Входной контроль металла на предприятии — Справочник металлиста
Сохрани ссылку в одной из сетей:
сварных соединений металлоконструкций;
болтовых соединений с использованием высокопрочных болтов с контролируемым натяжением.
соответствие профилей металлопроката проекту;
качество металла (прочностные и деформативные характеристики);
состояние антикоррозионных покрытий;
характеристики коррозии (при наличии);
соответствия последовательности и режимов сварки требованиям нормативно-технологической документации (техкарта, техпроцесс);
прочность сварных соединений;
герметичность сварных соединений (при необходимости).
Таблица 8.1 Контроль качества металлоконструкций
| Вид контроля | Контролируемые показатели или процедура |
| 1 Входной | Качество комплектующих изделий, исходных материалов и заготовок (класс и марка стали, сортамент и геометрические размеры проката, марки лакокрасочных, сварочных материалов и материалов антикоррозионных покрытий; качество газов для сварки и резки металла, классы болтов и гаек и др.) |
| 2 Операционный | Геометрические параметры шаблонов, кондукторов и других элементов оснастки |
| Геометрические параметры деталей и заготовок, в том числе после их механической обработки | |
| Сборка конструкции или ее элементов под сварку | |
| Качество сварных и болтовых соединений | |
| Качество отдельных изготовленных элементов, входящих в конструкцию | |
| Геометрические параметры конструкций | |
| Качество антикоррозионных покрытий, в том числе подготовки поверхности, грунтовки и слоев покрытий | |
| 3 Приемочный | |
| 3.1 Периодический контроль и испытания | Параметры технологических режимов операций производства |
| Проверка стабильности технологических процессов операций производства и достаточности объема контроля по входному и операционному контролю | |
| Собираемость конструкций на основе контрольной сборки | |
| Несущая способность и жесткость конструкций | |
| 3.2 Приемосдаточный контроль | Проверка наличия документов по входному и операционному контролю и соответствия их утвержденной технологической документации |
| Геометрические параметры конструкций, влияющие на собираемость конструкций | |
| Визуальный контроль конструкций | |
| Выборочный контроль антикоррозионной защиты, сварных швов и других требований стандарта, технических условий и проектной документации | |
| Комплектность, маркировка, упаковка | |
| Примечания1 Проверку собираемости, несущей способности и жесткости конструкции проводят как приемосдаточные испытания, если они предусматриваются стандартами, техническими условиями и проектной документацией на конкретные виды конструкций.2 Процедура внешнего осмотра конструкций предусматривает визуальный контроль требований стандарта с целью определения мест возможных дефектов конструкции. |
Гайд №6. Как заполнять журнал входного контроля.
8.3.10Контроль качества монтажных соединений на высокопрочных болтах с контролируемым натяжением проводят в соответствии с разделом 10 настоящего СТО
5. Правила приемки
Версия для печати
5.1 Все поставляемые конструкции должны быть приняты службой технического контроля изготовителя.
5.2 При приемке следует устанавливать соответствие всех параметров конструкций требованиям:
— стандартов или технических условий на конкретные конструкции;
5.3 При приемке конструкций серийного производства объемы партий, методы и планы контроля (в том числе объемы выборок) должны быть установлены в стандартах или технических условиях на конкретные конструкции.
5.4 При приемке конструкций единичного и мелкосерийного производства объемы партий, методы и планы контроля (в том числе объемы выборок) должны быть приведены в проектной документации на них.
5.5 Соответствие показателей качества конструкций и параметров технологических режимов требованиям документов, указанных в 5.2, устанавливают по данным входного, операционного и приемочного контроля по номенклатуре показателей и процедур, приведенных таблице 3.
