Полная информация о паре Биткоин Доллар США (BTC USD Bitfinex) онлайн в режиме реального времени. Стоимость биткоина прямо сейчас, исторические данные, чарты, конвертеры валют, технический анализ, новости и многое другое.
Проголосуйте и узнайте мнения остальных пользователей
Новости по BTC/USD — Биткоин Доллар США
America’s oldest financial institution, BNY Mellon, will soon allow its clients to store crypto, which is the first case in the US when a bank of such size stores crypto alongside.
Старейший и один из крупнейших в США банков-кастодианов Bank of New York Mellon Corp. (BNY Mellon) со вторника начнет принимать на хранение, а также осуществлять операции с.
Все основные криптовалюты дешевеют в ходе торгов в понедельник, как и акции представителей этой отрасли, пишет MarketWatch. Наиболее существенно упали курсы Ripple — на 4,1%.
Аналитика по BTC/USD — Биткоин Доллар США
На прошедшей неделе общая вычислительная мощность сети Bitcoin подскочила на 13,5% до 254,8 EH/s и продолжает расти. Другими словами, ударными темпами подключается новое.
Учёт затрат на перевозку грузов
Прогноз форекс на 12 — 13 октября 2022: eurusd, gbpusd, audusd, nzdusd, usdcad, usdchf, usdjpy, индекс доллара, usdrub, cnyrub, биткоин, эфириум, лайткоин, рипл, золото, серебро.
Консолидация Bitcoin вокруг уровня в $20 тыс. длится 120 дней, что порождает предположение о формировании устойчивой поддержки или локального дна. Сравнивая с медвежьим рынком.
Техническое резюме
Свечные модели
Котировки BTC/USD
Карта валют
Форум BTC/USD
Предупреждение о риске: Торговля финансовыми инструментами и (или) криптовалютами сопряжена с высокими рисками, включая риск потери части или всей суммы инвестиций, поэтому подходит не всем инвесторам. Цены на криптовалюты чрезвычайно волатильны и могут изменяться под действием внешних факторов, таких как финансовые новости, законодательные решения или политические события. Маржинальная торговля приводит к повышению финансовых рисков.
Прежде чем принимать решение о совершении сделки с финансовым инструментом или криптовалютами, вы должны получить полную информацию о рисках и затратах, связанных с торговлей на финансовых рынках, правильно оценить цели инвестирования, свой опыт и допустимый уровень риска, а при необходимости обратиться за профессиональной консультацией.
Fusion Media напоминает, что информация, представленная на этом веб-сайте, не всегда актуальна или точна. Данные и цены на веб-сайте могут быть указаны не официальными представителями рынка или биржи, а рядовыми участниками. Это означает, что цены бывают неточны и могут отличаться от фактических цен на соответствующем рынке, а следовательно, носят ориентировочный характер и не подходят для использования в целях торговли. Fusion Media и любой поставщик данных, содержащихся на этом веб-сайте, отказываются от ответственности за любые потери или убытки, понесенные в результате осуществления торговых сделок, совершенных с оглядкой на указанную информацию.
Система воздухо- пароизоляции скатных крыш.
При отсутствии явно выраженного предварительного письменного согласия компании Fusion Media и (или) поставщика данных запрещено использовать, хранить, воспроизводить, отображать, изменять, передавать или распространять данные, содержащиеся на этом веб-сайте. Все права на интеллектуальную собственность сохраняются за поставщиками и (или) биржей, которые предоставили указанные данные.
Fusion Media может получать вознаграждение от рекламодателей, упоминаемых на веб-сайте, в случае, если вы перейдете на сайт рекламодателя, свяжитесь с ним или иным образом отреагируете на рекламное объявление. Английская версия данного соглашения является основной версией в случае, если информация на русском и английском языке не совпадают.
Источник: ru.investing.com
Норма расхода электродов на тонну металла
Расход электродов при сварке на 1 тонну металлоконструкций
Неотъемлемой частью процесса возведения любой металлоконструкции является грамотное и точное планирование расхода материалов для составления сметы и подсчета предстоящих финансовых затрат. Вычисляется не только количество задействованного в строительстве материала, но и то, сколько электродов потребуется затратить при проведении сварочных работ.
Умение правильно рассчитывать расход электродов на тонну металлоконструкций — одно из приоритетных требований к профессиональным сварщикам, работающим в крупных компаниях. Без проведения правильных расчетов невозможно узнать точную себестоимость металлоконструкции, предполагаемую прибыль. Все эти нюансы важны для фирм, задействованных в сфере возведения металлических конструкций.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.

Методы вычисления
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.
Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.


Теоретический расчет
Основан на использовании различных формул. На практике наибольшее распространение получили два типа расчета:
- по коэффициенту;
- по физическим характеристикам.
Первый способ охватывает собой различные категории расходных материалов и вычисляется по формуле: H = M * K , где М — масса подвергаемого сварке металла, а K — специальный коэффициент расхода присадки.
Второй способ основан на характеристиках и применяемого электрода, и подвергаемой сварке металлоконструкции, рассчитывается формулой: G = F * L * Масса проволоки, в которой F — это площадь поперечного сечения, а L — длина шва.
Если первая формула позволяет вычислить расход, то вторая — массу наплавленного металла. Оба расчета являются «табличными», то есть основываются на стандартных показателях, соответствующих определенным маркам электрода, типу металла, величине шва.

Расчет расхода электродов по коэффициенту
Чтобы выполнить вычисление, нужно знать точный коэффициент электрода (K) который, как и другие параметры, указан в приложении РДС 82-201-96 «правил разработки норм расхода материалов в строительстве».
Значение коэффициента варьируется от 1,5 и до 1,9. Меньший показатель соответствует второй группе электродов, а наивысшей шестой. Если при работе используется марка ЦТ-28 из второй группы, показатель K равен 1,5.
Используя математический расчет для определения необходимого количества электродов для наплавки тонны металла, получаем значение 1500 кг, то есть H = 1000 * 1,5. Соответственно, расход возрастает, если применяется марка более возрастной группы, к примеру, НЖ-13, имеющая коэффициент, который равен 1,8.
Практический расчет
Подразумевает определение массы металла и проведение сварных тестовых работ. Когда они завершены, выполняют замер огарка, учитывают напряжение и силу тока, длину выполненного шва. Основываясь на этих данных, определяют число требуемых электродов для сварки шва определенной длины.
Точным вычисление будет в том случае, когда и внешние данные, и угол положения при выполнении основных работ останутся аналогичными тем, которые были во время тестирования. Чтобы избежать неточности определения, эксперимент повторяют от трех до четырех раз. Если соблюсти это условие, расчет получится еще точнее, чем при использовании формул.
Погрешность расчета
Никакой метод вычислений не дает стопроцентной точности. Закупать расходный материал для обеспечения полноценного и непрерывного рабочего процесса рекомендуется с запасом. Необходимо учитывать и возможность наличия в партии электродов бракованных и низкокачественных изделий.
Чтобы не приходилось останавливать сварку, следует увеличить полученные при расчетах данные на пять либо семь процентов. Это гарантировано избавит от различного рода форс-мажорных обстоятельств. Учитывают и то, что количество расходного материала зависит как от технологического процесса, так и от типа заполняемого присадками шва.
Как снизить затраты?
Существует несколько условий, которые позволяют сэкономить на расходных материалах для проведения сварочных работ, но при этом никак не отражаются на качестве:
- Наибольшей экономии присадок позволяет добиться использование полуавтоматического либо автоматического сварочного аппарата. Когда работы проводятся вручную, то потери составляют от пяти процентов и выше. При автоматическом и полуавтоматическом процессе этот показатель вдвое ниже. Если и присадки, и аппарат имеют высокое качество, сокращение расходных изделий будет максимальным.
- Показатели силы тока и напряжения должны полностью соответствовать выбираемому присадочному материалу. Поэтому, настраивая сварочный аппарат, нужно уделять особое внимание этим параметрам.
- Количество затрачиваемых электродов при равных условиях может отличаться. Это обусловлено положением расходного изделия при выполнении сварки. Поэтому многие сварщики предпочитают не ограничиваться формулами и прибегают к практическим расчетам, проводя несколько тестов, чтобы найти «идеальное» положение.
Соблюдение этих трех важных условий и грамотный выбор способа сэкономить позволяет сократить количество требуемого присадочного материала практически на тридцать процентов. Это достаточно внушительная сумма в денежном эквиваленте.
Расход электродов при сварке на 1 тонну металлоконструкций
Качество сварки зависит не только от правильного выбора, но и количества электродов. Без правильного подсчета нельзя составить верную смету, что влечет за собой довольно серьезные проблемы. Расход электродов при сварке на 1 тонну металлоконструкции проводится по специальной формуле. Ничего сложного в выполнении расчетов нет. Главное, учесть определенные показатели.
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки.
Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.

Какие параметры учитываются?
Расход электродов при сварке металлических конструкций зависит от трех критериев:
- Масса наплавки. Представляет собой массу металла, заполняющую стыковочные швы. Данный параметр прописан в технологической сварочной карте. Если брать усредненный показатель, он варьируется в пределах от 1 и до 1,5 процентов от общей массы металлоконструкции.
- Длина сварочного шва. Измеряется с помощью рулетки. Полученную длину умножают на количество имеющихся швов в разделе. Глубокие стыки заваривают последовательно либо параллельно. Они требуют накладывания двух либо трех швов.
- Норма расхода. Это масса наплавки на каждый метр шва. Она может вычисляться двумя способами — для отдельного узла либо по типу проводимой сварочной работы.
Важно! Норма расхода является справочной информацией и прописывается для марки электрода отдельно в нормативных документах. Кроме того, обязательно принимают во внимание и то, какой именно тип сварного шва делают.
Таким образом, количество присадочного материала, требуемого для сварки на одну тонну металлической конструкции, вычисляют как теоретическим, так и практическим путем.


