Автоклав представляет собой аппарат, предназначенный для осуществления разнообразных процессов при нагревании и под давлением, превышающим атмосферное. Наличие данных условий позволяет достигать ускорения реакции, а также увеличение выхода продукта.
Используя в химической области для проведения разнообразных химических реакций, данный аппарат называют химическим реактором. Используя в медицине (стерилизация при высоких температурах и высоком давлении), данный аппарат называют только автоклавом. Если же процесс стерилизации осуществляется без воздействия высокого давления, то применяют термин стерилизатор либо сушильный шкаф.
Разновидности автоклавов
Существуют автоклавы вертикальные, колонные, горизонтальные, качающиеся, вращающиеся. Автоклав может быть представлен в виде сосуда замкнутого, либо с крышкой. Автоклавы могут быть снабжены наружными, выносными, внутренними теплообменниками, а также электромагнитными, пневматическими или механическими перемешивающими устройствами. К тому же автоклавы по мере необходимости могут быть оснащены контрольно-измерительными устройствами для регулирования и измерения температуры, уровня жидкости, давления и т.д.
Автоклав Что это такое и зачем он нужен
Конструкция автоклава
Основные параметры и конструкция промышленных автоклавов бывает разнообразной. Они могут иметь емкость от нескольких сотен м3 до десятков см3 и предназначаются для работ при температурах до 5000С и под давлением до 1500 кгс/см2.
В химической промышленности перспективны автоклавы безсальниковые с экранированным электродвигателем, которые не требуют уплотнения. В этом электродвигателе ротор насажен прямо на вал мешалки, накрыт тонкостенным герметичным экраном из немагнитных материалов, которые не препятствуют проникновению силовых магнитных линий от статора к ротору электродвигателя. В процессе производства строительных материалов используют тупиковые либо туннельные автоклавы. Внешне – это трубы от 15 до 20 метров в длину и от трех до шести метров в диаметре, закрываемые крышкой.
Применение автоклавов
Автоклавы используют в:
— Гидрометаллургии (выщелачивание и последующее восстановление из растворов драгоценных и цветных металлов, редких элементов).
— Химической промышленности (изготовление органических красителей и полупродуктов, гербицидов, в процессах синтеза).
— В резиновой промышленности (процесс вулканизации технических изделий).
— В производстве строительных материалов.
— В консервной промышленности.
— В медицинской сфере.
— При создании предметов из карбонового волокна (чтобы придавать им твердые формы).
Автокла́в — аппарат для проведения различных процессов при нагреве и под давлением выше атмосферного. В этих условиях достигается ускорение реакции и увеличение выхода продукта. При использовании в химии или для проведения химических реакций используют название химический реактор.
При использовании в медицине для стерилизации при высоком давлении и температуре — только автоклав. В случае, если стерилизация проводится при высокой температуре, но без давления, используют термин стерилизатор или сушильный шкаф. Был изобретён Дени Папеном в 1679 году.
Как работает автоклав
Разновидности автоклавов
Автоклавы бывают: вращающиеся, качающиеся, горизонтальные, вертикальные и колонные. Автоклав представляет собой сосуд либо замкнутый, либо с открывающейся крышкой. При необходимости снабжаются внутренними, наружными или выносными теплообменниками, механическими, электромагнитными, либо пневматическими перемешивающими устройствами и контрольно-измерительными приборами для измерения и регулирования давления, температуры, уровня жидкости и т. п.
Характеристики автоклавов
Конструкция и основные параметры промышленного автоклава разнообразны, ёмкость от нескольких десятков см³ до сотен м³, предназначаются для работы под давлением до 150 МПа (1500 кгс/см²) при температуре до 500 °C. Для химических производств перспективны бессальниковые автоклавы с экранированным электродвигателем, не требующим уплотнения.
Ротор этого электродвигателя насажен непосредственно на вал мешалки и накрыт герметичным тонкостенным экраном из немагнитного материала, не препятствующего проникновению магнитных силовых линий от статора электродвигателя к ротору.
При производстве строительных материалов применяют туннельные или тупиковые автоклавы. Внешне они представляют из себя трубу 3-6 м в диаметре и 15-20 м в длину, закрываемую крышкой с байонетным затвором (тупиковые с одной стороны, туннельные с двух сторон).
Вдоль по длине автоклава расположены рельсы для вагонеток с изделиями. Автоклавы оборудованы магистралями для впуска насыщенного пара, перепуска отработанного пара в другой автоклав, выпуска пара в атмосферу или в утилизатор и для конденсатоотвода.
В пищевой промышленности используются вертикальные и горизонтальные автоклавы широкого спектра разновидностей, размеров и принципов действия. Например, в горизонтальных автоклавах для пищевой промышленности может создаваться необходимое противодавление по отношению к каждой отдельно взятой упаковке с продуктом, что позволяет проводить стерилизацию продуктов не только в жесткой таре (стеклобанка, жестебанка), но и в мягкой и полужесткой упаковке.
Применение автоклавов
Автоклавы применяются в химической промышленности (производство гербицидов, органических полупродуктов и красителей, в процессах синтеза); в гидрометаллургии (выщелачивание с последующим восстановлением из растворов цветных и драгоценных металлов, редких элементов); в резиновой промышленности (вулканизация технических изделий); в пищевой промышленности (стерилизация, пастеризация продуктов [в том числе консервов], приготовление пищи); в промышленности стройматериалов. Автоклавы широко используются в медицине. Также при создании изделий из карбонового волокна, для придания им твердых форм.
Рубашка автоклава защитная — устройство, предохраняющее швы и основной материал корпуса реактора от воздействия теплоносителя.
