Катанка является разновидностью длинной металлической нити с округлым поперечным сечением диаметром от 5 до 14 мм. Изготавливается она из низко-, средне- и высокоуглеродистых сталей, а также легированных и цветных сплавов. Но стальная катанка находит самое обширное и массовое применение. Производится она методом горячей прокатки, что обуславливает наличие на ее поверхности небольшого количества технологической окалины. А для удобного хранения и транспортировки ее укручивают в бунты.
Сферы применения
Изначально стальная катанка не являлась готовым к применению металлопрокатом, а лишь полупродуктом – заготовкой для дальнейшего передела в проволоку разного сечения. Но сегодня сфера ее использования гораздо шире.
Изготовление проволоки
Итак, производство проволоки – основное назначение катанки. После удаления окалины с поверхности ее используют в волочильном производстве, где протягивают под усилием через волоки. Заготовка при этом уменьшается в диаметре и увеличивается в длине. За счет холодной пластичной деформации проволока приобретает гибкость и стойкость к обрыву.
Погрузка катанки в грузовую машину.
Из катанки сегодня производят проволоку с круглым, квадратным, треугольным и даже x-образным сечением. А всего современный проволочный сортамент насчитывает более пяти десятков разных форм.
Производство метизов
Гвозди, саморезы, заклепки, фибра и другие многочисленные метизные изделия изготавливаются из стальной катанки. Причем ассортимент метизов с каждым днем только увеличивается. Отчасти такая ситуация обусловлена появлением на рынке новых автоматизированных станков и инновациями в ремонтно-строительной сфере.
Канатное производство
Изготовление металлокорда и канатов основано на свивании отдельных прядей в единый трос. Вот эти пряди и получают из катанки. В зависимости от технологии их могут патенировать или покрывать смазочным материалом и в отличие от проволоки наматывают на шпули, чтобы в дальнейшем легче было выполнять заправку машин.
Строительство
Невысокая цена, простота в транспортировке и хранении в сочетании с довольно высокой механической прочностью и хорошими адгезионными свойствами поверхности часто мотивируют профессиональных строителей и простых обывателей использовать катанку 6 мм и более в качестве армирующего элемента. Единственное условие – создание слабонагруженных железобетонных конструкций. Это могут быть фундаменты для заборов, садовых беседок или вольеров. А вот катанка 5 мм часто востребована для связки кирпичной или газобетонной кладки.
Другие варианты
Сварочные электроды, пружины, сетка-рабица, проволочные заборы, лотки, решетки, барбекю и еще множество различных изделий и предметов – все это существует в нашем обиходе благодаря массовому производству катанки. Хотя в самом банальном случае она может послужить дешевым и прочным упаковочным и обвязочным материалом.
Технические характеристики
Катанка – металлопрокат массового применения и производится она строго согласно ДСТУ 2770/ГОСТ 30136. Это означает, что:
Как выровнять проволоку катанку 6мм
- химический состав сталей регламентируется госстандартами;
- по качеству прокатки катанка может быть обычной (В) и повышенной (Б) точности и на поверхности отсутствуют остатки усадочных раковин;
- во время изготовления контролируются площадь, форма и размер поперечного сечения, процесс охлаждения и массовая доля окалины.
Так как в ходе нагрева поверхностные слои катанки одновременно окисляются и подвергаются обезуглероживанию, то способ понижения температуры напрямую влияет на пластичность бунтового проката и на его сопротивление появлению микротрещин. Наиболее качественной и чистой от окалины является катанка двухстадийного охлаждения.
Источник: lesstroy.net
Катанка стальная

Катанка представляет собой разновидность горячекатаной металлопродукции, которая предназначена, для дальнейшего получения проволоки. Благодаря невысокой стоимости, она, также широко используются для бытовых и строительных целей. Часто, стальной катанкой называют проволоку, полученную волочением, но это неверный подход, поскольку два указанных вида продукции отличаются не только по размерам, но и по химическим и механическим характеристикам.
Сортамент и технические требования

Хранение катанки в бухтах на открытой площадке
В конструктивном плане катанка представляет собой пруток круглого сечения с диаметром от 5 до 9 мм. В ГОСТ 30136 указаны 8 основных типоразмеров (Ø5 мм, Ø5,5 мм, Ø6 мм, Ø6,3 мм, Ø 6,5 мм, Ø7 мм, Ø8 мм, Ø9 мм), однако указано, что катанка может производиться и большего диаметра.