Метод теоретического расчета
Проводится путем применения разнообразных математических формул. Существует множество разнообразных математический решений, но на практике чаще всего пользуются только двумя:
- По коэффициенту. Охватывает различные расходные материалы и рассчитывается по формуле H=M * K. Первый показатель (M) представляет собой массу металла, подвергаемую сварке, а второй (K) — коэффициент присадки.
- По физическим свойствам. Здесь учитываются характеристики электрода и металлоконструкции, с которой предстоит работать. Формула в данном конкретном случае следующая G=F * L * M, где F — площадь поперечного сечения, L — длина свариваемого шва, а M — масса проволоки.
Между этими двумя математическими формулами есть разница. Первая позволяет подсчитать расход. Вторая дает возможность узнать массу металла, который наплавляют. Обе формулы относятся к табличным. Это означает, что они основаны на табличных данных, которые соответствуют определенной марке, величине стыка и типу металла.
Расчет расхода практическим путем
Проводится опытным путем. Определяют массу металла и выполняют тестовые сварочные работы. Когда они закончены, делают замер огарка с учетом напряжения и силы тока, а также длины выполненного шва. Эти параметры позволяют подсчитать, сколько электродов потребовалось для данного конкретного участка. Зная длину, не составит труда подсчитать, сколько присадочного материала потребуется для завершения сварки в том или ином разделе.
Точность вычисления вариативна. Погрешность минимальна лишь в тех случаях, когда угол положения и внешние данные остаются неизменными при проведении дальнейшей сварки. Иными словами, условия останутся аналогичными тестовым. Если не используют формулы, проводят практические расходы, делают от двух и до четырех тестирований. Это позволяет снизить вероятность погрешности и получить данные, которые будут точнее, нежели при задействовании математических расчетов.
Погрешность подсчетов
Не существует метода, который дает стопроцентно верный результат. Теоретический и практический расчеты отличаются между собой. Последний более точный, но только тогда, когда выполняют не менее двух тестовых швов. Это не означает, что полученная цифра абсолютна точна. Чтобы обеспечить непрерывную эффективную работу, необходимо закупать электроды с небольшим запасом.
Кроме того, всегда следует помнить, что в партии могут попасться некачественные или бракованные изделия.
Не столкнуться с проблемой нехватки расходного материала позволяет приобретение электродов на пять или на семь процентов больше, нежели было получено в результате расчетов. Благодаря наличию такого запаса, можно не переживать о различных форс-мажорах и подготовить все расходники заблаговременно без каких-либо срывов по сроку сдачи объекта. Чем сложней участок сварки, тем больше дополнительного материала следует приобрести. Максимальный запас составляет десять процентов.

Можно ли снизить расход электродов?
Сварка относится к довольно затратным работам, поэтому многие пытаются сэкономить на расходном материале. Сделать это без ущерба для качества возможно, но только тогда, когда соблюдаются следующие условия:
- Задействован автоматический либо полуавтоматический сварочный аппарат. Потери при ручной сварке доходят до пяти и больше процентов. Аппараты автоматического типа и полуавтоматы позволяют провести работы более качественно и снизить число затрачиваемых электродов.
- Напряжение и сила тока полностью соответствуют типу присадочного материала. Добиться совпадения параметров позволяет правильная настройка сварочного аппарата, что необходимо учитывать заблаговременно.
- Проводится тестовая сварка. Специалисты всегда прибегают к использованию и теоретического, и практического метода расчета. Последний позволяет проверить полученные показатели и скорректировать конечный итог.
Если соблюсти эти три простых условия, количество присадочного материала для проведения сварки будет сокращено до оптимального минимума, а качество проводимых работ не пострадает.
Расход электродов при сварке
Основной расходный материал при сварочных работах — это плавящиеся электроды. Перед началом работ нужно рассчитать требуемое количество электродов (хотя бы приблизительно). Расход зависит от нескольких факторов:
- марки электрода или проволоки;
- сечения шва;
- вида сварки.
В зависимости от типа соединения (стыковое, угловое, тавровое) по-разному вычисляется площадь сечения шва. Ниже приводим примеры формул, где b соответствует расстоянию между кромками деталей, S — толщине детали, а e и g — ширине и высоте шва.

Нормы расхода электродов при сварке
В официальных документах ВСН 452-84 или ВСН 416-81 («Ведомственные строительные нормы») указаны производственные нормы на 1 стык и на 1 метр шва. Показатели рассчитаны отдельно для разных типов сварки:
- ручной дуговой (MMA);
- ручной аргонодуговой (TIG);
- автоматической сварки под флюсом и т.п.
Пример нормативов для сварочного соединения типа C8:

Расход электродов на 1 метр сварочного шва
Расход электродов можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
Расчет расхода электродов на 1 метр шва: таблица и калькулятор

Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
[stextbox Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.

Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)

(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см 3 (7500 кг/м 3 ) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см 3 (7850 кг/м 3 ), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см 2 . Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR 2 . Полученный результат перемножаем с объемным весом стали 7,85 гр/см 3 .
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)

Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
[stextbox В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».[/stextbox]
Заключение

Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Методики расчета расхода электродов на 1 тонну металлоконструкций
Точный расчет расходных материалов – основа любого производственного или строительного процесса. Для металлоконструкций важно учитывать не только специфику конфигурации, но и требуемое количество электродов для сварки. Делать это рекомендуется по принятым методикам. С их помощью можно достаточно точно вычислить расход электродов на 1 тонну металлоконструкций.
Параметры, влияющие на расход материалов
Сначала нужно определиться с факторами, влияющими на количество расходных материалов. Они напрямую повлияют на производительность и время выполнения работ. В случае с электродами следует выбрать соответствующую модель, оптимально подходящую для конкретной операции. Затем можно выполнять расчет расхода на 1 тонну металлоконструкции.

Для вычисления нужно выяснить следующие показатели:
-
Масса наплавки материала металлоконструкции на шов. Его объем не должен превышать 1,5% от веса всей конструкции. Протяженность сварочного шва. Помимо стандартных размеров учитывается глубина. Если этот показатель большой – делают два или три шва для надежности соединения.
- Норма расхода. Это общая масса наплавки на 1 м.п. шва.
Последний показатель является справочным. Он зависит от марки используемых электродов. Справочные данные можно взять из ВСН -452-84. Но при этом выбирается несколько методов расчета — теоретический и практический. Разница между показателями определяет погрешность.
Методики расчета на 1 тонну металлоконструкций
Для сварки металлоконструкций выбирается несколько видов швов. От этого зависит расход электродов, так как для каждого типа ориентаций определена масса наплавленного металла. Она же, в свою очередь, влияет на скорость выполняемых работ. Эти данные приведены в таблице.

Первый способ расчета, теоретический, относительно прост. Для вычисления потребуется знать общую массу металла в конструкции и специальный коэффициент. Формула выглядит следующим образом:
- Где М – общая масса металла;
- К – справочный коэффициент для каждого типа.
Данные последней составляющей формулы можно взять из справочных материалов. В сводной таблице показаны значения коэффициента в зависимости от марки электродов.

Второй способ позволяет определить массу наплавленного металла. Для него не нужно брать справочные данные — необходимо лишь сделать замеры соединительного шва. Расчеты выполняются по следующей формуле:
G = F * L * M
- Где F – суммарная площадь поперечного сечения;
- L – длина свариваемого шва;
- М – масса проволоки.
Пользуясь этими формулами, можно достаточно точно рассчитать расход электродов на сварку 1 тонны металлоконструкций. Но при этом нужно учитывать погрешность. Предварительно рекомендуется проверить правильность расчетов на небольшом участке работ. Это актуально при сборке больших конструкций, где расход электродов существенно повлияет на себестоимость. Если разница не превышает 5% — можно делать закупку расходных материалов по расчетным данным.

Рациональное уменьшение расхода
Можно ли снизить расчетное количество электродов без потери качества? Для этого рекомендуется воспользоваться такими советами специалистов:
-
Использовать полуавтоматический или автоматический режим сварки. При ручном расход присадки увеличивается до 5%, что сказывается на затратах. Параметры сварочного аппарата – сила тока и напряжения. Они должны соответствовать характеристикам выбранных электродов. При смене расходных материалов выполняется корректировка работы сварочного аппарата.
- Положение электрода, при котором происходит оптимальный расход присадки, чаще всего определяется по результатам практических расчетов. Все зависит от параметров металлоконструкций.
Пользуясь вышеописанными правилами и рекомендациями, можно с большой точностью определить расход электродов и добиться оптимизации.
Нормы расхода электродов
Сварка в промышленных масштабах, как и другие работы, предусматривает расчет сметы. Планируемые траты на сварочный материал должны соответствовать требованиям и значениям, которые указываются в Ведомственных строительных нормах 452-84. Точный предварительный подсчет позволит оптимизировать объемы используемой электродной продукции, а в промышленных масштабах это могут быть весьма значительные цифры.