Массовое применение автоклавы получили именно в пищевой промышленности. Современные автоклавные кулинарные системы оснащены многоступенчатыми механизмами защиты, специальными замками и системами автоматического отключения. На сегодняшний день для этих целей во всем мире постоянно используется около 1,5 млн автоклавов.
Принцип работы системы
При обычных условиях нагрев воды выше точки кипения невозможен. Как только температура достигает 100 °C, вода перестает нагреваться. Это происходит из-за интенсивного испарения воды в процессе ее нагрева. Если вода кипятится долго, то она полностью переходит в пар.
Когда вода или жидкость кипятится в автоклаве, повышается точка кипения. Как только температура супа или пюре достигает 90 °C, начинается интенсивное испарение. Водяной пар, являясь, по сути, газом, создает избыточное давление в сочетании с температурой, что приводит к остановке испарения. Чем выше температура, тем выше давление в системе. Тепло, генерируемое при повышении давления, называется латентным теплом и имеет большую проникающую силу в структуру микроорганизмов, разрушая их в даже дремлющем состоянии — в спорах.
Современные автоклавы используют фракционное вакуумирование, которое удаляет кислород в несколько циклов, обеспечивая 100 % проникновение пара в процессе стерилизации и гомогенизации продукта.
Приготовление пищи автоклавным методом позволяет готовить блюда в разы быстрее, с сохранением всех питательных свойств продукта.
Давление
Приготовление пищи на пару под высоким давлением — это наиболее диетический способ приготовления продуктов. Высокое давление способствует выходу естественных натуральных соков из продукта, позволяя готовить блюда при высоких температурах в собственном соку. Приготовление при высоком давлении позволяет «восстанавливать» поврежденные ткани продуктов, упакованных в вакууме или ранее замороженных.
Супернагретый пар, образованный при высоком давлении повышенными температурами, позволяет готовить от 3 до 10 раз быстрее. Обработка высокотемпературным паром позволяет готовить без соли, с минимальным количеством масла, сахара, ароматизаторов и улучшителей вкуса, с меньшим старением и высыханием при сохранении свежести вкуса.
Питательные вещества
Приготовление под давлением позволяет сохранить все питательные элементы продуктов. Поскольку пища готовится в безвоздушной среде и очень быстро, минимальное количество витаминов, жидкости, минералов, солей вываривается в процессе кипячения.
Автоклавные установки
Для тепловой обработки силикатного кирпича и изделий из ячеистого бетона обычно применяют автоклавы. Эти установки работают при давлении от 0,8 до 1,2 МПа и температуре от 170 до 188 о С. Для запаривания изделий используют влажный насыщенный водяной пар, который быстро конденсируется и создаёт водную среду в порах материала.
Перегретый пар для автоклавной обработки не применяют . Применение пара высокого давления и температуры при автоклавной обработке связано с интенсивным растворением SiO 2 в растворе Са (ОН) 2 , которое начинается при 170…175 о С. Повышение давления пара сокращает продолжительность запаривания, а также увеличивает прочность изделий. Но всё-таки, давление пара не влияет на процессы твердения, а лишь обеспечивает нужную температуру в автоклаве. Автоклавы подразделяются на два типа – тупиковые (вход и выход вагонеток с одной стороны) и проходные (вход и выход вагонеток с противоположных сторон). Тепловая обработка силикатного кирпича осуществляется в автоклавах диаметром 2 м и длиной 19 и 21м при давлении от 0,8 до 1,2 МПа, а также в автоклавах длиной 40 м при давлении 1,6 МПа. Для производства изделий из ячеистого бетона применяют автоклавы следующих размеров: диаметр 2;2,6;3,6 м, длина соответственно 17, 19 и 27 м.
Схема автоклава тупикового типа
Автоклав состоит из корпуса 1 , защищённого слоем теплоизоляционного материала 2 ; открывающейся крышки 3 , оснащённой механизмом открывания и закрывания. В состав этого механизма входят: насосная станция 4 ; гидравлические цилиндры 5 ; зубчатое колесо 6 и реечный механизм поворота зубчатого колеса 17 , который при движении вперёд поворачивает колесо и открывает крышку автоклава 3 . Для обеспечения герметичности и безопасной работы аппарата крышка оснащена байонетным затвором, состоящим из двух байонетных колец 8, одно из которых неподвижно, а второе может поворачиваться вокруг оси автоклава. Кольца имеют выступы определённого профиля, которые при повороте подвижного кольца заходят за выступы неподвижного кольца и образуют замок. В качестве уплотняющего элемента, обеспечивающего плотное примыкание колец, предусмотрена установка резиновой прокладки между кольцами.
Крышку автоклава открывают в такой последовательности: включают насосную станцию 4 , подающую масло в цилиндры поворотного механизма 7 , которые поворачивают подвижное кольцо 8 , расположенное на крышке автоклава до тех пор, пока его зубцы не выйдут из зацепления с зубцами неподвижного кольца, находящегося на корпусе. Как только крышка освободится от зацепления с байонетным кольцом, срабатывает выключатель и кольцо прекращает поворачиваться. Затем включается подъёмный механизм крышки: масло от насосной станции 4 , подаётся в цилиндр 5 , который приводит в движение реечный механизм поворота 17 , находящийся в зацеплении с зубчатым колесом 6 и поворачивает его до полного открывания крышки. Время открывания крышки – 2 мин.
Изделия на тепловую обработку подают на вагонетках по рельсовому пути 9 , который в зависимости от диаметра автоклава имеет ширину, мм: Ø 3,6м – 1526; Ø 2,6м – 900; Ø 2м – 750. Ввод пара в автоклав осуществляется через патрубок 11 , который связан с перфорированным трубопроводом 10 , проложенным по всей длине автоклава под рельсовым путём.