Таблица 3
| 1. Входной | Качество комплектующих изделий, исходных материалов и заготовок (класс и марка стали, сортамент и геометрические размеры проката, марки лакокрасочных, сварочных материалов и материалов антикоррозионных покрытий; качество газов для сварки и резки металла, классы болтов и гаек и др.) |
| 2. Операционный | Геометрические параметры шаблонов, кондукторов и других элементов оснастки |
| Геометрические параметры деталей и заготовок, в том числе после их механической обработки | |
| Сборка конструкции или ее элементов под сварку | |
| Качество сварных и болтовых соединений | |
| Качество отдельных изготовленных элементов, входящих в конструкцию | |
| Геометрические параметры конструкций | |
| Качество антикоррозионных покрытий, в том числе подготовки поверхности, грунтовки и слоев покрытий | |
| 3. Приемочный | |
| 3.1. Периодический контроль и испытания | Параметры технологических режимов операций производства |
| Проверка стабильности технологических процессов операций производства и достаточности объема контроля по входному и операционному контролю | |
| Собираемость конструкций на основе контрольной сборки | |
| Несущая способность и жесткость конструкций | |
| 3.2. Приемосдаточный контроль | Проверка наличия документов по входному и операционному контролю и соответствия их утвержденной технологической документации |
| Геометрические параметры конструкций, влияющие на собираемость конструкций | |
| Визуальный контроль конструкций | |
| Выборочный контроль антикоррозионной защиты, сварных швов и других требований стандарта, технических условий и проектной документации | |
| Комплектность, маркировка, упаковка | |
| Примечания 1. Проверку собираемости, несущей способности и жесткости конструкции проводят как приемосдаточные испытания, если они предусматриваются стандартами, техническими условиями и проектной документацией на конкретные виды конструкций.2. Процедура внешнего осмотра конструкций предусматривает визуальный контроль требований стандарта с целью определения мест возможных дефектов конструкции. |
В стандартах, технических условиях и проектной документации на конструкции конкретных видов и в технологической документации допускается уточнять номенклатуру этих показателей и процедур в зависимости от вида контролируемых изделий и специфики их производства.
Результаты входного, операционного и приемочного контроля должны быть зафиксированы в соответствующих журналах службы технического контроля, лаборатории или других документах.
Параметры, результаты контроля которых следует заносить в указанные документы, принимают в соответствии с технологической и проектной документацией на конструкции.
5.6 Входной контроль
5.6.1 Входной контроль материалов и комплектующих изделий проводят в соответствии с ГОСТ 24297.
5.6.2 При наличии в стандартах или технических условиях на конструкции серийного производства и проектной документации на конструкции единичного или мелкосерийного изготовления требований о входном контроле качества материалов и комплектующих изделий его производят в аттестованной лаборатории или лаборатории изготовителя конструкций.
При этом применяют правила приемки и методы контроля, предусмотренные стандартами или техническими условиями поставщика.
5.7 Операционный контроль
1 Операционный контроль проводят в соответствии с технологической документацией изготовителя. Контроль должен быть достаточным для оценки качества выполняемых операций, имея в виду выполнение требований стандартов или технических условий и проектной документации на конструкции.
2 Состав контролируемых признаков в процессах контроля и полнота охвата их контролем, а также точность и стабильность параметров технологических режимов операций производства принимаются по технологической документации изготовителя, разработанной в соответствии со стандартами единой системы технологической подготовки производства, и подтверждаются при постановке на производство в соответствии с ГОСТ 15.001 и ГОСТ 15.005.
Правила приемки готовых металлоконструкций
ГОСТ 23118-2012, действующий в нашей стране с 2013 года и определяющий общие технические условия для «Конструкций стальных строительных», предусматривает ряд важнейших моментов. В том числе порядок приемки заказчиком металлоконструкций, которые по его требованию изготовил производитель. Посмотрим, что же государственный стандарт говорит о правилах в этой сфере.
Несколько правил приемки готовых металлоконструкций
- Прежде чем отправиться к заказчику, изделие должно быть принято собственной службой контроля качества изготовителя.
- Первое, что оценивается: соответствие металлоконструкции требованиям ГОСТ 23118-2012, нормативам для продукции конкретного образца, а также параметрам, прописанным в проекте и ТУ.
- Объем и выборка для мелкосерийного или штучного производства осуществляется на основании проектных требований. Для поточного выпуска она проводится согласно стандартам, заданным для конкретного вида конструкций.
Способы контроля качества
ГОСТ перечисляет список показателей, по которым производится оценка качества выпущенных изделий. Соответствуют ли они требованиям нормативов, выявляется в ходе трехступенчатых контрольных мероприятий, в том числе:
- входного контроля;
- операционного;
- приемочного.
За стандарт принимают номенклатурные параметры, заданные в ТУ и рабочей документации проекта на изготовление металлоконструкций. При прохождении каждого пункта контроля результаты письменно фиксируются в журналах учета качества и прочих документах.
Входной контроль
Что оценивается? Призван контролировать качество материалов, которые применялись для производства изделия (сорт стали, точность заготовок, марка краски и защитного покрытия, классы гаечно-болтовых комплектующих).
Как оценивается? Проводится не всегда. Необходимость в нем указывается в проектных требованиях, ТУ или строительных нормах и правилах. В этом случае может быть проведен в лаборатории:
- завода-изготовителя;
- независимой внешней, аттестованной соответствующим образом.