Актуален вопрос и для тех, кто часто выполняет сварку в быту, – вряд ли хочется переплачивать за покупку материала, если можно сэкономить в процессе использования. Как рассчитать расход электродов? Поговорим об этом в дальше.
Что учитывать при расчете расхода электродов?
Существует несколько параметров, которые наиболее важны для подсчета расходуемого материала:
- масса наплавки металла на соединение – этот показатель должен быть не более 1–1,5% от веса готовой конструкции;
- протяженность сварного шва и его глубина – чем выше оба значения, тем больше нужно электродов;
- количество свариваемых деталей, частота швов (например, при соединении арматуры);
- общий вес наплавки на 1 погонный метр. Такие данные представлены в упомянутом справочном документе – Ведомственных строительных нормах 452-84;
- тип сварки – в нашем случае речь идет о ручной дуговой (ММА/РДС).
Масса наплавки на 1 м. п. – нормативный термин, используемый при выполнении работ промышленного масштаба.
Методика вычислений
На практике используется несколько способов того, как рассчитать электроды по определенным формулам.

1. Первый теоретический расчет осуществляется по коэффициенту (ниже приведена таблица коэффициентов для разных видов и марок изделий). Формула выглядит следующим образом:
Н = М * К, где
М – масса всей свариваемой конструкции
К – значение коэффициента (дается в ВСН 452-84)
Н – масса расходуемых электродных стержней
2. Вторые вычисления позволяют вычислить вес наплавленного металла. Формула несколько более сложная, здесь также необходимо воспользоваться справочником и замерить соединительный шов.
G = F * L * M, где
М – масса прутка в кубических сантиметрах
L – протяженность сварочного шва
F – площадь поперечного сечения
Практический расчет производится по второй формуле. При этом, чтобы сравнить его точность, сварщик выполняет пробные проходы. Испытательную сварку в этом случае рекомендуется выполнить 3–4 раза, при этом каждый раз зафиксировать:
- длину огарка;
- длину сварного соединения;
- напряжение и величину тока в процессе.
Благодаря тестам показатели будут наиболее точными как для бытовых, так и для промышленных масштабов (на тонну металлоконструкций).
Как посчитать электроды в штуках
Для этого также существует отдельная формула – она актуальна при небольших работах, когда не хочется переплачивать за лишнюю коробку. Она выглядит так:
НОП = 103ML/МЭ, где
L – длина отрезка
МЭ – масса расплава стержня в граммах (указывается в ВСН 452-84)
Масса указывается здесь только за один проход. Но так как их может потребоваться несколько, формула выглядит несколько иначе:
как НМП = (103M — m)L/МЭ, где
m – масса расплава одного стержня при формировании корневого шва.
Как добиться уменьшения расходов электродов