Этот вид продукции подразделяется по классу точности на катанку повышенной (Б) и обычной (В) точности. От этой классификации зависят допустимые отклонения по диаметру. Кроме того, к прокату предъявляются требования по овальности (50% от суммы предельных отклонений по диаметру) и испытанию на изгиб. В последнем случае катанку оборачивают на 180° вокруг оправки того же диаметра.
Это вид продукции поставляется в мотках массой от 0,16 до 5 т, скрученных из одного куска катанки, свернутого ровными витками, чтобы в процессе производства проволоки не было обрывов.
Марки стали
Механические свойства катанки также зависят от типа охлаждения. Ее могут охлаждать водой в две (маркировка УО2) и в одну стадию (УО1), а также на воздухе (ВО). При этом для разных марок стали и способов охлаждения регламентируются показатели временного сопротивления и относительного сужения.
| Марка стали | Временное сопротивление | Относительное сужение поперечного сечения после разрыва | ||
| УО1, ВО | УО2 | УО1 | УО2 | |
| Ст0 с массовой долей углерода до 0,12% | 420 (43) | 470 (48) | 68 | 66 |
| Ст0 с массовой долей углерода свыше 0,12% | — | — | 60 | 58 |
| Ст1кп, Ст1пс, Ст1сп | 420 (43) | 470 (48) | 68 | 66 |
| Ст2кп, Ст2пс, Ст2сп | 420 (43) | 470 (48) | 60 | 60 |
| Ст3кп, Ст3пс, Ст3сп | 490 (50) | 540 (55) | 60 | 60 |
Технология производства
Катанка производится на мелкосортных станах из непрерывнолитой сортовой заготовки или катаной стали квадратного сечения. В ходе технологического процесса квадрат многократно деформируется в калибрах прокатных клетей, приобретая круглую форму и требуемый размер. Следует отметить, что основной технологической задачей прокатчиков считается получение катанки минимально возможного диаметра, поскольку от этого зависит экономическая выгода при производстве конечной продукции – проволоки. Также для стабильности процесса волочения (протягивание катанки через круглую форму меньшего диаметра) требуется соблюдать точность геометрии.
Процесс начинается с нагрева заготовки в методической печи до температур, при которых сталь приобретает повышенную пластичность (1150-1250°С в зависимости от марки). При этом металл нагревается до желто-белого цвета, поэтому прокатка называется «горячей».
Нагретая заготовка подается в группу черновых клетей и промежуточных клетей, в которой из квадрата большого сечения получают круглую катанку. Это происходит благодаря сдавливанию и самопротягиванию заготовки через вращающиеся друг навстречу другу валки.
В них выполнены кольцевые проточки, которые образуют полость (калибр), площадь которой меньше, чем упоперечного сечения исходного прутка. Таким образом металл сжимается, меняет форму и удлиняется. Окончательная доводка по размерам производится в группе чистовых клетей. На последнем этапе металл охлаждается.
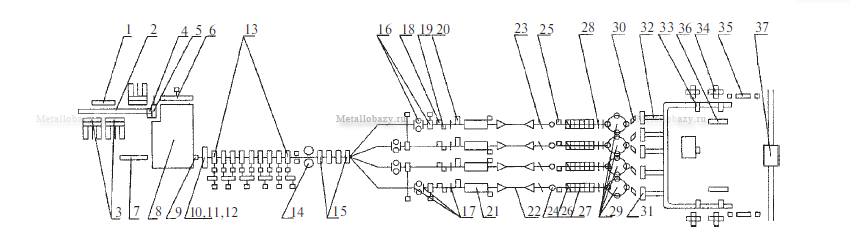
Схема производственной линии на заводе Северсталь
Наиболее прогрессивной считается двухступенчатая система охлаждения, при которой катанка проходит через трубы с водой, теряя сот ни градусов в секунду, а потом медленно движется через камеры воздушного охлаждения. При этом успешно решается задача получения требуемой микроструктуры металла. Охлажденная катанка сматывается в мотки, упаковывается и передается на склад.
В России выпускают катанку около десятка производителей. Вот некоторые из них:
Более подробный список производителей стальной катанки на данной странице.
Применение

Процесс изготовления сварной сетки из катанки
Как уже было сказано, основной целью производства катанки является удешевление производства проволоки, которую из нее изготавливают. Но этот вид металлопродукции находит применение и для других целей. Катанку часто используют для армирования бетонных конструкций неответственного назначения, например, при заливке тонкой стяжки или ленты.
