, ремонтно-реставрационных работ, в процессе освидетельствования, выполнения экспертизы промбезопасности. Он даёт возможность решить широкий круг задач:
- определить, соответствует ли заготовка или деталь действующим техническим условиям, стандартам и разработанным чертежам;
- обнаружить внешние дефекты в виде расслоений, подрезов, свищей, деформаций, наплывов, очагов коррозии, дефектов связанных с формированием чашуйчатости сварного шва;
- провести замеры линейных параметров наружных дефектов, принять решение об их допустимости/недопустимости;
- оценить правильность геометрии детали − соосность, зазоры, смещение кромок, отклонение толщины;
- проверить объект на соответствие требованиям после устранения дефекта.
Общий порядок проведения ВИК
Пошаговое описание процесса отражается в технологических картах, которые разрабатываются для каждого отдельно взятого объекта контроля (ОК). Основные этапы проведения следующие:
- ознакомление с актуальной технической документацией; подготовка поверхности детали к осмотру путём зачистки, сброса давления, охлаждения, корректировки шероховатости (её показатель зависит от того, какие методы будут применяться в дальнейшем, для УЗК он должен быть Ra 6,3, для ПВК − Ra 3,2);
- непосредственный осмотр и проведение замеров, сравнение данных с типичными дефектами, сведения о которых изложены в инструкциях, профильных фотоальбомах, другой документации и пособиях;
- проведение анализа полученных в результате исследования данных и составление акта ВИК;
- маркировка детали для понимания её специфики мастерами, которые будут проводить работы на последующих этапах.
Инструменты и принадлежности для ВИК
Выполнение ВИК предполагает использование инструментария и аппаратуры, среди которых:
-
− разработаны для проведения осмотра трубопроводных магистралей, канализационных систем; − нужны для изучения микроскопической структуры металлических изделий; − оптические приборы для неразрушающего контроля труднодоступных зон; − инструменты для изучения объектов, которые можно достичь только при прохождении изгибов; − оптоволоконные приборы для исследования конструкций сложной конфигурации или труднодоступных объектов; − инструменты для НК, необходимые для выявления сложных пятен, пустот, диаметр которых превышает 20 мм, они не только передают изображение, но и обеспечивают видеофиксацию; − оборудование для инспектирования магистралей большой протяжённости; − представлены угольниками, рулетками, глубино- и толщиномерами, образцами шероховатости, универсальными шаблонами сварщика WG-6, УШС-3 и т. д., лупами, метрами; − наборы, включающие в себя необходимые приспособления для визуального осмотра и измерений, упакованные в прочные и удобные кейсы.
Обязательным условием для инструментария ВИК является прохождение поверки и/или калибровки. Для этого оборудование отправляются в метрологические центры, оснащённые поверочными и калибровочными лабораториями, имеющими соответствующие аттестаты аккредитации на выполнение данных видов работ и базу эталонных средств измерений.
При осмотре простых объектов применяются шаблоны, образцы, которые определяются положениями технологических карт. Для исследования труднодоступных зон нужны видеоэндоскопы, бороскопы, фиброскопы. Они позволяют получить информацию о состоянии поверхностей, сварных швов без демонтажа конструкций.
Сообщество специалистов ВИК
Один из плюсов визуально-измерительного контроля сварных соединений − доступность метода. Обучить персонал специфике его проведения можно относительно быстро. ВИК не предполагает применения большого количества формул, специальных расчётов, освоение теории и практики не требует существенных временных затрат. Так, например, при организации УЗК нужно освоить особенности настройки ультразвукового дефектоскопа, в случае применения рентгена необходимо научиться правильно определять фокусное расстояние, время экспозиции, ток и напряжение рентгеновской трубки. Визуальный и измерительный контроль не так сложен.
Несмотря на относительную простоту метода, дефектоскопистам нужно пройти аттестацию. Это требование изложено в ПБ 03-440-02. Квалификация присваивается по результатам сданного экзамена. Специалист II уровня должен обладать такими знаниями и навыками:
- понимание классификации и разновидностей методов неразрушающего контроля;
- умение разбираться в особенностях конструкции, её производства, допустимых нагрузках, возможных дефектах объектов, подвергающихся контролю;
- знание основных закономерностей, применяемых методик и актуальных стандартов;
- способность выбирать и правильно использовать измерительные инструменты и оборудование;
- умение оформлять документацию, которая составляется в результате проведения контрольных мероприятий;
- применение методик проведения замеров дефектов;
- знание правил организации рабочих мест в полном соответствии с требованиями техники безопасности.
Узнать больше можно у сотрудников «А3 Инжиниринг».
На все поставляемое оборудование в разделе Визуально измерительный контроль предоставляется гарантия в соответствии с технической документацией. В А3 Инжиниринг возможна доставка в любой регион России.