Снизить затраты помогут некоторые рекомендации. Часть из них имеют универсальный характер и касаются правильного подбора относительно марки и других параметров. Другие советы актуальны для частных случаев.
- Выбор стержня оптимального диаметра и типа покрытия для конкретных сварочных работ – с учетом состава основного металла, толщины детали, пространственного положения и других показателей.
- Применение инверторов. Устройства хороши тем, что позволяют точно настроить параметры (нужную полярность, силу тока и прочее), исключив перегрев и залипание электрода и снижая разбрызгивание металла до нормативных показателей.
- Унифицированные электродержатели для РДС (ГОСТ 14651-78) – они позволяют до минимума уменьшить длину огарка и задействовать полезную длину стержня в максимальной степени.
- Использование электродов с повышенной концентрацией железного порошка в обмазке (например, таких как АНО-1). Благодаря им увеличивается проплавляющая способность электродуги, хорошо варятся стыковые соединения даже с расширенными и нерегулярными зазорами.
- Подбор, при необходимости, не универсальных, а специализированных электродов – например, в случае, когда необходимо сделать глубокий провар корневого шва.
- Использование манипуляторов (сборочных кондукторов) – актуально для сварки в нижнем положении (трубы, профиль и т. д.).
- Соблюдение условий транспортировки и хранения – обще требование, от которого зависит сама возможность выполнять качественную сварку.
- Применение автоматических или полуавтоматических сварочных аппаратов. Если потери при ручной дуговой сварке из-за разбрызгивания металла могут составлять до 5%, то автоматизация процесса позволяет снизить их в два раза. Но применение таких машин ограниченно – они имеют большой вес и габариты, поэтому не подходят, например, для монтажных работ.
- И еще один универсальный совет, который нельзя игнорировать, – покупайте только сертифицированную продукцию. Сертификат соответствия – гарантия заводского качества, которая позволить избежать не только проблемы высокого расхода материала, но и многих других.
И еще один универсальный совет, который нельзя игнорировать, – покупайте только сертифицированную продукцию. Сертификат соответствия – гарантия заводского качества, которая позволить избежать не только проблемы высокого расхода материала, но и многих других.
Образцовым качественным показателям соответствует продукция Магнитогорского электродного завода. МЭЗ предлагает высокопроизводительные сварочные электроды для ММА, которые при правильном соблюдении техпроцесса позволят оптимизировать производственные затраты не в ущерб качеству результата.
Источник: rustaste.ru
Строительство гаража из газобетонных блоков: проекты и особенности
Газобетон занимает значительную долю в частном домостроении. Газоблоки подходят не только для постройки жилых отапливаемых домов, но и для сезонных и неотапливаемых зданий, таких как гаражи. В этой статье рассмотрим, как построить гараж из газоблоков, что нужно знать для этого.
Характеристики и особенности газобетона
Вокруг газобетона в интернете распространяется огромное количество мифов и слухов, некоторые из них развенчаем в этой статье. Два самых популярных мифа противоречат друг другу и при этом оба неверны.
- Миф первый – газобетон по своим характеристикам не подходит для сезонных и неотапливаемых зданий (дачи, мастерские, гаражи), так как материал нуждается в регулярном прогреве зимой. В режиме «нагрел-разморозил» материал разрушается.
- Миф второй – газобетон не подходит для капитальных строений, его можно использовать только для хозяйственных построек.
На самом деле на возможность заморозки и разморозки стеновой материал практически не влияет. Основные требования у неотапливаемых построек предъявляются к фундаменту. По поводу несущей способности можно сказать, что она рассчитывается под разные виды построек, есть примеры жилых зданий, построенных из газобетона, которые находятся в эксплуатации уже более 70 лет.
Теперь рассмотрим характеристики материала. Газоблоки – это пористый строительный камень, который изготавливается из цемента, песка, воды, извести и алюминиевой пудры. Изделия формуются в блоки разных размеров путем продавливания сквозь стальные струны. Затем блоки попадают в автоклав, где застывают при давлении 12 атмосфер, высокой температуре и влажности.
Под названием газобетон обычно понимают автоклавный ячеистый бетон, не стоит путать материал с пенобетоном, который тоже относится к ячеистым бетонам. Про различия этих двух материалов читайте здесь .
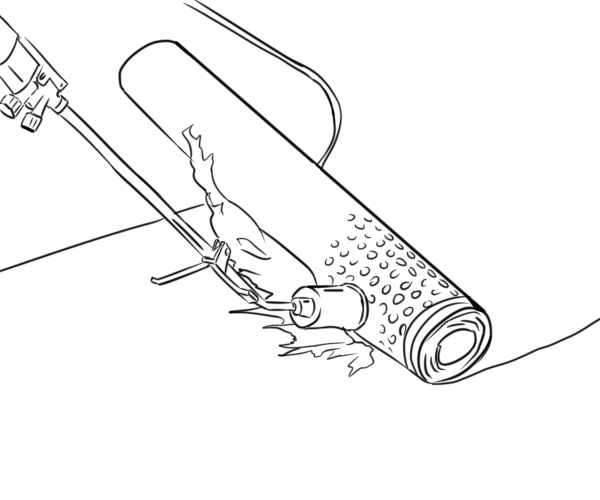
- Марка прочности обозначается буквой B (B0,5 – B12). Цифра обозначает силу, приложенную к единице площади, после которой испытательный образец разрушился (Н/мм.кв). Например, марка B3,5 соответствует нагрузке 35 кг/ см.кв, что примерно равно 60 тоннам на блок. Надо понимать, что прочность стены, выложенной из этих блоков, будет ниже. На прочность стены влияют различные расчетные параметры: толщина стены, высота стены, толщина кладочного раствора и др. Сопротивление кладки сжатию определяется параметром Ru, который рассчитывается по формуле Ru=R/k. Эти параметры пригодятся нам, когда мы будем считать нагрузку на стены нашего гаража.