Образующийся конденсат отводится из установки через патрубок 12 . Корпус автоклава устанавливается на шесть опор 13 , пять из которых – подвижные. Если автоклав проходного типа, то количество опор увеличивается до 8, а неподвижная опора устанавливается в средней части аппарата.
Подвижные опоры позволяют корпусу при нагревании перемещаться, тем самым, устранять напряжения, возникающие в корпусе при тепловом расширении. Для безопасной работы установки предусмотрены следующие меры защиты – установка двух предохранительных клапанов 14 ; устройство катодной защиты, предотвращающей электрохимическую коррозию стенок автоклава.
Для более эффективной тепловой обработки изделий производится их вакуумирование с подключением вакуум-насоса к патрубку 15 . Вакуумирование сокращает сроки запаривания и повышает прочность изделий. Подобной эффект достигается и продувкой рабочего пространства автоклава паром.
Сущность данной операции заключается в изменении состава паровоздушной смеси используемой для запаривания. Давление в установке слагается из парциального давления пара подаваемого в аппарат и воздуха находящегося в нём, т.е.
Р У = Р П + Р В . При вакуумировании или продувке паром часть воздуха удаляется из рабочего пространства аппарата и замещается на пар, в результате температура теплоносителя в установке возрастает, увеличивается коэффициент теплоотдачи от среды к материалу, срок тепловой обработки сокращается, а прочность изделий становится выше. В целях экономии пара организуют его перепуск из одного автоклава в другой или сбрасывают в ёмкость, называемую паровым аккумулятором . Осуществляют эту операцию через патрубок 16 и обычно ведут до снижения давления в автоклаве до 0,25- 0,35 МПа. Перепускаемый пар нагревает изделия в другом автоклаве и поднимает в нём давление до 0,25 МПа. Удельный расход пара на ТО составляет 300…400 кг/м 3 бетона.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОКЛАВЫ ДЛЯ СТРОИТЕЛЬНОЙ ИНДУСТРИИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 10037-83
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.85
Настоящий стандарт распространяется на автоклавы, предназначенные для термовлажностной обработки силикатного кирпича и силикатных изделий из ячеистого бетона.
Требования настоящего стандарта являются обязательными.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Автоклавы изготовляют двух типов:
Работающие при температуре до 200 ° С — из стали марки 15К или 20К третьей категории по ГОСТ 5520 ;
Работающие при температуре выше 200 ° С — из стали марки 15К или 20К четвертой категории по ГОСТ 5520 с проверкой механических свойств и ударной вязкости после механического старения каждого листа.
Применение стали марки 15К не допускается во вновь проектируемых и модернизируемых автоклавах.
Свищи и пористость наружной поверхности шва;
Подрезы глубиной более 0,5 мм и протяженностью более 10 % длины шва;
Наплывы, прожоги и незаплавленные кратеры;
Смещение и совместный увод кромок свариваемых элементов свыше норм, предусмотренных настоящим стандартом;
Несоответствие формы и размеров требованиям стандартов, технических условий или рабочих чертежей;
Для соединений, подлежащих ультразвуковой и магнитопорошковой дефектоскопии, чешуйчатость поверхности и западание между валиками шва, превышающие по глубине 0,2 мм и по протяженности 0,2 S , где S — номинальная толщина свариваемого элемента в миллиметрах.
(Измененная редакция, Изм. № 2).
2.5.20. В сварных соединениях не допускаются следующие внутренние дефекты:
Трещины всех видов и направлений;
Непровары (несплавления), расположенные в сечении сварного соединения.
2.5.21. В сварных стыковых соединениях, при контроле радиографическим методом, не допускаются:
Внутренние единичные поры, шлаковые и другие включения шириной (диаметром) более 0,1S и длиной более 0,2S ;
— скопления внутренних пор, шлаковых и других включений длиной более 0,3S.
Суммарная длина пор, шлаковых и других включений для любого участка радиограммы длиной 10S не должна превышать 1,0S. Для меньшей длины радиограмм допустимая суммарная длина пор и других включений (для любого участка радиограмм длиной 10 S ) уменьшается пропорционально длине радиограмм. При этом минимальная длина радиограмм не может быть менее 2S.
1. При различной толщине свариваемых элементов максимальный допустимый размер дефектов выбирается по меньшей толщине.
2. За размеры пор и других включений следует принимать следующие размеры их изображений на радиограммах:
Диаметр — для сферических пор и включений;
Ширина и длина — для удлиненных пор и включений.
3. Скоплением называется три или более расположенных беспорядочно пор и других включений с расстоянием между любыми двумя близлежащими краями изображений пор или включений более одной, но не более трех их максимальных ширин или диаметров.
4. За размер скопления пор и других включений принимается его длина, измеренная по наиболее удаленным друг от друга краям изображений пор или включений в скоплении.
5. Поры или включения с расстоянием между ними не более их максимальной ширины или диаметра, независимо от их числа и взаимного расположения, рассматриваются как одна пора или одно включение.
1. Максимально допустимое количество одиночных дефектов на любые 100 мм протяженности шва сварного соединения — 3.
2. Протяженные дефекты, обнаруженные на чувствительности фиксации, не допускаются.
2.5.20 — 2.5.23. (Введены дополнительно, Изм. № 2).
2.6. Контроль качества сварных соединений
Внешний осмотр и измерения швов;
Капиллярную или магнитопорошковую дефектоскопии.
2.6.2. Внешний осмотр и измерение сварных швов необходимо проводить после очистки сварных швов и прилегающих к ним поверхностей основного металла по обе стороны шва от шлака, брызг и других загрязнений.
Внешнему осмотру подлежат все сварные соединения с целью выявления в них дефектов, указанных в пп. — , и .
2.6.1, 2.6.2. (Измененная редакция, Изм. № 2).