Источник a3-eng.comВизуальный и измерительный контроль
Визуальный и измерительный контроль (ВИК) – так называется один из методов диагностики объекта неразрушающим способом. Рациональный, недорогой и практичный способ, закреплен в руководящей документации объектов всех категорий опасности (можно ознакомится ПБ 03-372-00 приложение №1). ВИК является не только самым распространенным, но и базовым, поскольку все остальные виды дефектоскопии проводятся после положительных результатов визуального измерительного осмотра.
Особенности организационных характеристик
Сам процесс состоит их двух составляющих: визуального осмотра и измерения геометрии обследуемого объекта или определенной области. Как первая часть, так и вторая очень сильно зависят от человеческого фактора, поэтому измерения проводят только аккредитованные специалисты, имеющие опыт и знающие особенности металлической или иной исследуемой структуры.
- РД 03-606-03;
- СТО Газпром 2-2.3-251-2008;
- РД-25.160-10;
- КТН 016-15.
Визуальный осмотр выполняется как первично, так и параллельно измерительному. Характер проверяемых параметров существенно отличается. При визуальном осмотре выявляются такие факторы:
- особенности, принадлежащие определенному типу дефектов;
- характер повреждения;
- примерное время повреждения;
- целостность и состояние поверхности;
- наличие коррозии.
При измерении проводится проверка геометрии, качества поверхности. После чего эти данные сравниваются с нормативной документаций, разработанной конкретно для данного объекта.
Ценовая составляющая делает визуальный измерительный контроль самым доступным, поскольку здесь используются несложные измерительные инструменты и по большей части аналитика. Широкая область применения именно этого метода неразрушающего контроля (НК) определяется:
- Высокой эффективностью (знания о свойствах металла позволяют определить большинство дефектов поверхности и сварных соединений визуально).
- Использованием простых и недорогих инструментов (относительно сложного оборудования).
- Оперативностью.
- Доступностью применения (диагностировать можно поверхности всех видов материалов, конфигураций, в различных условиях).
Из недостатков метода можно озвучит такие как большая зависимость от человеческого фактора и осмотр непосредственно поверхности. Исследования микроструктуры и залегающих дефектов возможно только при более глубоком изучении с использованием ультразвука, рентгенографии, спектрального анализа, радиографии.
Когда используется визуальный и измерительный контроль
ВИК используется при изготовлении изделий из всех материалов (пластик, дерево и т. д.), но максимально строгий контроль проводится для металлических конструкций, начиная от небольших изделий и заканчивая крупными промышленными объектами (трубопроводы, резервуары, каркасы, грузоподъемные механизмы и пр.). Многообразие технических свойств металла обеспечивается не только комбинациями химических элементов, но способами обработки. Сплавы и металлы представляют собой сложные многокомпонентные соединения с большой вариантностью по физико-химическим свойствам и вариантов их обработки большое количество. Поэтому для получения качественных изделий нужно обеспечить 2 условия:
- четкое выполнения технологических инструкций при изготовлении изделия;
- контроль сырья, работ, заготовок, технических условий и т. д. на всех этапах производства: от подготовительного до завершающего.
Выполнение второго условия это и есть визуальный и измерительный контроль. Что характерно для этого метода так это то, с его помощью обеспечивается минимально возможное получения брака. В изделиях, к которым не предъявляются высокие требования к изучению микроструктуры сварного шва, механических видов соединения, поверхности, визуальный и измерительный контроль является единственно используемым методом. Контроль состоит из двух этапов:
- Визуальный – при помощи увеличительного стекла, с разрешением в 2-6 раз;
- Измерительный – при помощи измерительных приборов (штангенциркуля, линейки, специально разработанных шаблонов под конкретные задачи).
Если необходимо, то используют более углубленный анализ, так же методами неразрушающего контроля, но уже с помощью сложного узкоспециализированного оборудования. Применяется оно локально и чаще всего для изделий, к которым предъявляются высокие эксплуатационные характеристики на особо опасных объектах. Такое обследование дорогое и максимально эффективное, поскольку позволяет изучить микроструктуру металла и выявить скрытые опасные дефекты (особо опасные – усталость металла, флокены, микротрещины).
Но в любом случае для изделий, которые относятся к категории особо опасных объектов (перечислены в приложении №1 ПБ 03-372-00), и к которым применимо дополнительное изучение структуры металла более сложными методами – ВИК является первичным.
Задачи визуального и измерительного контроля
Работы, на которых проводится ВИК носят разный характера. Это производство готовой продукции и полуфабрикатов (фасонный, листовой прокат, литье заготовок, слябов, изделий), сборка и монтаж новых конструкций (все виды сварки), проведение ремонтных или укрепляющих операций, проверка состояния в процессе эксплуатации. Но, независимо от того на каком этапе проводятся освидетельствования, их цель состоит в подтверждении соответствия изделий, заготовок, элементов соответствию ГОСТ, ТУ и прочей нормативной документации:
- Выявлении деформации, трещин, свищей в процессе эксплуатации.