В СП 15.13330 «Каменные и армокаменные конструкции» есть таблица по который определяется расчетное сопротивление кладки R. k – тоже табличное значение, оно обозначает коэффициент надежности (2,2 для газобетона).
- Теплопроводность – способность материала проводить тепловую энергию, измеряется в Вт/м*С. Чем ниже теплопроводность, тем лучше материал сохраняет тепло. Если гараж не будет отапливаться, то эта характеристика не имеет для нас значения. Этот параметр у блоков составляет 0,04 – 0,17 Вт/м*С, что примерно соответствует теплопроводности дерева, при увлажнении теплоизоляционные свойства материла снижаются.
- Плотность обозначается буквой D и измеряется в кг/м.кв. Плотность имеет прямую зависимость от прочности и обратную зависимость от теплопроводности: чем плотнее материал, тем он прочнее и тем хуже он сохраняет тепло.
Низкая теплопроводность и высокая прочность – прочность блоков позволяет возводить «теплые» здания, хорошо сохраняющие энергию.
Высокая скорость выполнения работ – блоки имеют высоту 250 мм, для сравнения одинарный кирпич имеет высоту 65 мм, поэтому кладку из газоблоков можно выполнить быстрее.
Низкая нагрузка на фундамент – низкая плотность и вес позволяют использовать газоблоки практически с любым типом фундаментов. Например, блок D400 (400 кг/м.кв) можно использовать для возведения несущих стен, рядовой полнотелый кирпич имеет плотность 1700 – 1900 кг/м.кв.
Высокая однородность и ровная геометрия – большинство блоков имеют небольшие отклонения по геометрии, что позволяет класть их с тонким швом. Однородность дает материалам одинаковое сопротивление на сжатие на всех участках кладки.
Отрицательные свойства газобетонных блоков
Отрицательных свойств у газобетона не так и много, они являются обратной стороной положительных особенностей материала.
- Хрупкость материала – при своей прочности, материал достаточно хрупкий, поэтому при падении его легко расколоть. С другой стороны, вес у газоблоков небольшой, поэтому работать с ними достаточно просто.
- Высокая вероятность ошибки – из-за отсутствия достоверной информации и из-за умышленного распространения мифов в сети, при работе с газоблоками достаточно часто допускают ошибки, которые производят к разрушению стен и трещинам в кладке. Если в случае с более прочными стеновыми материалами, ошибки в некоторых случаях компенсируются сопротивлением материала, то при строительстве из газоблоков некоторые недочеты в проекте могут привести к серьезным последствиям.
Классификация блоков по форме и размеру
Газоблоки могут иметь четыре распространенных формата.
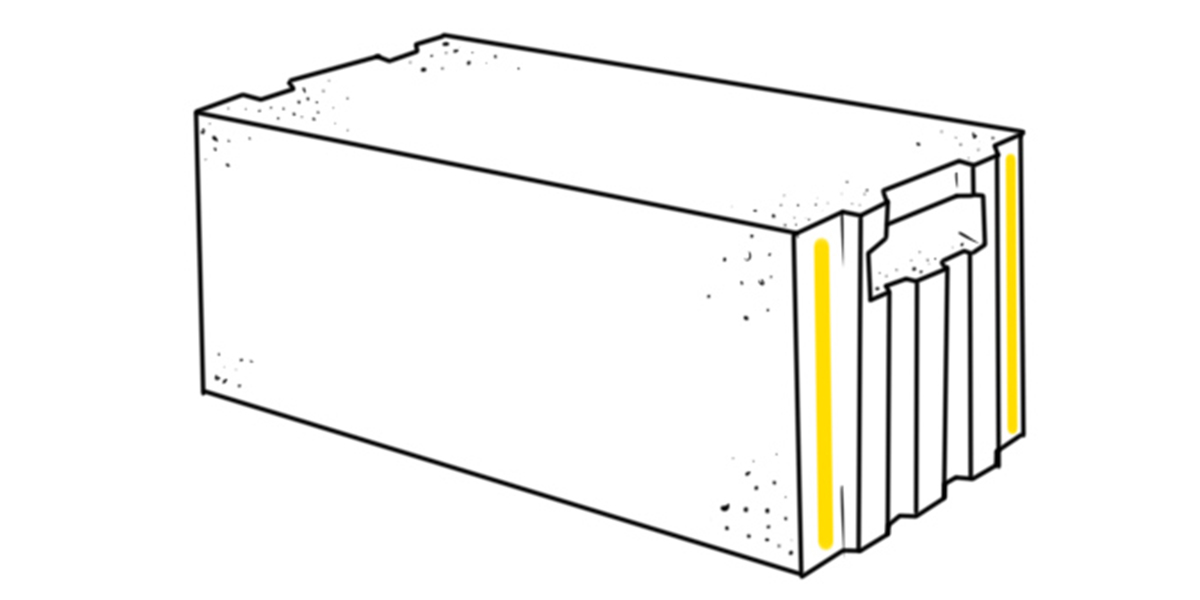
Стандартный блок с плоскими торцами – «классический» параллелепипед по свойствам ничем не уступает изделиям с профилированными торцами. Раствор при кладке наносят на всю поверхность торца.
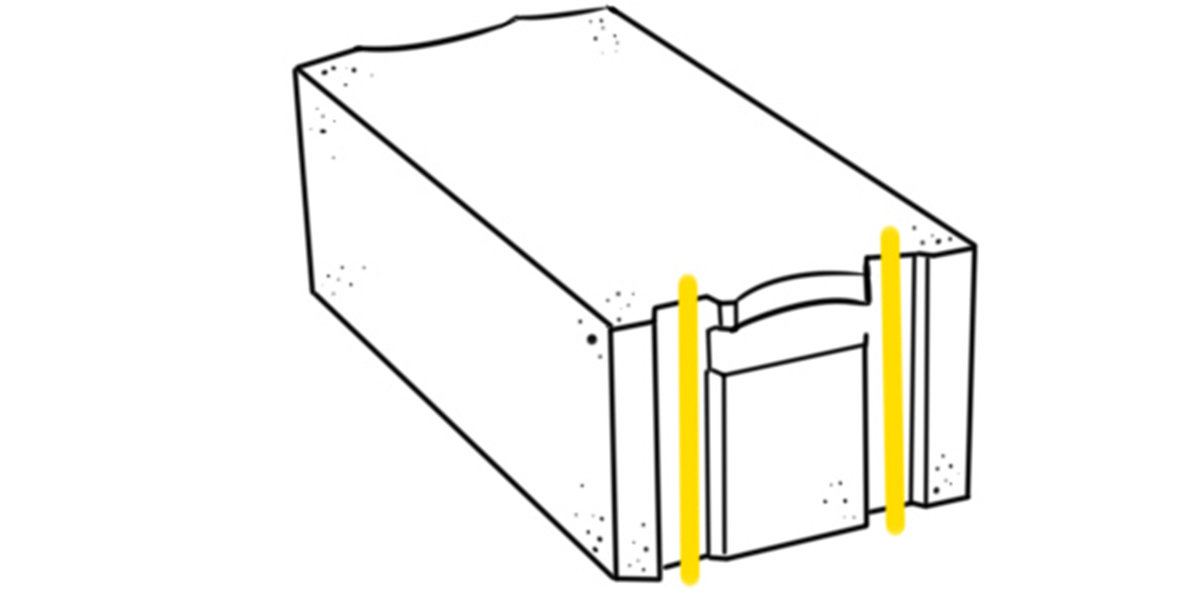
- Паз-гребень — вяжущее наносится на боковые плоскости рядом с выступами. Изделия имеют ручки, которые упрощают транспортировку. Также при незаполненных вертикальных швах из здания не видно просветов, что можно назвать плюсом только для каменщиков, выполнявших кладку.
Зазоры в вертикальных швах не являются серьезным браком, они повышают продуваемость здания, но при этом негативный эффект от них устраняется при отделке. Для неотапливаемого гаража зазоры в вертикальных швах не оказывают серьезного влияния.
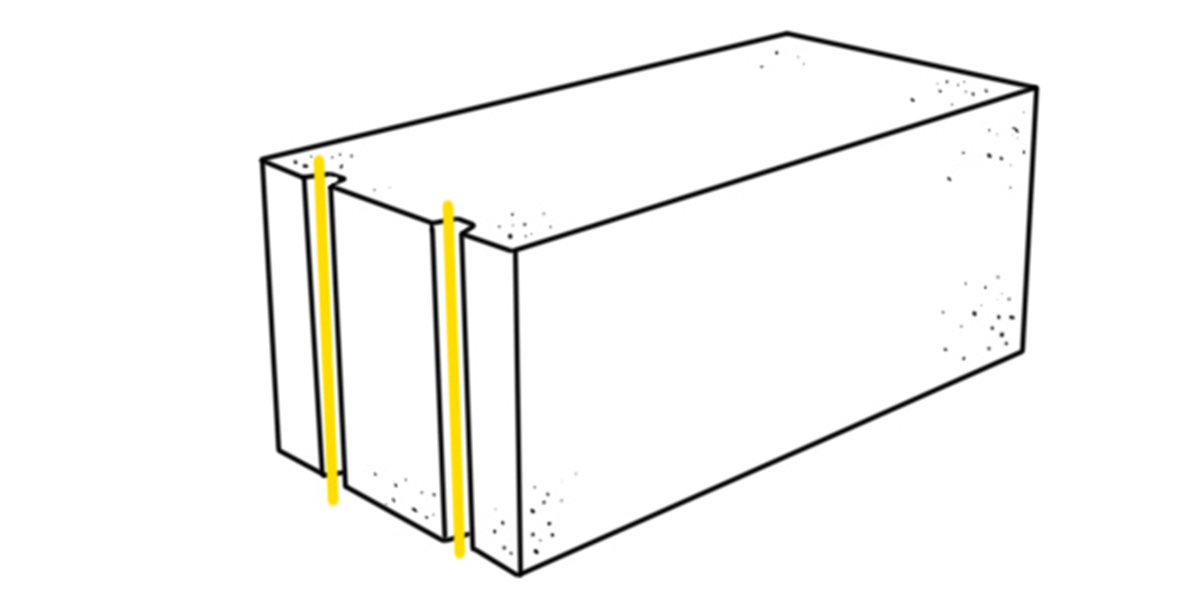
- Паз-Паз – на каждом торце есть выступы. При стыковке между блоками образуется вертикальная цилиндрическая полость. В отверстие сверху заливают кладочный клей или заполняют его клей-пеной, после застывания получается шпонка, скрепляющая блоки. Такая конфигурация блоков хорошо подходит для кладки на клей-пену.
При кладке на полиуретановый клей сложно проконтролировать расширение материала. Когда пеной заполняют узкое отверстие, то расширение ограничено небольшим пространством, что более предсказуемо.
- Паз-плоскость – эти блоки похожи на паз-паз, но выступы есть только на одном торце блока. Благодаря этом можно получить ровные углы здания. При кладке блоков паз-паз или паз-гребень выступы будут видны на углах постройки. Обычно их скрывает штукатурный слой, но если планируется использовать постройку без отделки, то визуально углы будут не очень красивыми.
Как рассчитать толщину газобетонных стен для гаража
При выборе толщины стен важно учитывать параметр изгиба. У тонкой стены гибкость выше, чем у толстой, а соответственно ниже несущая способность. Во многих случаев стена толщиной 100 – 150 мм оказывается достаточной для постройки хозблока, гаража или бани. При этом приступать к строительству следует все равно только после проверки несущей способности и допустимости соотношения толщины и высоты стен.
- Сначала определяем группу кладки по таблице. В нашем случае кладка из газобетона относится ко второй группе.
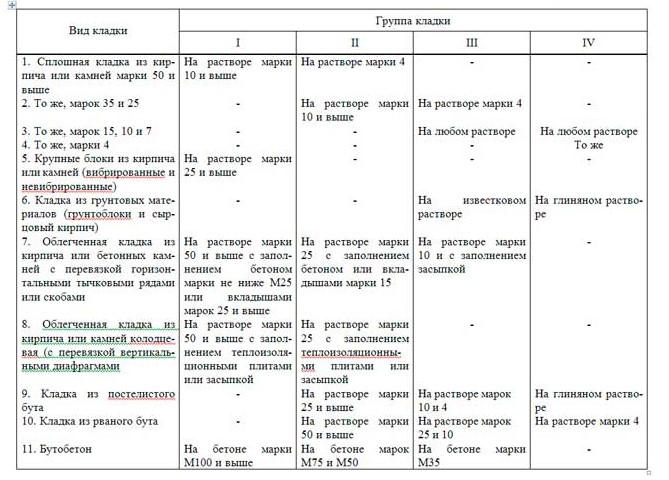
- Теперь нужно установить допустимую высоту стены в зависимости от толщины блока. Для этого высоту этажа делим на толщину стены (H/h=коэффициент из таблицы). Полученный результат должен соответствовать табличному параметру.