Контрольная методика, используемая при этом, описана в стандартах поставщика и в ГОСТе 24297.
Операционный контроль
Что оценивается? В ходе контрольных мероприятий проверяют:
- геометрию и габариты шаблонов, заготовок, деталей после того, как они обработаны механически;
- геометрические показатели готовой металлоконструкции;
- правильность заводской сборки и отдельных элементов, которые будут подвернуты сварке;
- качественный уровень сварных швов и болтовых соединений;
- свойства защитного покрытия, включая обезжиривание поверхности, грунтовочные работы, каждый слой окрашивания.
Как оценивается? Из всей произведенной заводом партии отбирается одна металлическая конструкция и проверяется по всем значимым техническим параметрам. Цель операционного контроля оценить соответствие изделия нормативам, требованиям проектной документации и ТУ на продукт. В оценке опираются на технологическую документацию, предоставленную поставщиком.
Если оцениваемая единица товара хотя бы по одному параметру не соответствует заданным требованиям, число проверяемой продукции удваивают. В случае, когда и в них обнаружен брак, вся партия отправляется на разбраковку.
В качестве методов операционного контроля выделяют:
- визуальный осмотр;
- измерения;
- ультразвуковая методика;
- радиографическая;
- испытания механического толка.
Приёмочный контроль
Проводится заказчиком на основании данных входного и операционного контроля. По сути является финальным. Различают два подвида этого вида контроля: периодический с испытаниями и приемосдаточный. Разберем, что подразумевает каждый из них.
Периодический контроль и испытания
Что оценивается? В его ходе осуществляется проверка следующих пунктов.
- Технологические режимы, которые используются во время операций по производству конструкций.
- Их стабильность, приводящая к неизменным характеристикам изделия от единицы к единице.
- Жесткость металлической конструкции.
- Параметры ее несущей способности.
- Собираемость элементов в единый конструкт (проводится методом контрольной сборки).
- Оценивается, достаточен ли объем произведенного входного и операционного контроля.
Как оценивается? Этот вид контрольных мероприятий может быть произведен в сроки, которые предусмотрены технической документацией исполнителя. Или внепланово, если произведенная продукция показала в ходе проверки регулярные отказы в соответствии требованиям различных нормативов.
Приемосдаточный контроль
Что оценивается? Порой пункты 3 и 4 из предыдущего перечня проводятся как приемосдаточные испытания, если это подразумевают проектные требования, ТУ или стандарты на конкретный вид изделий. В остальных случаях в рамках этого вида контроля ревизуются другие моменты.
- Контроль документов по входному и операционному контролю.
- Сверка данных, зафиксированных в них, с требованиями техдокументации, утвержденной заказчиком.
- Визуальный осмотр конструкций на наличие дефектов.
- Измерение геометрических показателей элементов конструкции, которые оказывают непосредственное влияние на собираемость металлоконструкции.
- Выборочная оценка защитного покрытия.
- Случайный контроль качества сварных швов.
- Сверка полноты комплектности.
- Контроль за упаковкой и маркировкой.
- Проверка других параметров соответствия, предусмотренных ТУ, рабочей документацией проекта и техрегламентами.
Как оценивается? Контроль может быть сплошным, когда проверке подвергается вся закупленная продукция. Или выборочным на основе изъятия и оценки нескольких случайных образцов. Контроль применяется к каждой выпущенной партии, а его параметры перечислены в техрегламентах, так же как и контрольные процедуры, с помощью которых он осуществляется.
Зачастую заказчик не имеет персонала достаточной квалификации, чтобы своими силами провести мероприятия по приемки готовых металлоконструкций.
Другой вариант – у него нет необходимого технического оснащения или он не хочет отвлекать на эти работы собственные ресурсы.
В этом случае имеет смысл заказать такую услугу, как вышеописанный трехступенчатый контроль за произведенной продукцией в специализированной фирме, в том числе в компании «НовоСтрой».
Технологическая карта входной контроль | ПТО
Скачать Технологическая карта на входной контроль материалов и оборудования
ТЕХНОЛОГИЧЕСКАЯ КАРТА №
Еще множество Техкарт ,Технологических карт например на расчистку леса на сайте https://tekhkarta.ru/
на входной контроль материалов и оборудования
по объекту:
СОДЕРЖАНИЕ
- Область применения
- Организация входного контроля
- Порядок проведения входного контроля
- оборудование для контроля качества
- Входной контроль сварочных материалов
- Входной контроль гнутых отводов
- Входной контроль запорной арматуры и оборудования
- Входной контроль изоляционных материалов
- Входной контроль железобетонных пригрузов
- Входной контроль Электрооборудования и кабелей
- Входной контроль оборудования и изделий систем автоматизации
- ВХОДНОЙ КОНТРОЛЬ ОБОРУДОВАНИЯ КПП СОД
- ЛИСТ ОЗНАКОМЛЕНИЯ
1. Область применения
Технологическая карта (ТК) разработана на производства работ по входному контролю материалов и оборудования перед началом и в процессе строительства объекта
Входной контроль качества материалов и оборудования следует выполнить в соответствии с требованиями следующих нормативных документов:
– СП 86.13330.2014 Магистральные трубопроводы.
– ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 2. Формы документации и правила ее оформления в процессе сдачи-приёмки
– РД-25.160.00-КТН-037-14 изм.№1,2 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов.
– РД 03-606-03 «Инструкция по визуальному и измерительному контролю»;
– ГОСТ 24950-81 Отводы гнутые и вставки кривые на поворотах линейной части стальных магистральных трубопроводов. Технические условия;
– ГОСТ 24297-87. “Входной контроль продукции. Основные положения.
2. Организация входного контроля
Все материалы и оборудование, поставляемые в соответствии с Контрактом, подлежат входному контролю с участием представителей подрядчика, заказчика и строительного контроля заказчика.
Входной контроль МТР, поставляемых заказчиком, следует осуществлять при их приёмке лицами, ответственными за производство работ.
Входной контроль остальных МТР следует осуществлять при их доставке на строительную площадку.
Входной контроль материально-технических ресурсов, поставляемых на Объект, следует осуществлять согласно требованиям ГОСТ 24297-87. «Входной контроль продукции. Основные положения»:
Входной контроль следует проводить с целью предотвращения запуска в производство продукции, не соответствующей требованиям нормативно-технической документации, договоров на поставку и протоколов разрешения по ГОСТ 2.124-85 (далее – установленным требованиям) (ГОСТ 24297-87, п.1.3).
Входной контроль следует осуществлять по параметрам (требованиям) и методам, установленным в нормативно-технической документации на контролируемую продукцию, договорах на её поставку и протоколах разрешения (ГОСТ 24297-87, п.1.4).
Номенклатуру продукции, контролируемые параметры (требования), вид контроля и объем выборки или пробы определяют, исходя из стабильности качества продукции поставщиков, степени освоения новых видов продукции, важности данного параметра (требования) для функционирования выпускаемой продукции, и устанавливают в перечне продукции, подлежащей входному контролю (ГОСТ 24297-87, п.1.5.).
Результаты входного контроля следует фиксировать в Актах о результатах проверки изделий (Форма 3.3. ВСН 012-88. Часть 2.), и в Журнале входного контроля.
Входной контроль следует проводить лицам, ответственным за проведение работ, и работниками службы качества, состоящей из инженерно-технических работников и контролеров полевой испытательной лаборатории. (ГОСТ 24297-87, п.2.1).
Основными задачами входного контроля являются:
1) проверка наличия сопроводительной документации на продукцию, удостоверяющей качество и комплектность продукции;
2) контроль соответствия качества и комплектности продукции требованиям нормативно-технической документации и применения ее в соответствии с протоколами разрешения;
3) периодический контроль за соблюдением правил и сроков хранения продукции поставщиков (ГОСТ 24297-87, п.2.2).
Входной контроль необходимо проводить в специально отведенном помещении (участке), оборудованном необходимыми средствами контроля, испытаний и оргтехники, а также отвечающем требованиям безопасности труда. Рабочие места и персонал, осуществляющий входной контроль, должны быть аттестованы в установленном порядке.
Площадки входного контроля оборудуются непосредственно на площадках складирования и при складских помещениях. На площадках устраиваются стеллажи и ложементы для укладки материалов, для проведения визуального и визуально – измерительного контроля материалов. Места входного контроля должны быть обозначены табличками.
Места для входного контроля материалов, условия хранения которых – закрытый склад, должны быть закрыты навесом для защиты от атмосферных осадков.
Материалы, которые по условиям хранения должны содержаться в отапливаемых помещениях, должны подвергаться входному контролю в закрытых отапливаемых помещениях оборудованных стеллажами или стендами для раскладки материалов при контроле.
Средства измерений и испытательное оборудование, используемые при входном контроле, должны быть проверены в центре метрологии и стандартизации, и соответствовать требованиям НТД на контролируемую продукцию и ПР 50.2.
002-94 «Порядок осуществления государственного метрологического надзора за выпуском, состоянием и применением средств измерений, аттестованных методиками выполнения измерений, эталонами и соблюдением метрологических правил и норм».