2.9. Требования к надежности
12000 (14700 с 01.01.95) рабочих циклов для автоклавов внутренним диаметром 2000 мм, кроме длинномерных автоклавов длиной 41000 мм;
11000 (12000 с 01.01.95) рабочих циклов — для автоклавов внутренним диаметром 2600 и 3600 мм.
По истечении назначенного ресурса или обнаружения повреждения автоклавы должны быть подвергнуты специальному техническому обследованию для определения возможности дальнейшей эксплуатации.
Каждый автоклав должен подвергаться техническому обследованию по специальному положению по обследованию и ремонту автоклавов, согласованному с Госгортехнадзором СССР, после чего принимают решение о возможности и сроке его дальнейшей эксплуатации.
2.9.2. Показатели ремонтопригодности автоклавов:
Удельная суммарная оперативная трудоемкость текущих ремонтов — не более 0,2 (0,19 с 01.01.95) чел.-ч/цикл;
Удельная суммарная оперативная продолжительность технических обслуживании — не более 0,33 (0,31 с 01.01.95) чел.-ч/цикл.
2.9.1, 2.9.2. (Измененная редакция, Изм. № 1, 2).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.12. Выходное отверстие контрольного вентиля должно быть направлено в безопасное место.
Эксплуатационная документация по ГОСТ 2.601 ;
Паспорт сосуда (автоклава), работающего под давлением;
4.3. Ответные фланцы должны быть прикреплены к автоклавам с рабочими прокладками и крепежными деталями.
4.4. Быстроизнашивающиеся детали — в количестве, обеспечивающем эксплуатацию автоклавов в течение гарантийного срока.
5. ПРАВИЛА ПРИЕМКИ
5.1. Для проверки соответствия автоклавов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и эксплуатационные испытания.
5.2. Приемо-сдаточным испытаниям подвергают каждый автоклав на соответствие требованиям пп. табл. , , (в части гидравлических испытаний), , , а также проводят не менее трех открываний и закрываний крышек и проверку работы механизма подъема крышки и поворота (крышки или байонетного кольца) в наладочном режиме на технологическом стенде, при этом должно быть обеспечено правильное взаимодействие механизмов системы управления, блокировок и сигнализации.
(Измененная редакция, Изм. № 2).
5.3. Перед испытанием на соответствие требованиям п. в части гидравлических испытаний следует провести осмотр автоклава без применения увеличительных приборов.
На наружной и внутренней поверхностях не должно быть плен, закатов, расслоений, грубых рисок, трещин, а на сварных швах также наплывов, подрезов, трещин, пор и других дефектов, снижающих качество и ухудшающих товарный вид. Внутри корпуса не допускается наличие грязи и посторонних предметов.
5.4. При осмотре следует проверить наличие и правильность нанесения маркировки на обечайках, днищах, фланцах и фирменной пластинке. Проверяют наличие клейм сварщиков на сварных швах.
5.5. Периодическим испытаниям в эксплуатационных условиях подвергают один автоклав каждого типоразмера не реже одного раза в три года.
Испытания проводят по программе и методике, утвержденным в установленном порядке.
5.6. Эксплуатационные испытания проводят по программе и в сроки, установленные специальными правилами Госгортехнадзора СССР.
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Длину, ширину, высоту, колею проверяют рулеткой по ГОСТ 7502 с верхним пределом измерения 30000 мм и ценой деления 1 мм; внутренний диаметр проверяют измерением наружной длины окружности с пересчетом на внутренний диаметр с учетом толщины листов, взятой по сертификату.
6.2. Рабочее давление (табл. ) проверяют манометром по ГОСТ 2405 с пределами измерений от 0 до 2,5 МПа класса точности не ниже 1,5.
(Измененная редакция, Изм. № 2).
6.3. Рабочую температуру (табл. ) при эксплуатации проверяют при помощи термопары с параметрами ГОСТ 3044.
(Измененная редакция, Изм. № 1).
6.4. Массу автоклава (табл. ) проверяют суммированием сборочных единиц и деталей, входящих в комплект поставки.
6.5. Гидравлические испытания (п. ) проводят на предприятии-изготовителе пробным давлением Р пр, МПа (кгс/см 2), вычисляемым по формулам:
Для автоклавов с кованными элементами байонетного затвора
Для автоклавов с литыми элементами байонетного затвора
где [ s ] 20 — допускаемое напряжение при температуре 20 ° С;
[ s ] t — допускаемое напряжение при рабочей температуре;
Время испытаний при пробном давлении — не менее 10 мин.
Для гидравлического испытания применяют воду температурой не ниже 5 ° С и не выше 40 ° С. Автоклав считают выдержавшим гидравлическое испытание, если не обнаружено признаков разрыва, течи, слезок и потения в сварных соединениях и на основном металле, видимых остаточных деформаций.
Подъем давления воды в сосуде производят насосом без толчков и ударов.
Давление, равное рабочему, поддерживают в течение всего времени, необходимого для осмотра автоклава. Обстукивание автоклава, находящегося под давлением, запрещается.
Скорость подъема давления при гидроиспытании — не более 0,5 МПа/мин.
(Измененная редакция, Изм. № 2).
6.6. Проверку лакокрасочных покрытий (п. ) проводят визуально.
6.7. Назначенный ресурс (п.
При высоком давлении и температуре — только автоклав. В случае, если стерилизация проводится при высокой температуре, но без давления, используют термин стерилизатор или сушильный шкаф . Был изобретён Дени Папеном в 1679 году .
Энциклопедичный YouTube
✪ Автоклавное оборудование от компании ООО «Оригинал Трейд»
✪ СТЕРИЛИЗАЦИЯ ТАТУ ОБОРУДОВАНИЯ В ДОМАШНИХ УСЛОВИЯХ // Забитые Руки
✪ Открытие бора. Красивые опыты.