Например, мы планируем стену из блоков 100 мм. Коэффициент по марке раствора и группе кладки будет равен 22. Считаем допустимую высоту: 0,1 * 22 = 2,2 м.
- Если при этом стена соединятся с поперечными стенами или усилена пилястрами на расстоянии не более допустимой высоты, то этажная высота рассчитывается по условной толщине.
K (коэффициент запаса) – для газобетона 2,2
Также при планировании стен из газобетона надо учесть несущую способность. Она зависит от следующих параметров.
Формула для расчета несущей способности
Приложение нагрузки (в нашем случае нагрузка от кровли) — нагрузка на кладку часто приходится со смещением. Например, перекрытие может опираться не точно в центре стены, а с отклонением от центра. Такой вид нагрузки называется эксцентриситет (e0). Его необходимо учитывать при расчете стен, все опираемые на газобетонную стену конструкции лучше располагать ближе к центру, так эксцентриситет будет меньше.
- Сопротивление кладки (R) про него мы писали выше в разделе про характеристики газобетона.
- Коэффициент ползучести (mg) – рассчитывается по достаточно громоздкой формуле. Соотношение N/Ng – это отношение от постоянной нагрузки на стены к полной нагрузке (с учетом временных нагрузок от снега и ветра), коэффициенты находим по таблице.
Площадь сжатой части сечени я – длина (L)*толщина кладки(h).
- Коэффициент ω рассчитывается по формуле ω = 1 + e0/h, где h – толщина блоков, а e0 внецентренная нагрузка
В стене с воротами могут получится узкие простенки. Если ширина простенка меньше толщины блока, то при расчете высоту следует брать равную высоте проема. Желательно не делать простенки меньше 60 см. Если нужно сделать такой простенок, то потребуется вертикальное армирование.
Как рассчитать количество материалов для строительства
Для расчета газоблоков, необходимых для строительства гаража, можно воспользоваться формулой (S стены – S проемов)*1,05*h. Из площади стены надо вычесть площадь проемов, затем полученное значение умножить на коэффициент (1,05) и на толщину стен. Полученное значение следует округлить до целого. В результате мы получим количество газоблоков в кубометрах.
Как построить гараж из газобетона своими руками
Закладываем фундамент
Перед самой закладкой фундамента важно провести ряд подготовительных работ.
- Убрать мусор, удалить насаждения на территории будущей застройки.
- Организовать пути подвоза материала.
- Обеспечить места хранения материала.
- Создать систему отвода воды.
- Обозначить место расположения дренажной системы.
Как мы уже писали, для гаража выгоднее использовать малозаглубленный фундамент. Делать это можно даже на пучинистых грунтах, если провести мероприятия по снижению эффекта от морозного пучения.
Фундамент для газобетонного дома должен осаживаться равномерно. Если этот процесс будет идти с перекосами, то на стенах появятся трещины. Разница осадок не должна превышать 2 мм на 1 м.
- По выбранным габаритам на участке с помощью колышков и шнуровки намечаем «пятно» будущего гаража. Дальше действия будут зависеть от выбранного типа фундамента. Если планируется опустить ленту или плиту ниже уровня промерзания, то потребуется копать котлован на глубину более 1 – 1,5 м. Эти работы проще выполнить с привлечением строительной техники.
При неглубоком залегании грунтовых для откачки жидкости следует использовать дренажный насос. Для работ надо выбрать сухое время года без осадков.
- Для небольшой постройки рациональнее использовать малозаглубленный ленточный фундамент. Глубина котлована зависит от конкретного проектного решения — для малозаглубленных фундаментов может составлять 40 – 100 см.
На время работ можно убрать колышки, которые обозначали границы гаража, так как они будут мешать.
- По периметру будущего фундамента надо выкопать траншею для дренажа. У траншеи надо сформировать уклон в сторону отвода воды. Уклон следует проверять с помощью нивелира.
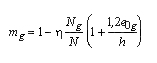
- Необходимо разделить грунт участка и песчаную подушку, которая будет в будущем сформирована на участке. Для этого применяют геотекстиль. Это рулонный материал, который раскатывается по все площадки по дренажному каналу. Нахлест между рулонами должен составлять не менее 150 мм.
- Дно траншеи засыпается щебнем, на него укладывают дренажную трубу. Сверху трубу засыпают еще одним слоем засыпки, а потом дренаж оборачивается в геотекстиль.
Дренажную трубу подключают к ревизионным колодцам.. Места размещения таких колодцев надо заранее учесть в проекте.
- На этом этапе производится перераспределение грунта и формирование подушки под фундамент из песка. Подушка в зависимости от нагрузки может иметь толщину 20 – 60 см. Подушка формируется слоями 10 – 15 см. Каждый слой утрамбовываем.
Копать котлован можно с помощью строительной техники, промежуточную выравнивание лучше выполнять вручную. Песок не должен содержать глины, остатков растений и других видов органики. Для трамбовки рекомендуется использовать виброплиту.
- Когда подушка готова, можно вернуть колышки с причалками и перейти к созданию опалубки. Дальнейший ход работ зависит от конкретного вида опалубки. Она может быть съемной или несъемной. Несъемная опалубка выполняется из утепляющего материала и сразу выполняет функции теплоизолятора. Сборку опалубки начинают с углов.
Съемную опалубку можно изготовить из ламинированной фанеры. Для несъемной подойдет пенополистирол экструдированный или вспененный марок ППС 30 – ППС45 (с асбоцементными плитами). Соединение плит в несъемной опалубке осуществляется с помощью клея и винтовых крепежных элементов.
- Опалубка собирается на полиэтиленовой пленке и выкладывается по причалке, натянутой между колышками.
- Если в гараже планируется провести коммуникации (например, обеспечить подвод воды и канализацию), то траншеи под трубы выкапывают на этом этапе.
- После сборки опалубки в неё закладывают арматуру. Для армирования можно использовать как металлическую, так и пластиковую арматуру в зависимости от проектного решения. Также потребуется проволока, хомуты для перевязки прутков и подставки под армирование.
- Хомуты формируют пространственный каркас в виде параллелепипеда. Хомуты изготавливают из согнутой арматуры, их устанавливают каждые 30 см и связывают проволокой.
Арматурный каркас внутри опалубки не должен лежать на земле, для этого используют специальные подставки – так бетон будет обволакивать металлический пояс со всех сторон.
- Опалубку заполняют бетоном с помощью насоса или вручную. На работы по заливке смеси должно уйти не больше часа, чтобы бетон не начал твердеть.
- Чтобы бетонная смесь равномерно заполнила арматурный каркас и опалубку используют вибратор.
- Застывание смеси должно происходить в условиях строго соблюдения температурно-влажностного режима, также нужно своевременно устранять перекосы и искривления опалубки. Нужно исключить все механические воздействия на фундамент во время застывания
Стены и обустройство каркаса
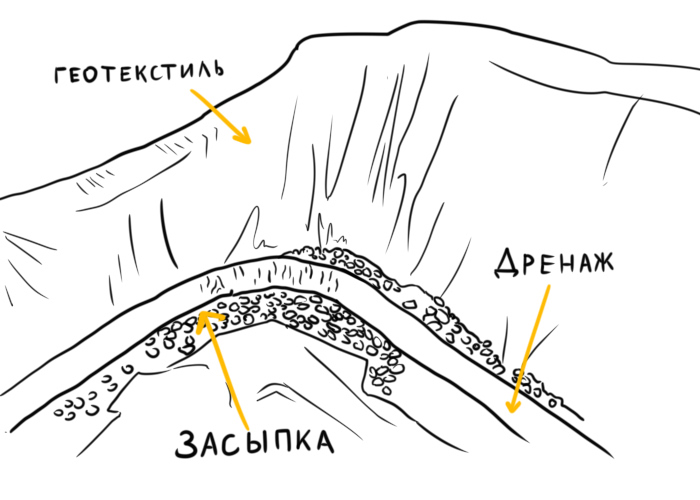
Когда бетон затвердел и набрал прочность можно приступать к возведению стен. Чтобы исключить капиллярный подсос нужно разделить слоем гидроизоляции стену и фундамент. Для этой цели подойдет рубероид или наплавляемая битумная гидроизоляция. Если использовать рулонную гидроизоляцию с посыпкой, то это позволит улучшить адгезию первого ряда газобетона.
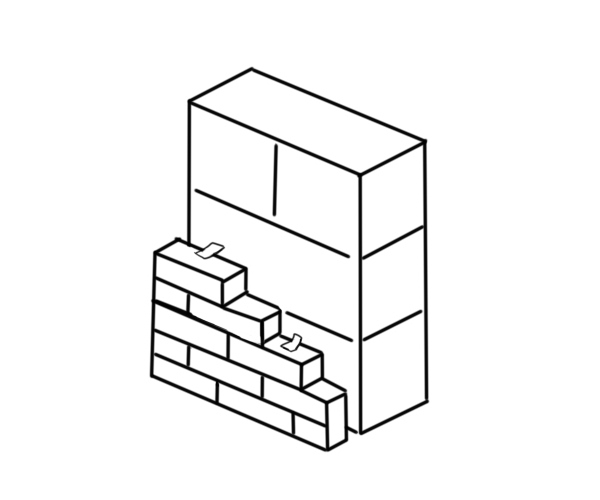
Раньше между бетонным основанием и газобетонной стеной было принято делать пояс из кирпича. Это делалось для компенсации растягивающих нагрузок при отсутствии бетонного пояса. В современных условиях создание кирпичного пояса не имеет смысла.
- Кладку газобетонной стены начинают от углов. Первый ряд следует укладывать на выравнивающий слой из цементно-песчаной смеси в том случае, если отклонения в уровне фундамента не превышают 20 мм. Если отклонения составляют 20 – 40 мм, надо армировать первый слой раствора стальной сеткой 50х50 мм.
Наплавляемая битумная гидроизоляция
- Если первый ряд укладывался на битумную гидроизоляцию, то первый ряд кладки из газобетона рекомендуется армировать, чтобы снизить появление трещин из-за скольжения по поверхности гидроизоляции. Если в качестве гидроизоляции применялся цементный состав, то первый ряд кладки можно не армировать.
Последующие ряда кладки можно укладывать на три вида вяжущих.
- ЦПС используют для кладки с толстым швом от 10 мм. Этот способ оправдан при кладке блоков с большими отклонениями по геометрии.
- Минеральный клей для кладки позволяет класть газоблоки с тонким швом 1 – 3 мм. Клей наносят с помощью кельмы, а излишки снимают шпателем-гребенкой.
ЦПС прочнее, чем минеральный клей, но при этом увеличение прочности раствора не приводит к увеличению прочности кладки. В этом вопросе более критична толщина шва. Утолщение шва до 10-12 мм приводит к падению прочности кладки на 20%, до 30 мм – на 30%.
- Клей-пена – способ укладки на полиуретановый клей более прост с точки зрения выполнения работ. Этот способ позволяет получить наиболее тонкий шов. Конечная прочность кладки получается сопоставимой с кладкой на минеральный клей. Еще одним плюсом кладки на клей-пену является то, что баллоны с пеной не занимают много места и имеют небольшой вес, поэтому привести их на объект можно в обычном автомобиле.
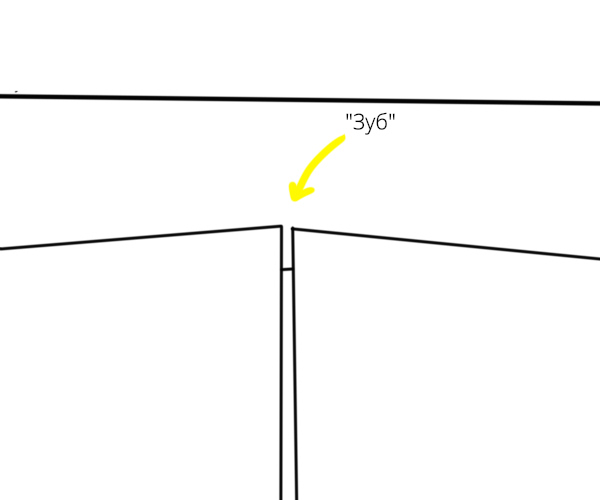
При укладке блоков вяжущим обрабатывают горизонтальную и вертикальную плоскости. После укладки ряда его надо обработать теркой, чтобы удалить все выступы и неровности. Всю пыль надо тщательно смести с блоков веником.
Обработка терки позволяет удалить возвышения на стыке блоков («зубы»). Укладка последующего ряда на «зуб» создаст механические напряжения, что в будущем может привести к появлению трещин.
Если ряд кладки подлежит армированию, то в нем делают штробу, куда закладывают арматуру.
Обычно армировать рекомендуют:
- для первого ряда кладки
- подоконных и надоконных зон
- ряды на уровне мауэрлата
- стены длиннее 6 метров рекомендуется армировать каждые 4 ряда.
Смотровая яма
Делать ли в гараже смотровую яму – достаточно спорный вопрос, решать который надо еще на стадии проектирования. Если вы планируете устроить смотровую яму, то надо будет отказаться от малозаглубленного плитного фундамента.
Смотровая яма – это углубление в центре гаража, которое упрощает ремонт автомобиля. Транспорт ставя на яму, при этом из нее можно получить доступ к дну машины без использования подъемника.
Если уровень залегания грунтовых вод достаточно высок (менее 2 м), то от устройства смотровой ямы лучше отказаться. В этом случае можно сделать лежачую яму. В противном случае в яме будет постоянно высокий уровень влажности, что приведет к появлению коррозии на автомобиле. Также в этом случае не рекомендуется устраивать постоянную стоянку автомобиля над ямой – лучше предусмотреть в гараже отдельное место под транспортное средство.
Минусы при использовании смотровой ямы :
- Сложность парковки – при отсутствии достаточного опыта, можно попасть колесом в яму.
- Повышение затрат на строительство гаража – наличие смотровой ямы может потребовать дополнительный утепляющий контур в зоне промерзания. Если яма приходится на уровень залегания грунтовых вод, то потребуется гидроизоляция.
- Низкая универсальность – смотровая яма, рассчитанная для одного автомобиля, может не подойти по габаритам для другого авто.
- Высокая влажность может способствовать появлению ржавчины на автомобиле
Особенности работ по устройству смотровой ямы
Смотровую яму можно делать уже после возведения стеновой коробки, но земляные работы удобнее делать на этапе строительства фундамента, чтобы не возникало проблем с вывозом грунта.
Длина смотровой ямы для легкового автомобиля обычно составляет 5 м, ширина 80 см. Глубина рассчитывается в зависимости от роста владельца автомобиля. Рост + 10 – 20 см. Средняя глубина получится около 2 метров, поэтому дно ямы в европейской части России будет глубже уровня промерзания.
Стены ямы можно делать из бетона, для этого раствор заливают в съемную или несъемную опалубку.
Важно выполнять гидроизоляцию стен смотровой ямы. С внутренней стороны ямы можно использовать эластичную цементную гидроизоляцию, работающую на обратное давление. Такая гидроизоляция будет препятствовать просачиванию влаги сквозь стенки ямы. С внешней стороны используют полимерную битумную бесшовную гидроизоляцию.
Обшивка стен
Очень часто можно встретить мнение, что здание из газобетона не может существовать без наружной отделки. Это мнение является ошибочным. Отделка несет только декоративную функцию, а при неправильном использовании приносит больше вреда, чем пользы. По этой причине выбор отделки для гаража из газобетона базируется исключительно на экономических возможностях и эстетических представлениях хозяина.
Для газобетонных строений доступны любые виды отделки, приведем их ниже.
- Эксплуатация без отделки с дополнительной гидрофобизацией мокрых зон (примыкание к отмостке, подоконных зон и др.)