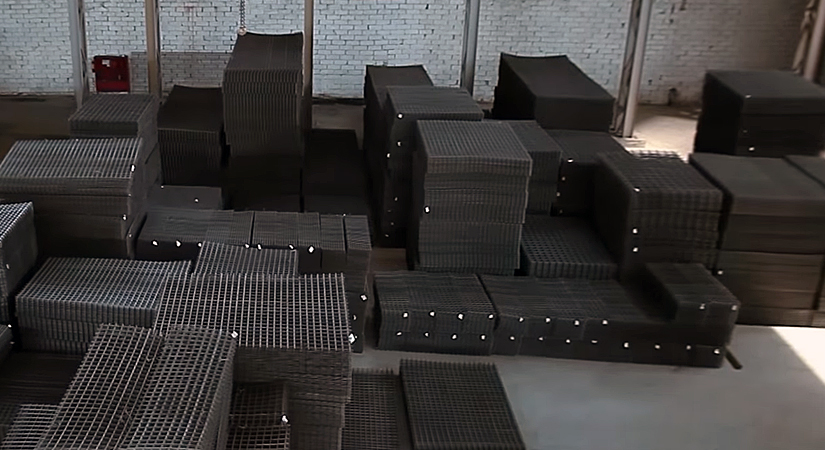
Сварная сетка изготовленная из катанки
Используют катанку и для работ общего назначения: при обустройстве ограждений, закрепления грузов, монтажа молниеотводов, под монтаж забора. Так же катанка находит свое применение и в виде заборов, изготовленные из сварных сеток, которые в свою очередь произведены из катанки.
Источник: metallobazy.ru
Катанка – применение и характеристики

Строительный рынок пестрит предложениями «купить вязальную проволоку». Вязальная проволока и катанка — это одинаковые понятия. Поэтому запросы «купить вязальную проволоку» и «купить «катанку» — идентичны.
, специализирующаяся на продаже металлопрофиля, комплектующих и сопутствующих товаров, предлагает к покупке высококачественную проволоку для вязания. Продукция изготовлена согласно ГОСТам и широко применяется в строительстве.
Какие проволоки мы изготавливаем?
Проволока Вр-1 — представляет собой холоднотянутую проволоку с периодическим профилем, нанесенным после волочения путем холодной прокатки через специальные валки. Благодаря эффекту наклепа проволока после профилирования имеет повышенную прочность при уменьшении площади поперечного сечения на 6-8%.
Производится проволока ВР-1 из катанки или круга горячекатаного методом холодного вытягивания на валках, имеющих специальную форму, в результате чего достигаются необходимые механические характеристики, и появляется рифление, необходимое для лучшего сцепления проволоки с бетоном.
Применение проволоки ВР-1:
- для создания арматурных каркасов и кладочных арматурных сеток при возведении фундаментов зданий и сооружений, перекрытий;
- для производства панелей еврозаборов;
- для укрепления стен из кирпича и других стеновых материалов;
- при производстве железобетонных изделий.
Продается в прутках по 1,98 м и увязана обычно по 100 шт. Такая пачка стоит 33 руб. Рекомендуем проволоку ВР-1 в прутках длиной 1,98 м использовать для армирования бетонных столбов, так называемых еврозаборов.
Катанка — стальная является разновидностью металлопроката и представляет собой проволоку, произведенную методом горячего катания и круглую в сечении. Благодаря оптимальному сочетанию гибкости и прочности она очень востребована в строительстве, что делает ее незаменимой в разных сегментах этой отрасли.
В ассортименте ОДО «Металлан» имеется в наличии катанка диаметром от 5,5 до 10 мм. Продается она либо в бухтах, либо витками (1 виток длиной 3-3,5 м).
- для натяжения сетки рабицы;
- на заземление;
- на дуги различных парников;
- при производстве электродов и проволоки для сварки;
- выполняет роль армирующей структуры при производстве ЖБИ;
- при производстве телеграфных проводов, канатов и тросов;
- различные декоративные элементы, легкие объемные каркасы для городского/домашнего освещения.
Что нужно знать, чтобы правильно купить вязальную проволоку в Бресте?
Этот вопрос в первую очередь актуален для строительных предприятий, бригад-подрядчиков и индивидуальных лиц, занятых в возведении железобетонных конструкций. Купить вязальную проволоку в Бресте необходимо в первую очередь при сооружении арматурных каркасов различного назначения.
Вязальной проволокой пользуются для надежного скрепления арматурных узлов при создании:
- фундаментов для зданий различного назначения;
- фундаментов для массивных заборов;
- железобетонных стен и перекрытий.
Еще один вариант применения – для связки арматуры до сварки.
Если важно выбрать между тем, чтобы купить вязальную проволоку в Бресте или воспользоваться сваркой, чтобы прочно связать арматуру, лучше отдать предпочтение вязанию, потому что:
- Во-первых, проволока скрепляет арматуру куда лучше, чем сварка. Хорошая связка армирования проволокой обеспечивает целостность и устойчивость всей сетки при заливке бетона.