Субтитры
Разновидности автоклавов
Автоклавы бывают: вращающиеся, качающиеся, горизонтальные, вертикальные и колонные. Автоклав представляет собой сосуд либо замкнутый, либо с открывающейся крышкой. При необходимости снабжаются внутренними, наружными или выносными теплообменниками, механическими, электромагнитными, либо пневматическими перемешивающими устройствами и контрольно-измерительными приборами для измерения и регулирования давления, температуры, уровня жидкости и т. п.
Конструкция автоклавов
Конструкция и основные параметры промышленного автоклава разнообразны, ёмкость от нескольких десятков см³ до сотен м³, предназначаются для работы под давлением до 150 МПа (1500 кгс/см²) при температуре до 500 °C. Для химических производств, в случае необходимости перемешивания продукта, как вариант, перспективны автоклавы с бессальниковыми мешалками и экранированным электродвигателем, не требующим уплотнения. Ротор этого электродвигателя насажен непосредственно на вал мешалки и накрыт герметичным тонкостенным экраном из немагнитного материала, не препятствующего проникновению магнитных силовых линий от статора электродвигателя к ротору.
При производстве строительных материалов применяют туннельные или тупиковые автоклавы. Внешне они представляют собой трубу 3-6 м в диаметре и 15-20 м в длину, закрываемую крышкой с байонетным затвором (тупиковые с одной стороны, туннельные с двух сторон).
Вдоль по длине автоклава расположены рельсы для вагонеток с изделиями. Автоклавы оборудованы магистралями для впуска насыщенного пара, перепуска отработанного пара в другой автоклав, выпуска пара в атмосферу или в утилизатор и для конденсатоотвода.
В пищевой промышленности используются вертикальные и горизонтальные автоклавы широкого спектра разновидностей, размеров и принципов действия. Например, в горизонтальных автоклавах для пищевой промышленности может создаваться необходимое противодавление по отношению к каждой отдельно взятой упаковке с продуктом, что позволяет проводить стерилизацию продуктов не только в жёсткой таре (стеклобанка, жестебанка), но и в мягкой и полужёсткой упаковке.
Применение автоклавов
Автоклавы в пищевой промышленности
Автоклавный способ приготовления пищи это метод приготовления продуктов в герметичном сосуде или в автоклаве, не позволяющем воздуху или жидкости покидать ёмкость, находящуюся под высоким давлением. Поскольку при увеличении давления точка кипения жидкости смещается вверх, температура жидкости внутри системы может быть повышена до 100 °C.
При этом жидкость не достигает точки кипения. Большинство кулинарных систем высокого давления работают при рабочем давлении в 15 psi , согласно стандарту установленному в США в 1917 году. При таком давлении жидкость закипает при температуре в 125 °C. Повышенная температура позволяет приготовить продукт несоизмеримо быстрее стандартного способа.
Например, порезанная свежая капуста готовится в течение одной минуты, сохраняя всю витаминную и вкусовою гамму продукта. Свежие зелёные бобы или небольшие картофелины готовятся около пяти минут, а целая курица до 3 кг — около 20 минут. Другое преимущество автоклавного способа приготовления пищи — достижение эффекта тушения и медленного кипения продукта за очень короткий срок.
В настоящее время небольшие установки используют альпинисты, для того чтобы вскипятить воду на больших высотах. Высоко в горах вода выкипает, не достигая температуры 100 °C, что препятствует правильному приготовлению пищи и нормальной тепловой обработке продуктов, как писал Чарльз Дарвин в «Путешествии на Бигле».
Автоклавный способ приготовления пищи считался очень взрывоопасным. Современные автоклавные кулинарные системы оснащены многоступенчатыми механизмами защиты, специальными замками и системами автоматического отключения.
Принцип работы системы
При обычных условиях нагрев воды выше точки кипения невозможен. Как только температура достигает 100 °C, вода перестаёт нагреваться. Это происходит из-за интенсивного испарения воды в процессе её нагрева. Если вода кипятится долго, то она полностью переходит в пар.
Когда вода или жидкость кипятится в автоклаве, повышается точка кипения. Как только температура супа или пюре достигает 90 °C, начинается интенсивное испарение. Водяной пар, являясь, по сути, газом, создаёт избыточное давление в сочетании с температурой, что приводит к остановке испарения. Чем выше температура, тем выше давление в системе. Тепло, генерируемое при повышении давления, называется латентным теплом и имеет большую проникающую силу в структуру микроорганизмов, разрушая их даже в дремлющем состоянии — в спорах.
Современные автоклавы используют фракционное вакуумирование, которое удаляет кислород в несколько циклов, обеспечивая 100 % проникновение пара в процессе стерилизации и гомогенизации продукта.
Приготовление пищи автоклавным методом позволяет готовить блюда в разы быстрее, с сохранением всех питательных свойств продукта.
Питательные вещества
Эксплуатация промышленных автоклавов
При применении автоклавов их владелец обязан обеспечить должное состояние сосудов и условия их работы. В этих целях назначается прошедший обучение ответственный за исправное состояние и безопасную эксплуатацию сосудов, работающих под давлением.
Персонал, на который возложены обязанности по обслуживанию сосудов, должен вести тщательное наблюдение за порученным ему оборудованием путём его осмотра, проверки действия арматуры, КИП, предохранительных и блокировочных устройств и поддержания сосудов в исправном состоянии. Результаты осмотра и проверки должны записываться в сменный журнал.
В России нормативные документы по эксплуатации автоклавов издаются и утверждаются Ростехнадзором .
Источник: remontantenn.ru
Паровой автоклав: принцип работы
Более 30-и лет успешной работы! Сотни постоянных клиентов!
Оставьте заявку и получите выгодное предложение!