С визуальной точки зрения гараж, стены которого клали на полиуретановый клей, выглядит более опрятно без отделки, так как отсутствуют пятна от раствора.
- «Мокрая» отделка – тонкослойная штукатурка, обычная штукатурка, декоративная штукатурка.
Если гараж не является частью основного дома и не отапливается, то к штукатурке нет особых требований. В отапливаемом здании штукатурка должна иметь высокую паропрницаемость.
- Облицовка, приклеенная к основанию – облицовка плиткой.
- Облицовка на относе – обшивка сайдингом, деревом и др. Также возможен вариант, когда облицовка закрепляется на газобетоне без обрешетки и каркаса.
- Облицовка камнем – любые виды облицовочных кладочных материалов (клинкерный, керамический кирпич).
При отделке строения из газобетона важно учитывать два важных момента.
- Режим эксплуатации (отапливаемое или неотапливаемое) – в большинстве случаев гараж является неотапливаемым строением, в этом случае никаких сложностей при проектировании «пирога» стены не возникает. Если здание отапливается, то отделочные материалы не должны способствовать накоплению влаги внутри газобетона.
- Влажность газобетона – материал после производства имеет значительные показатели влажности по массе, поэтому отделочные слои не должны препятствовать его высыханию. Это требование не имеет большого значения если гараж не отапливается.
Крыша
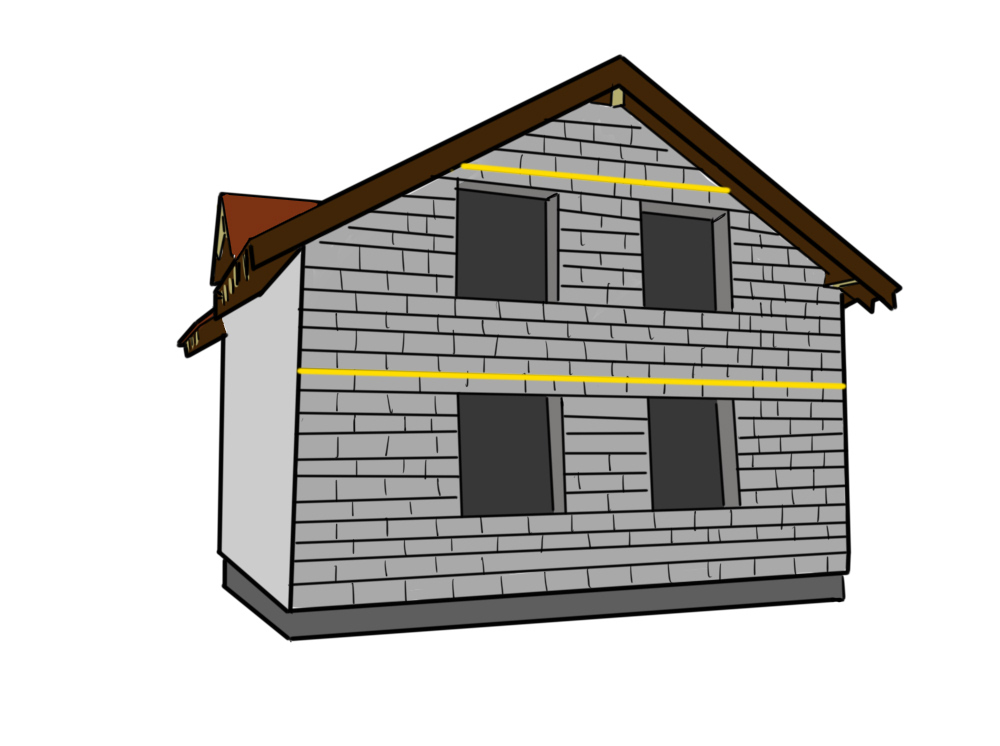
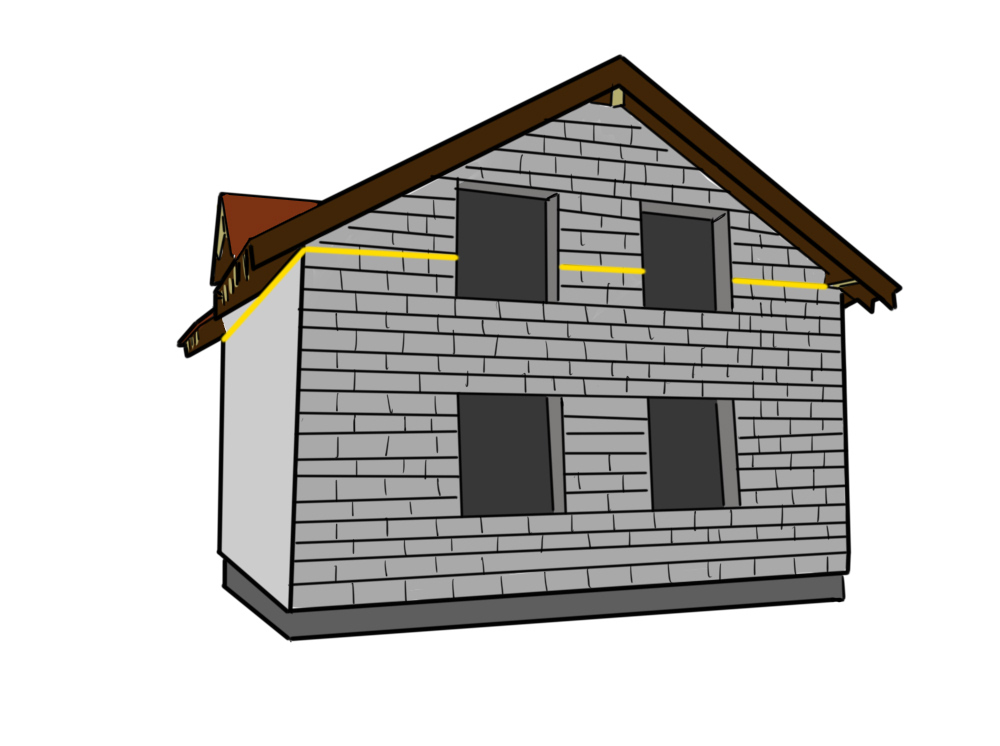
Выбор кровли следует делать, исходя из расчета нагрузок, который делался для фундамента и стен. В этом случае важно учесть нагрузку от кровли на стены. Наиболее легкой будет скатная крыша из дерева с опорной стропильной системой.
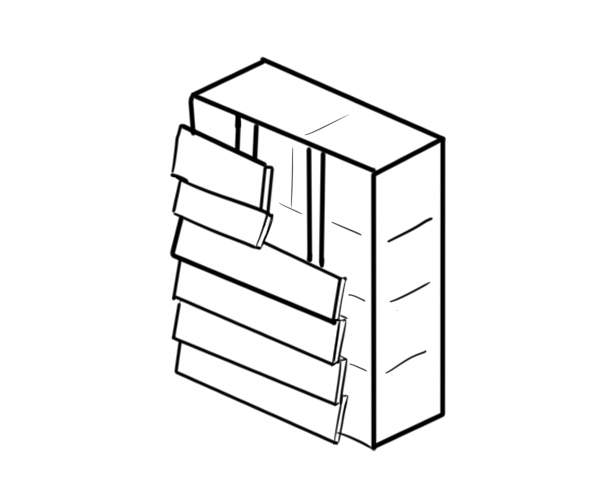
Опорная стропильная система
- Опорная стропильная система исключает распорные усилия, так как стропила опираются на деревянные балки. Такой вариант хорошо подходит для одноэтажных строений таких, как гараж.
- Подвесная стропильная система не имеет балок, её чаще используют в мансардных этажах, так как она позволяет получить высокий потолок под скат крыши. При этом при ошибках в проектировании может возникнуть распорная нагрузка на стены, когда кровля проседает и своим весом начинает давить, растягивая стены в стороны. Чтобы избежать таких моментов на 2/3 высоты скатов ставят ригель – поперечную затяжку.
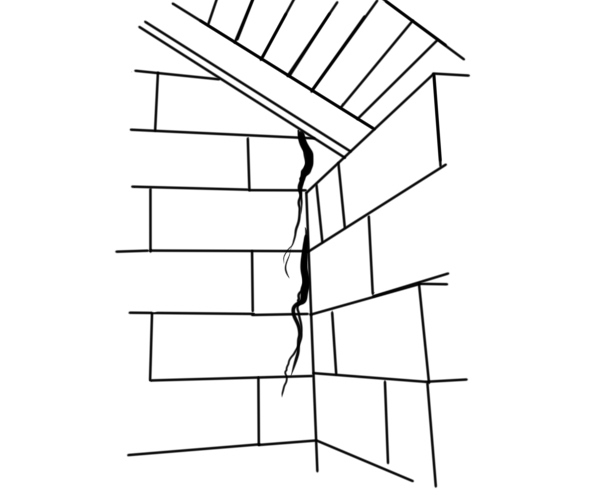
Ошибка: боковой распор от кровли передался на газобетонную стену, в результате появились трещины.
Для сбора нагрузок от кровли нужно учесть временные нагрузки (снег, ветер) и постоянные от строительных материалов.
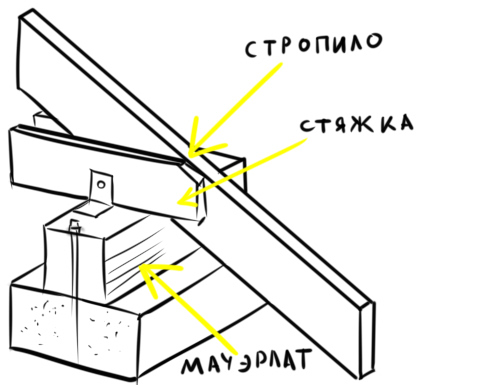
Для равномерного распределения нагрузки после последнего ряда газобетона делают железобетонный пояс. Мауэрлат крепят к поясу стальными шпильками.
Мауэрлат – это обвязочный брус, который укладывают по периметру коробки здания. Чтобы снизить распорную нагрузку на стены, мауэрлат должен опираться на центральную часть кладки, это позволит максимально снизить эксцентриситет.
На мауэрлат укладывают деревянные балки (затяжки), на которые опираются деревянные стропильные ноги. По стропилам делают обрешетку из деревянного бруса, к который уже крепится кровельный материал. Наиболее простым вариантом для кровли гаража является металлочерепица или профнастил.
Мягкие виды кровельных материалов, такие как битумная черепица, требуют сплошной обрешетки из фанеры или осб. Про выбор обрешетки для мягкой кровли подробнее читайте в этой статье .
Также гараж может иметь плоские кровли, она может выполняться из железобетонных перекрытий или сборно-монолитной кровли из газобетонных блоков. Последний вариант легче, но достаточно сложен с технической точки зрения.
Плоская кровля должна иметь уклон для отведения воды.
Источник: www.sdvor.com
СН РК 8.02-05-2002 (изд. 2004) Сборники сметных норм и расценок на строительные работы. Сборник 38. Каменные конструкции гидротехнических сооружений
Взамен сборника сметных норм и расценок на строительные работы № 38. «Каменные конструкции гидротехнических сооружений» Госстроя СССР, 1991 г.
- Поставить закладку
- Посмотреть закладки
- Добавить комментарий
1. Нормы и расценки настоящего Сборника рекомендуются для определения базовой сметной стоимости строительно-монтажных работ.
2. Стоимостные показатели материальных ресурсов в таблицах Сборника приведены для 1-го территориального района, принятого за базисный. Для других территориальных районов к стоимости этих ресурсов следует применять коэффициенты, приведенные в таблице 1 Сборника сметных цен на строительные материалы, изделия и конструкции.
3. Основная заработная плата и затраты на эксплуатацию строительных машин приняты по состоянию, зафиксированному в инвестиционно-строительной сфере Республики Казахстан в 2001 году.
4. Ресурсы, отмеченные в начале названия «*», в стоимости материалов не учтены. Стоимость этих материалов, изделий и конструкций необходимо учитывать дополнительно при составлении локальных смет (сметных расчетов).
- Поставить закладку
- Посмотреть закладки
- Добавить комментарий
1.1. Нормы и расценки сборника распространяются на устройство каменно-набросных плотин, отсыпей, призм, перемычек, банкетов, пригрузок и других сооружений, отсыпаемых насухо и в воду в речных и морских условиях, а также на устройство фильтров и трубчатых дренажей плотин.
1.2. Нормами и расценками предусмотрено применение:
а) грунтов — взорванной скальной породы, естественной гравийнопесчаной смеси, природного гравия и песка;
б) материалов — камня, щебня, гравия, гравийно-песчаной смеси и песка, соответствующих требованиям ГОСТов.
1.3. Расход грунтов на измеритель сметной нормы определяется на основании проектных данных по формуле:
V = Sс / Sк х Vиз х К
где V — расход грунтов в плотном (естественном) состоянии на принятый измеритель нормы;
Sс — плотность грунта в сооружении по проектным данным;
Sк — плотность грунта в карьере в плотном (естественном) состоянии по проектным данным;
Vиз — измеритель сметной нормы;
К — коэффициент, учитывающий потери грунта при транспортировке и укладке в сооружение.
1.4. Нормами и расценками табл. 1 и 2 предусмотрено применение взорванной скальной породы, расход которой определяется по формуле, приведенной в п. 1.3 Технической части.
Величина коэффициента «К» принимается равной: при отсыпке насухо (табл.1) — 1,04; при отсыпке в реку (табл.2) при скорости течения воды до 1 м/с — 1,04, до 3 м/с-1,08; свыше 3 м/с — по проектным данным.
Нормы и расценки табл. 2 предусматривают отсыпку скальной породы в реку при скорости течения воды до 1 м/с. В случае отсыпки скальной породы при скорости течения воды свыше 1 до 3 м/с к нормам затрат табл. 2 следует применять коэффициенты по п. 3.1 Технической части, а при скорости течения воды свыше 3 м/с величина коэффициентов определяется по проектным данным.