- Определении причин получения брака для последующего устранения при изготовлении изделий или на подготовительном этапе монтажных, сварочных работ – расслоение, забоины, закаты, раковины, зацепы, торцевую рванину (после рубки), ромбичность, плены.
- Проверке на качество при приемке сварочных работ – прожоги, неметаллические включения (флюсовые, шлаковые, вольфрамовые), размер и качество околошовной зоны.
- Определение размеров дефектов (ширина, глубина залегания, допустимое количество на площадь и т. д.).
- Проверка геометрических параметров – соосность расположения, точность угла, зазоры, смещения.
После выявления признаков и устранения проблем (это может быть неправильная работа оборудования, ведение технологического режима) проводится вторичная проверка.
Схема проведения контроля
Процедура ВИК разрабатывается каждым предприятием индивидуально и под конкретный объект на основании первичной документации: стандартов, инструкции к оборудованию, технических характеристик (сырья, материалов, полуфабрикатов), требований ТБ и т. д. Разработанная таким образом руководящая документация регламентирует основные этапы:
- Изучение РД определение норм отбраковки и оформление наряд-допуска на работы.
- Подготовка поверхности (при необходимости): удаление следов эксплуатации или предыдущей операции (брызги металла, шлака, ржавчина, масло, пыль). При подготовке сложного объекта (оборудование, трубопровод, сосуды под давлением, резервуары и пр.) – вывод из эксплуатации (отсоединение его от напряжения, освобождение от рабочей среды, охлаждение), зачистка от изоляции. При проведении контроля внутренней структуры методом дефектоскопии необходимо уменьшить шероховатость поверхности (для ультразвука она составляет не более Ra 6.3, капиллярном – Ra 3,2).
- Непосредственно осмотр и замеры. Первично они проводятся на подготовительном этапе и для каждой технологической операции, определяется свой перечень параметров. При подготовке к сварочным работам имеет значение смещение и состояние кромок, перекрытие элементов, расположение проволочного флюса. Особе внимание обращается на маркировку свариваемого металла, расходников и настроек аппаратуры. При принятии – геометрия шва и околошовной зоны, выпуклость и/ или вогнутость, высота шва, чешуйчатость и т. д. Для труб (перед сваркой) проверяется овальность, кривизна, длина и толщина стенки по всему объему). Для литьевых форм (готовые изделия, поковки, слябы и т.д.), а также фасонного и листового проката существуют свои классификаторы брака. — Большое значение идентификации дефектов и их измерения уделяется при обучении, кроме того существует большое количество вспомогательной визуальной документации (фотоальбомы, методические инструкции и пособия).
- Фиксирование. Итоги проверки должны быть задокументированы в акте/ заключении/ протоколе (форма утверждается индивидуально каждым предприятием) с указанием Ф.И.О. проверяющего и номером удостоверения, фактических значений, названия и номера объекта. Так же указывается шифр РД, номер наряда-допуска, данные руководителя. Дополнительно все дублируется в журнале учета и информационной системе. Непосредственно запись о дефектах должна содержать полное описание: местоположение, размеры, вид.
- После ВИК при подготовительных работах на самих объектах могут быть сделаны уточняющие записи для исполнительного персонала.
ВИК проводится на каждом этапе работ. Это позволяет убедиться в отсутствии брака и обеспечивает высокое качество изделия.
Инструменты для визуального и измерительного контроля
Внимание! Каждый из инструментов первично проходит метрологическую проверку на соответствие ГОСТ в органах стандартизации и вносится в реестр СИ. На прибор составляется подтверждающий документ (паспорт, свидетельство, сертификат) утвержденной формы. В процессе эксплуатации инвентарь проходит обслуживание, а через указанный период и поверку, которая подтверждает точность систем измерения.
 |
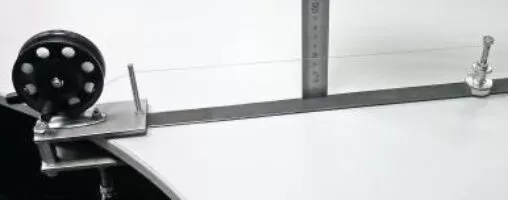 |
 |
| Индикаторный прибор | Опорная планка для индикаторного прибора | Приспособление «Струна» |
В перечень входят приборы оптические и измерительные. Универсальные средства измерения – это линейки со стандартными штрихом, ленты, угольники, сравнительные шаблоны, люксметры и профилографы. Возможно использование инструментов или приборов с улучшенными метрологическими показателями, а также с уникальными свойствами. Для подготовки поверхности к осмотру используются металлические, синтетические щетки. Для несения надписей – мел, маркер, битум для горячей поверхности.