Менеджеры компании с радостью ответят на ваши вопросы и произведут расчет стоимости услуг и подготовят индивидуальное коммерческое предложение.
По типу теплоносителя автоклавы делятся на электрические водяные и паровые. Паровые более экономичны и подходят для стерилизации продуктов в жестяных и стеклянных банках, а также для обработки еды в реторт-упаковке.
Принцип работы парового автоклава
Это — промышленное специальное оборудование, которое создает во внутренней камере высокое давление, а также обеспечивает нагрев помещенной внутрь продукции. Таким образом можно приготовить любую консервированную пищу, в том числе, мясо, рыбу, овощи или фрукты. Приготовленные таким образом консервы абсолютно безопасны, так как не содержат патогенной микрофлоры, а также хорошо сохраняют вкусовые качества и дольше остаются пригодными к использованию.

Конструкция промышленного парового автоклава представляет собой резервуар, в котором и проходит обработка продукции. Принцип работы этих устройств основан на обеспечении таких условий, при которых вода может разогреваться до температуры свыше +100 градусов Цельсия. Обеспечивается это за счет герметичности камеры и проходит следующим образом:
влага в камере начинает испаряться, как только достигает температуры в +90 градусов;
когда вода переходит из жидкого состояния в газообразное, это создает избыточное давление;
пар не может выйти наружу, так как резервуар герметично закрыт;
при достижении определенной концентрации пара испарение воды прекращается;
одновременно с повышением давления растет и температура воды в рабочей камере;
таким образом формируется латентное тепло, проникающее глубоко в продукты и уничтожающее все патогенные организмы.
В паровом автоклаве происходит полная стерилизация консервов вне зависимости от типа сырья, что при обычных методах тепловой обработки невозможно.
Преимущества паровых автоклавов

По сравнению с электрическими, паровые автоклавы отличаются такими преимуществами:
Экономичность. У этих конструкций меньший расход воды и электроэнергии на единицу выпускаемой продукции. В конечном итоге, это позволяет снизить себестоимость консервов.
Скорость обработки. В паровых автоклавах нагрев происходит быстрее. Охлаждение здесь также ускорено. Это позволяет обеспечить необходимые параметры стерилизации не только для мясных и овощных консервов, но также и для соусов, и для грибов.
Автоматизация технологического процесса. Задача операторов — установить рабочие показатели и обеспечить загрузку корзин с продуктом.
Паровые автоклавы считаются универсальными: они подходят для стерилизации банок из жести и стекла, а также для гибкой реторт-упаковки.
Источник: pavlovo-omz.ru
Автоклавы: особенности промышленного оборудования
В современной промышленности широко используется метод, при котором производство продуктов и различных изделий осуществляется при высоком давлении. А обеспечить данный процесс помогают автоклавы — устройства, которые применяются в промышленной сфере для создания оптимального температурного режима и необходимого давления. Профессиональное оборудование бывает разнообразных видов, а также отличается друг от друга по ряду особенностей и комплектации. В свою очередь, последний параметр напрямую зависит от габаритов устройств, а также их размеров/назначения.
Внешне автоклав представляет собой сосуд замкнутой формы с крышкой, а внутри оборудования имеется специальный механизм, который приводиться в действие при помощи электромагнитных или механических устройств. Стоит отметить, что создаваемая температура внутри автоклав может достигать отметки 500 градусов с максимальным давлением до 150 МН/м 2 .
Конструкционно автоклавы состоят из
- больших резервуаров для создания продукции с использованием высокого давления;
- температурных датчиков;
- герметичных крышек;
- панелей управления для настройки устройств.
В зависимости от предназначения автоклавы могут использоваться как исключительно в строительной области, так и пищевой промышленности. А давление оборудования может нагнетаться 2 способами: естественно (при нагревании приборов с дальнейшим выделением пара), искусственно (посредством накачивания воздуха в устройства).
Современный выбор оборудования позволяет подобрать и купить устройство соответствующее сфере его применения, поэтому перед покупкой агрегата необходимо учитывать, что:
- модели вертикального типа применяются исключительно для проведения лабораторных исследований в медицине или пищевой промышленности;
- горизонтальные приборы зачастую используются в металлургии или строительстве (например, для ламинации или проведения вулканизации).
Объем бака — еще один важный параметр, который следует учитывать перед выбором модели. Если грамотно подойти к подбору размеров резервуара, то можно с легкостью наладить производственный процесс, тем самым, исключив возможность возникновения брака или других дефектов при производстве продукции.
Принцип работы и сфера использования промышленных установок
Функционируют автоклавы на основе физических законов, в соответствии с которыми устройства позволяют:
- создать благоприятные условия с высоким температурным давлением для кипения и испарения жидкостей;
- извлечь из любого продукта вредные составляющие;
- провести качественную температурную обработку, которая дает возможность предприятиям получить необходимый результат, достигнуть которого при атмосферных условиях просто невозможно.
Благодаря функциональности, использовать автоклавы можно для пищевой, химической, строительной, фармакологической и даже военной сферах. Но наибольшее распространение устройства получили именно для пищевой области при проведении обработки консервированных продуктов питания. Например, представленная в супермаркетах тушенка, рыбные, а также другие виды консервов отличаются отменными вкусовыми качествами и оптимальной степенью готовности исключительно благодаря применению автоклав. А в медицине с помощью оборудования можно правильно подготавливать ингредиенты для создания медикаментов, так как установки создают идеальные условия для осуществления различных химических реакций с полной их стерилизацией.