Затраты на рыхление, разработку скальных пород в карьере и транспортировку их к месту укладки в сооружение нормами и расценками данного сборника не учтены и должны определяться дополнительно по соответствующим нормам и расценкам других сборников: на рыхление скальных пород — по нормам и расценкам Сборника 3 «Буровзрывные работы»; на разработку — по нормам и расценкам Сборника 1 «Земляные работы» (без учета затрат «Работы на отвале»); на транспортировку — по сборнику сметных цен на перевозки грузов для строительства (часть 1).
При использовании для возводимых сооружений скальных пород из полезных выемок затраты на рыхление, разработку и транспортировку скальных пород не должны учитываться.
1.5. В нормах и расценках табл. 1 предусмотрено послойное возведение сооружений при отсыпке скальной породы.
1.6. При возведении каменно-набросных плотин, призм, пригрузок, банкетов, перемычек без уплотнения, когда это обосновано проектом, нормы затрат катков и тракторов, а также расход воды в табл. 1 подлежат исключению.
1.7. Нормами и расценками табл. 3-5 предусмотрено применение материалов. В случае применения грунтов (когда это обосновано проектом) расход их по табл. 3 определяется по формуле, приведенной в п. 1.3 Технической части с коэффициентом К, равным 1,02, а по табл.
4 и 5 расход грунтов принимается равным 100 м 3 в плотном (естественном) состоянии.
Затраты на разработку грунтов в карьере и транспортировку их к месту укладки в сооружение, а также в случае использования грунтов из полезных выемок, определяются в соответствии с п. 1.4 Технической части.
1.8. Нормами и расценками табл. 11-20 расход материалов принят для отсыпки в море в свободные пространства, не ограниченные конструкциями. При других условиях отсыпки материалов к нормам и расценкам табл. 11-20 следует применять коэффициенты по пп.
3.2 и 3.3 Технической части.
1.9. В нормах и расценках табл. 11-20 (в соответствующих графах) предусмотрено устройство морских отсыпей из скальной породы, расход которой на измеритель нормы определяется на основании проектных данных по формуле, приведенной в п. 1.3 Технической части, с применением коэффициента К, равного:
а) при отсыпках в море в свободные пространства, не ограниченные конструкциями, и в частично ограниченные конструкциями участки моря, имеющие сообщение с акваторией — 1,07;
б) при отсыпках надводных частей сооружений и в полностью ограниченные конструкциями участки моря — 1,04. При этом к элементам затрат и расценкам табл. 11-20 следует применять коэффициенты по п. 3.4 Технической части.
Затраты на рыхление, разработку скальной породы в карьере и транспортировку ее к месту укладки в сооружение, а также в случае использования скальных пород из полезных выемок определяются в соответствии с п. 1.4 Технической части.
1.10. Затраты на устройство морских отсыпей из грунтов (кроме скальной породы), когда это обосновано проектом, определяются по соответствующим нормам и расценкам табл. 11-20. При этом предусмотренные в указанных нормах (за исключением норм на отсыпку постелей гравитационных сооружений) материалы заменяются соответствующими грунтами, расход которых на измеритель нормы определяется по формуле, приведенной в п. 1.3 Технической части, с применением коэффициента К, равного:
а) при отсыпках в море в свободные пространства, не ограниченные конструкциями, и в частично ограниченные конструкциями участки моря, имеющие сообщение с акваторией — 1,06;
б) при отсыпках надводных частей сооружений и в полностью ограниченные конструкциями участки моря — 1,02. При этом к затратам указанных норм и расценок следует применять коэффициенты по п. 3.5 Технической части.
Затраты на разработку грунтов в карьере и транспортировку их к месту укладки в сооружение, а также в случае использования грунтов из полезных выемок определяются в соответствии с п. 1.4 Технической части.
1.11. Нормы и расценки табл. 11-20 предусматривают производство работ в условиях закрытой акватории или открытого побережья (открытого рейда).
К открытому побережью (открытому рейду) относятся участки берега моря или рейд, не имеющие естественной или искусственной защиты от волнового воздействия. Отнесение условий производства работ к категории открытого побережья (открытого рейда) определяется проектом.
1.13. Работы по разравниванию поверхностей отсыпей и призм под водой нормами и расценками не учтены. Затраты на указанные работы следует определять по нормам и расценкам Сборник 44 «Подводностроительные (водолазные) работы».
На водолазные станции, учтенные в нормах и расценках данного сборника, распространяются указания Технической части Сборник 44 «Подводностроительные (водолазные) работы».
1.14. Затраты на работы по подготовке оснований под сооружения следует определять по соответствующим нормам и расценкам других сборников в соответствии с проектными данными.
1.16. Нормами и расценками табл. 4 и 5 предусмотрено устройство однослойных фильтров и дренажных призм. Затраты на устройство многослойных фильтров определяются послойно по тем же нормам и расценкам.
1.17. В нормах и расценках табл. 10 затраты по устройству перфораций в асбестоцементных трубах не учтены и должны определяться дополнительно при изготовлении труб.
1.18. В нормах и расценках табл. 12 отсыпка материалов с подачей их в контейнерах в условиях открытого побережья предусмотрена плавучими кранами. При отсыпке материалов береговыми кранами следует пользоваться нормами и расценками табл. 11 (гр.
3, 4, 8-10).
1.19. В нормах и расценках табл. 14 отсыпка материалов в условиях открытого побережья предусмотрена плавучими кранами с грейферным ковшом. При отсыпке материалов береговыми кранами следует пользоваться нормами и расценками табл. 13 (гр.
5, 6, 13-15).
1.20. Нормами и расценками табл. 16-20 учтено перемещение материалов и грунтов плавучими средствами до 1 км. При перемещении материалов и грунтов свыше 1 км затраты на дополнительное перемещение на каждый последующий 1 км следует принимать по нормам и расценкам табл. 21.
1.21. Затраты на эксплуатацию машин в расценках табл. 1-5, 7, 8 (раздел 1) определены исходя из стоимости машино-часа машин и механизмов при условии работы их на гидроэнергетическом строительстве. При работе машин и механизмов на водохозяйственном и других видах строительства к указанным затратам на эксплуатацию машин следует применять коэффициенты, приведенные к пп. 3.6 — 3.25 Технической части
2. Правила исчисления объемов работ
2.1. Объемы конструкций должны определяться по проектным профилям и в тех же измерителях, которые приняты в нормах настоящего сборника.
2.2. Приведенный в нормах расход материалов, а также установленный порядок определения расхода грунтов и скальных пород для разных условий отсыпки, учитывают необходимые добавки на уплотнение, потери при транспортировке и укладке в сооружение, на вынос водой.
Источник: continent-online.com