- Линейка и рулетка. Изготавливаются из углеродистой с коррозионной защитой или нержавеющей стали (для измерения уровня в агрессивных средах) по ГОСТ 7502-98; ГОСТ 427-75.
- Угольник стальной плоский. В стандартном исполнении предлагаются углы 45, 60, 90, 120 градусов. ГОСТ 3749-77.
- Шаблоны радиусные. Предназначены для проверки выпуклости или вогнутости поверхности. Состоит из пластин с уже заданным радиусом кривизны. ГОСТ 4126-82.
- Щупы стальные. Представляют собой набор стальных пластин h 0,02-1,0 мм. Используются для определения зазоров между плоскостями и/ или элементами. ГОСТ 882-75.
- Разработаны также и специализированные наборы под конкретные цели, например, для сварщиков. Основная цель – проверка качества деталей и непосредственно самого шва: ширина, угол соединения, выпуклость, катет угла, глубина подреза, усиление и т. д. Из отечественных наборов можно отметить УШС-2/ 3/ 4, УШК-1, Шаблон Ушерова-Маршака, импортных – WG01/ 1/ 2+, V-WAC, Skew-T и др.
- Штангенциркуль. ГОСТ 169-90. Допускается использование улучшенного варианта с электронным табло. Микрометры ГОСТ 6507-90.
- Профилограф используется для замера волнистости и шероховатости. ГОСТ 19300-86.
- Шаблоны шероховатости поверхности. Такие измерения проводятся методом сравнения, для чего к изучаемой поверхности подбирается наиболее идентичная пластина (шаблон). ГОСТ 9378-93.
К оптическим относятся увеличительные стекла с масштабом увеличения до 6 раз.
Самые современные приборы для ВИК совмещают в себе и визуальный и измерительный метод. Нередко используется и видео/ фото фиксация. Это электронные видеоскопы, бароскопы, фиброскопы. Они делают возможным осмотр труднодоступных мест, одновременно увеличивая точность показаний, исключая человеческий фактор. Несмотря на то что оборудование дорогостоящее, в определенных условиях это единственно возможный способ контроля.
Выбор используемых инструментов определяется индивидуально, исходя из требований руководящей документации, технологии, техники безопасности на рабочем месте и т. д. Учитывается также необходимая степень точности измерений, стоимость самого оборудования и его обслуживания.
Подготовка специалистов ВИК
Главным достоинством визуального и измерительного контроля считается его доступность во всех аспектах. Немаловажным является и быстрая подготовка кадров. Лаконичное теоретическое обучение с минимум расчетов и формул (в отличие от подготовки с работой сложный оптических приборов, ультразвукового или рентген оборудования). В основном акцент делается на практические занятия, которые способствуют легкому «вливанию» в процесс и быстрому усвоению знаний.
Обучение проходит либо на специализированных курсах, либо на рабочем месте с обязательным прохождением последующей аттестации. Присвоение одного из трех квалификационных уровней происходит по итогам экзаменов либо поэтапно после периодической аттестации.
ВИК – это метод, в котором человеческий фактор имеет большое значение, поэтому и качеству обучения уделяется большое значение. Поскольку это защита от грубых нарушений и получения брака, то персоналу ставится более обширная программа, нежели выполнение однотипной функции. Так специалист 2 уровня должен владеть следующей информацией:
- Знать и понимать классификацию видов неразрушающего контроля.
- Хорошо знать объект контроля и понимать принцип его работы – конструктивные особенности оборудования, сквозную технологию, мощности оборудования, участки (оборудование) с наибольшими и наименьшими нагрузками – чтобы определять места с высокой вероятностью дефектов.
- Понимать физические основы и принципиальное устройство контроля. Знать основную первичную документацию (стандарты, ТУ), а также непосредственно руководящую документацию (действующие методики, инструкции, положения, технологические карты).
- Разбираться в используемых средствах и системе измерения, а также образцах, уметь рассчитывать параметры дефектов с учетом погрешности СИ.
- Подбирать инструменты для выполнения определенной задачи.
- Знать правило заполнения документации (наряд-допусков, актов, предписаний и т. д.).
- Знать перечень дефектов, их параметры, допуски и природу появления.
- Уметь организовать рабочее место, знать и выполнять правила техники безопасности.
Визуальный измерительный контроль, наряду с производственными линиями и технологиями претерпевает изменения. Это заключается в использовании совершенствующегося оптического оборудования, диодного освещения, автоматизированного и компьютерного сопровождения. На многих производствах с целью улучшения качества проверки, а также экономии времени процесс контроля частично автоматизирован. Но, несмотря на появление улучшающих факторов его нельзя исключить полностью. Поэтому целью всегда будет стремление улучшить качество проверки, минимизировать погрешность и повысить точность с целью предотвратить брак и некондицию.
Источник litas.ru