Специалисты отмечают, что кроме функциональности и простоты эксплуатации, автоклавы отличаются еще рядом преимуществ:
- легкостью использования, так как процедура состоит всего лишь из нескольких простых этапов;
- разнообразием выбора, где каждый покупатель может выбрать для себя как практичную бытовую модель, так и профессиональную установку для оптимизации рабочих процессов на предприятии;
- надежностью в работе благодаря использованию высококачественной стали;
- высокой производительностью при минимальных временных затратах;
- натуральностью, ведь принцип действия устройств базируется исключительно на законах физики без дополнительного использования каких-либо компонентов;
Независимо от модели оборудования (бытовой или промышленной) главный акцент необходимо делать не на стоимости, а на качестве установки и ее надежности, так как от этого зависит безопасность и срок службы автоклав.
Источник: bloknot-taganrog.ru
О чём надо знать, выбирая
промышленный автоклав-стерилизатор
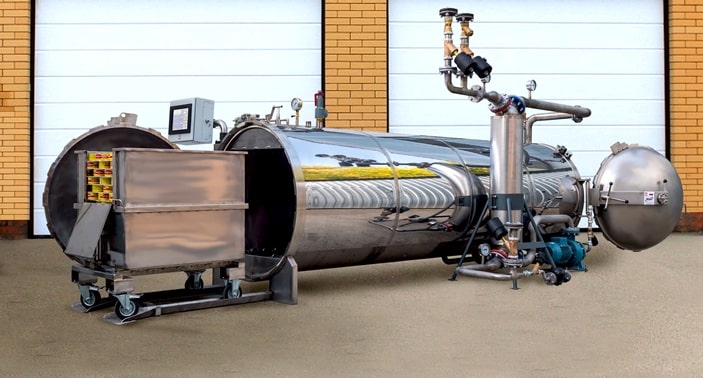
Многочисленные предприятия консервной промышленности выпускают сотни видов продуктов, упакованных в самые разные виды тары: стеклобанка, жестебанка, полужёсткая упаковка типа ламистер, мягкая упаковка типа дой-пак (см. наш фасовочно-упаковочный агрегат УФ-4.5) и т.д.
Вне зависимости от вида упаковки и вида продукта, все консервированные продукты объединяет то, что все они подвергаются стерилизации (пастерзации). Суть процесса стерилизации заключается в том, что продукт, подлежащий хранению, герметично укупоривается в тот или иной вид тары и затем подвергается термической обработке с целью уничтожения бактерий внутри герметичного объёма. Самым распространённым способом стерилизации (пастерзации) является автоклавирование продукции.
При этом, некоторые виды продуктов фасуются в тару до герметизации уже практически готовыми к употреблению и автоклавирование решает в основном задачу уничтожения микробов. Однако большая часть продуктов попадает в упаковку в «сыром» виде, а в процессе автоклавирования происходит «варка» продукта и одновременно уничтожаются бактерии.
В любом случае суть технологического процесса автоклавирования заключается в нагреве продукта до заданной температуры стерилизации, выдержке продукта при этой температуре заданное время с последующим охлаждением до нормальных (комнатных) температур.
Главное в этом процессе — выдержка продукта заданное время при температуре стерилизации, обеспечивающей безусловное уничтожение бактерий. Доказано, что уничтожение каждого вида бактерий происходит только в случае, если продукт нагревается до температуры стерилизации (пастерзации) Тс и выдерживается при этой температуре не менее, чем известное время стерилизации (пастерзации) tc для данного вида бактерий.
Cтерилизуемый (пастерзуемый) продукт должен быть нагрет до температуры стерилизации по всему объёму, после этого должен быть выдержан при температуре Tc заданное время tc, которое называется временем стерилизации (пастерзации).
Таким образом, казалось бы, не имеет значения в каком автоклаве произведена стерилизация (пастерзация) консервов — любой автоклав обязан обеспечить нагрев, выдержку и охлаждение продукции в соответствии с формулой стерилизации (заданным режимом). На самом деле это не так. При выборе автоклава вам необходимо решить задачу с несколькими переменными, оптимальным образом выбрав соотношение между ними.
Автоклав является сложной и дорогой установкой, которая должна быть достаточно проста в эксплуатации, надёжна, долговечна, обеспечена сервисной поддержкой. Высокая стоимость этого оборудования заставляет потребителя задуматься – за что он платит деньги?
В нашей практике было несколько случаев, когда у заказчика мы монтировали и вводили в эксплуатацию автоклавы нашего производства, (мы выигрывали конкурс), которые были установлены в одном цехе с автоклавами «от кутюр» – итальянскими PANINI, французскими STERIFLOW.
Конечно, «их» автоклавы вызывают безусловное уважение классом исполнения, эргономикой – это как попасть в собор Ватикана – там сами стены заставляют с уважением относиться к Истории.
Однако, вот в чём курьёз. «Итальянец», цена которого минимум в два раза выше нашего автоклава, выполняет стерилизацию точно такой же продукции, что и наши автоклавы серии АГ-1200. При этом с полной ответственностью можем утверждать, что зелёный горошек, приготовленный в нашем автоклаве, абсолютно идентичен продукции, выданной «итальянцем». Интеллектуальная система управления, подбор оптимальной схемы теплопередачи в автоклавах АГ-1200 позволяет им успешно справляться не только с «зелёным горошком», но и с множеством других продуктов от молока до тушёнки.
Так как правильно выбрать автоклав для конкретного производства?
Как только вы начнёте искать варианты покупки автоклава – предложений будет много. Великолепные автоклавы PANINI, STERIFLOW – итальянцы и французы с вековой историей. Тут же на горизонте образуются предложения китайских производителей, не останутся в стороне и турки. В России найдутся «умельцы», скупающие бывшие в употреблении бочки на предприятиях Европы и дающие им вторую жизнь…много чего найдёте с помощью всеобщего друга – ИНТЕРНЕТА.
Рынок есть рынок. Что делать потребителю? Как правильно выбрать автоклав?
Конечно, надо исследовать предложения.