- Во-вторых, купить вязальную проволоку гораздо дешевле, чем применять сварочные технологии.
Главное — правильно выбрать скрепляющую проволоку. Для этого нужно определиться с:
- диаметром (толщиной) сечения;
- характером обработки (закаленная/незакаленная);
- присутствием покрытия (производители выпускают оцинкованную вязальную проволоку с антикоррозийным свойством).
Еще один совет: прежде, чем купить вязальную проволоку в Бресте, убедитесь в качестве приобретаемого товара. Часто недобросовестные торговцы продают запутанные мотки, проволока из которых будет лопаться. И лучше взять проволоки в 2 раза больше, чем того требуют расчеты – иногда нечестные продавцы просто не додают метраж.
На каких условиях можно купить вязальную проволоку в «Металлане»?
С нами вы можете быть полностью уверены в своей покупке:
- У нас возможно приобрести хорошо гнущуюся, крепкую проволоку диаметром 1,2 мм.
- Мы предлагаем удобную форму фасовки — от 1 кг в розницу до бухт по 38-40 кг.
- Вы можете быть уверены в качестве товара: мы регулярно проверяем качество складского ассортимента.
Сколько стоит купить вязальную проволоку (катанку) в Бресте?
В нашей компании можно купить вязальную проволоку в Бресте по доступным ценам. Приобретая проволоку весом от 5 кг, вы получаете скидку в 10% от стоимости.
Производство и оцинкование прокатной проволоки
Процесс изготовления катанки достаточно простой. На первом этапе металлический брусок разогревается до нужной температуры, после чего протягивается через специальные валы. При вытягивании заготовке придаётся требуемые форма и сечение. Завершает процесс прохождение ещё не остывшего готового продукта через мотальный станок, который аккуратно укладывается катанку кольцами.
Однако на этом производство катанки не заканчивается. Прежде чем продукт можно будет использовать по назначению, его необходимо охладить и избавить от окалины. Охлаждение бывает двух видов:
- Естественное. Занимает более длительное время, но готовое изделие обладает хорошей мягкостью и пластичностью;
- Ускоренное. Подразумевает использование воды или вентиляторов. Катанка получается прочной и твёрдой.
Если в дальнейшем планируется производить проволоку, то катанку следует избавить от окалины. Это можно сделать механическим или химическим способом. В первом случае, подразумевается применение специального приспособления, именуемого окалиноломателем. Что касается обработки химическим раствором, то для этого метода используется серная кислота и ряд ингибиторов, предотвращающих обогащение металла водородом и его разъедание. Продлить срок эксплуатации изделия позволит оцинкование. Оно проводится тремя способами:
- Гальваника. Катанка помещается в ванну, наполненную цинкосодержащим раствором, и пропускают через неё ток. В результате этой манипуляции частицы цинка оседают на поверхности обрабатываемого изделия;
- Окрашивание. Раскалённый цинк наносится на катанку специальным пистолетом;
- Диффузия. Продукт обрабатывается паром, обогащённым цинком или помещается в соответствующий порошок и подвергается нагреванию.
После оцинкования изделия диаметром до 8 мм включительно сматывается в бухты и отправляется на производство или в продажу. Для мелкооптовых продаж катанку, имеющую диаметр менее 8 мм формируют в мотки. Что касается металлопроката диаметром 9-10 мм, то он поставляется в виде прутов.
Катанка

Катанка – это вид металлопроката, который представляет собой проволоку круглого сечения, изготовленную из углеродистых марок стали Ст0, Ст1, Ст2 и Ст3, в соответствие с ГОСТ 380, или из цветных металлов или сплавов цветных металлов в соответствие с принятым ТУ. Катанка из углеродистой стали выпускается с диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм.
При этом допускается отклонения в диаметре +/- 5%, а овальность катанки допускается не более 50% от ее диаметра. Катанка из цветных металлов (медь, алюминий) или их сплавов (бронза, латунь) изготавливается с диаметром от 1 до 16 мм. С большим диаметром проволоку изготавливают на заказ ограниченными партиями. Проволка и катанка -это два слова обозначающих один и тот же материал.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра.
При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Характеристики катанки стальной
Катанку по прочности классифицируют на два класса: В – обычная прочность и Б – повышенная прочность. Прочность проволоки определяется за счет применяемой марки стали и способа охлаждения. Например, если использовалась марка стали Ст0, то массовая доля углерода в ней не должна превышать 0,20%. То есть, данная проволока будет более гибкой, чем проволока из Ст1.