Для этого, обращаясь к любому производителю или поставщику автоклавов, заранее подготовьтесь к разговору и к тем вопросам, которые будут задавать вам. Ну и приготовьте вопросы, на которые вы должны получить ответ.
О чём будет спрашивать вас сторона, предлагающая автоклав:
- Какой вид продукции (рыбная, овощная, мясная и т.д.) вы собираетесь выпускать?
- Предполагаемый вид тары (упаковки) в которую будет расфасована продукция перед стерилизацией, в т.ч. габариты единицы тары?
- Предполагаемая производительность закаточной линии?
- Предполагаемая производительность производства (количество банок продукции в смену, за сутки)?
- Предполагаемый и возможный режим работы производства (одно, двух, трёхсменный)?
- Наличие стационарного источника пара достаточной мощности (котельная, либо парогенератор)?
- При отсутствии котельной и использовании парогенератора – доступный вид энергии (газ, дизтопливо, э/энергия)?
- Производственные площади, которые предполагается использовать для организации цеха (участка) автоклавирования.?
- Наличие источника воды и его характеристики?
Ответы на эти вопросы позволят производителю автоклавов предложить вариант поставки для вашего производства: то есть, для обеспечения требуемой производительности, вам должны предложить поставку требуемого количества автоклавов соответствующего типоразмера (вместимости), варианты размещения оборудования на ваших производственных площадях, привязку оборудования к энергоустановкам и сетям вашего предприятия.
Кроме самих автоклавов, для предприятий с достаточно большими объёмами продукции, также актуален вопрос механизации процессов загрузки/выгрузки продукции – ведь речь может идти о десятках и сотнях тысяч банок в смену. Тут будущий владелец автоклавов вправе ожидать от поставщика предложений по поставке оборудования для механизации процессов загрузки/выгрузки автоклавов.
Какие вопросы вы должны задать поставщику автоклавов:
- Является ли Поставщик Производителем?
- Как будут решаться вопросы гарантийного и постгарантийного обслуживания, первоначального монтажа и запуска оборудования?
- Предлагаемое к поставке оборудование новое? Имеется ли Паспорт сосуда, работающего под давлением? Кто изготовитель сосуда по Паспорту? Каков установленный срок жизни сосуда?
- Наличие комплекта разрешительной документации?
- Наличие «Обоснование безопасности опасного производственного объекта»?
- Сроки поставки и гарантии на поставку запчастей?
После того, как будет ясность с типом и количеством требуемого оборудования, его энергообеспеченностью и привязкой к вашим производственным площадям, обязательно должны быть решены вопросы по организации и производству монтажных и пусконаладочных работ, обучению персонала. (При поставке оборудования от ООО «УралЦентрКомплект» обязательным условием Договора поставки являются обязательства Поставщика по шефмонтажу, наладке и обучению персонала заказчика вплоть до оформления Акта о завершении этих работ).
Автоклав – это сложная технологическая установка, классифицируемая изначально, по закону, как опасный производственный объект. Поэтому ещё на этапе выбора и покупки оборудования должна быть полная ясность с поставкой запасных частей, расходных материалов, сроками поставки, а также сроками выполнения ремонтных работ в гарантийный период, организация сервиса оборудования в послегарантийный период.
Представьте ситуацию, когда вам нужно срочно получить из Китая или Турции любую запчасть, без которой автоклав неработоспособен. Многолетний опыт работы показывает, что это решается внутри России в считанные дни, а иногда и часы.
В процессе эксплуатации оборудования неизбежно будут возникать различные вопросы, касающиеся как технической части, так и программного обеспечения системы управления. Это жизнь. Мы, как производители автоклавов, ощущаем это каждый день в постоянном диалоге с потребителем. Бывают случаи, когда вопросы возникают у опытных пользователей, которые эксплуатируют оборудование не первую пятилетку.
Помните, что вместе с появлением автоклава(ов) на вашем предприятии, через некоторое время там появятся сотрудники Ростехнадзора, которые проверят соответствие приобретённого оборудования требованиям Законодательства РФ, наличие полного комплекта разрешительной документации (наличие Сертификата соответствия требованиям регламента ТС 032/2013, Декларации о соответствии соответствующим регламентам ТС, Обоснование безопасности, Паспорт сосуда работающего под давлением, Расчёт пропускной способности предохранительных клапанов и т.д.).
Не забывайте и о том, что у вас на предприятии должен быть подготовлен специалист, ответственный за безопасный ввод в эксплуатацию и дальнейшую эксплуатацию опасного производственного объекта, аттестованный по соответствующей программе в Ростехнадзоре.
Закон обязывает руководителя предприятия поставить на учет в Ростехнадзоре любое оборудование, работающее под давлением (хотя оборудование становится поднадзорным Ростехнадзору только в том случае, если произведение объём сосуда (м 3 ) на расчётное давление (МПа), больше 1).
Ну вот. Начали про стерилизацию – а приплыли к Ростехнадзору…
Хотя вы, безусловно, должны помнить, что безопасность эксплуатации опасного производственного объекта обеспечивается на всех стадиях его жизненного цикла – от проектирования, до утилизации. Мы, как производители, делаем все, чтобы безопасность нашей продукции была гарантирована и фактически и документально.
Если вы обращаетесь к нам, то будьте готовы к тому, что мы постараемся детально разобраться в том, что вы хотите сделать и постараться предложить оптимальный вариант решения. Став потребителем нашей продукции, вы получаете нашу поддержку как в период гарантии на оборудование, так и в постгарантийный период.
Нам, как производителям, всегда важно знать ваше мнение о нашей продукции – только ваше мнение является главным критерием добротности того, что мы делаем.
Принимая решение о выборе дорогостоящего оборудования, имейте ввиду сказанное выше, а также помните, что:
Источник: www.uck.ru.com