Согласно установленному ГОСТ 380, весь моток катанки должен быть скручен из цельной жилы, при этом по всей протяженности проволоки не должно быть отклонений от диаметра больше чем на 5%. Также по всей протяженности не должны присутствовать окалины, заусенцы и раскатанные трещины.
Сфера применения катанки стальной
Больше всего катанка стальная применяется при армировании монолитных бетонных конструкций. Например, при изготовлении арматурных каркасов, наборные хомуты квадратные, круглые или с формой в виде прямоугольника изготавливают непосредственно из катанки. При помощи арматурных каркасов армируют монолитные колонны, ригели, пояса, надпроемные перемычки и ленточные фундаменты. Помимо использования катанки в каркасах, ее также применяют при изготовлении сварной арматурной сетки с ячейкой 100х100 или 150х100 мм. Арматурную сетку используют при армировании монолитных плоскостей, например, бетонных полов, межэтажных перекрытий или стяжки.
Проволока медная
Медную катанку изготавливают способом непрерывного литья расплава меди с последующей раскаткой на валах прокатного станка, в соответствие с ГОСТ 546-2001. Медную катанку в зависимости от применяемой марки меди разделяют на три класса: А, В и С. Проволоку класса А и В изготавливают из меди марки М00к, тогда как катанку класса С производят из меди марки М0к.

медная катанка
Основная сфера применения медной катанки – это изготовление электрических проводов и кабелей, рассчитанных на большую нагрузку, чем способны выдерживать провода из алюминия. Удельное сопротивление меди в полтора раза меньше чем у алюминия, и при высокой нагрузке электросети, алюминиевый провод особенно в точке скрутки или разъема нагревается сильнее, что может привести к обрыву или замыканию. Медный провод в свою очередь способен выдерживать большую нагрузку.
Катанка 8 – 10 мм: все, что нужно знать об изделии этих диаметров — Метинвест-СМЦ

Согласно ДСТУ 2770/ГОСТ 30136 стальная катанка производится в сортаменте диаметром от 5,0 до 9,0 мм. Этот же стандарт допускает по согласованию с заказчиком изготовление партий и с другими параметрами сечения. Но как показывает аналитика отечественного и мирового рынка, за последние 12 лет в производственном инжиниринге массово востребована проволока-катанка с диаметром сечения 8 – 10 мм. Давайте же разберемся, чем обусловлена такая ситуация и в чем особенности этой продукции.
Катанка – вид длинномерного сортового проката, который производится методом горячей прокатки на специальных прокатных станах. Соответственно данный металлопрокат:
- в поперечном сечении имеет круглую или овальную форму (в последнем случае предельно допустимым отклонением от правильной круглой геометрии считается не более 50%);
- охлаждается воздушным или водяным способом, что обязательно отражается в маркировке: воздушное (ВО), одностадийное (УО1), двухстадийное (УО2);
- выпускается в обычном и повышенном классе точности: соответственно класс В и Б;
- отпускается в бухтах с жесткой механической скруткой.
Вес метра катанки и средняя площадь сечения зависят от номинала диаметра:
| Размер диаметра, мм | Площадь поперечного разреза*, см2 | Масса 1 м.п.*, кг |
| 8,0 | 0,503 | 0,395 |
| 9,0 | 0,636 | 0,499 |
| 10,0 | 0,785 | 0,617 |
*Данные носят справочный характер. Цифровые параметры имеют усредненную величину и рассчитывались из условия, что плотность стали равна 7,85 г/см3.
Что говорят стандарты изготовления катанки
ДСТУ 2770/ГОСТ 30136 (ISO 8457-1-89). Основной стандарт, регламентирующий технические условия производства катанки из углеродистых сталей обыкновенного качества.
ДСТУ 3683-98. Прочие требования, распространяющиеся на стальную катанку, изготовленную из углеродистой качественной стали и предназначенную для перетяжки на канатные пряди холодным волочением.
Цена катанки. Вес катанки.
Стоимость катанки сопоставима со стоимостью материла из которого она изготовлена. Так например стальная катанка может стоить 20-30 рублей за кг, алюминиевая катанка стоит около 150 рублей за килограмм, медная — около 300 рублей за килограмм.

Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки зависит от его материала и диаметра. Для примера в таблице приведен вес стальной катанки в зависимости от диаметра. У медной проволоки примерно такой же вес. Алюминиевая проволока примерно в три раза легче стальной и медной.
Возможные дефекты катанки
При производстве прокатной проволоки могут проявиться всевозможные дефекты. В частности, речь идёт о следующих нюансах:
Источник: met-lit.ru