Для проведения испытаний, проверок и анализов, связанных с входным контролем, продукция может быть передана в другие подразделения, предприятия, лаборатории, контрольно-испытательные станции и др. (ГОСТ 24297-87, п.2.3).
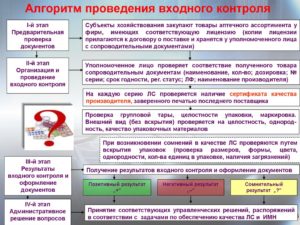
3. Порядок проведения входного контроля
К входному контролю допускается продукция, принятая ОТК, представительством заказчика, приемкой предприятия-поставщика и поступившая с сопроводительной документацией, оформленной в установленном порядке. (ГОСТ 24297-87, п.3.1).
При проведении входного контроля необходимо:
- проверить сопроводительные документы, удостоверяющие качество продукции, и зарегистрировать продукцию в журналах учета результатов входного контроля;
- проконтролировать отбор выборок или проб, проверить комплектность, упаковку, маркировку, внешний вид и заполнить акт отбора выборов или проб;
- провести контроль качества продукции по технологическому процессу входного контроля или передать в соответствующее подразделение выборки или пробы для испытаний (анализов). (ГОСТ 24297-87, п.3.2).
При приеме груза следует проверить, обеспечена ли сохранность груза при перевозке, в частности:
а) проверить в случаях, предусмотренных в указанных правилах, наличие на транспортных средствах (вагоне, цистерне, барже, трюме судна, автофургоне и т.п.
) или на контейнере пломб отправителя или пункта отправления (станции, пристани, порта), исправность пломб, оттиски на них, состояние вагона, иных транспортных средств или контейнера, наличие защитной маркировки груза и исправность тары;
б) проверить соответствие наименования груза и транспортной маркировки на нем данным, указанным в транспортном документе;
в) проверить, были ли соблюдены установленные правила перевозки, обеспечивающие предохранение груза от повреждения и порчи (укладка груза, температурный режим и др.), сроки доставки, а также произвести осмотр груза.
В случае получения от органа транспорта груза без проверки количества мест, веса и состояния его следует в порядке, установленном правилами оформления выдачи грузов, потребовать от органов транспорта, чтобы на транспортном документе была сделана соответствующая отметка. (“Инструкция о порядке приёмки продукции” от 25.04.1966г. №П-7).
В производство должна передаваться принятая по результатам входного контроля продукция, с соответствующей отметкой в учетных или сопроводительных документах. Допускается маркировка принятой продукции. (ГОСТ 24297-87 п.3.5.)
Продукция, поступившая от предприятия-поставщика до проведения входного контроля; должна храниться отдельно от принятой и забракованной входным контролем. (ГОСТ 24297-87 п.3.6.)
Забракованная при входном контроле продукция должна маркироваться “Брак” и направляться в изолятор брака. (ГОСТ 24297-87, п.3.7).
Оформление результатов входного контроля
По результатам входного контроля следует составить заключение о соответствии продукции установленным требованиям и заполнить журнал учета результатов входного контроля. (ГОСТ 24297-87, п.4.1). Результаты входного контроля следует фиксировать в Актах о результатах проверки изделий (форма 3.3, ВСН 012-88. Часть II).
В сопроводительных документах на продукцию следует сделать отметку о проведении входного контроля и его результатах, выполнить маркировку продукции, если это предусмотрено перечнем продукции, подлежащей входному контролю. (ГОСТ 24297-87, п.4.2).
При соответствии продукции установленным требованиям входного контроля следует принять решение о передаче ее в производство. При выявлении в процессе входного контроля несоответствия установленным требованиям продукцию следует забраковать и возвратить поставщику с предъявлением рекламации. (ГОСТ 24297-87, п.4.3).
По результатам входного контроля в необходимых случаях следует проинформировать о несоответствии продукции установленным требованиям представителя заказчика (приложение 2 ГОСТ 24297-87). (ГОСТ 24297-87, п.4.4).
Приёмку поставляемых заказчиком материалов и оборудования следует осуществить в присутствии представителя заказчика, о чём следует составить Акт приема-передачи (с указанием претензий) в соответствии:
– с формой, принятой регламентами заказчика;
Входной контроль металлических конструкций
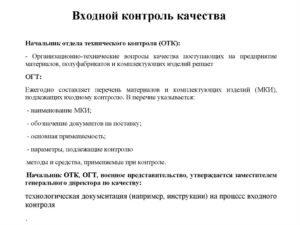
ГОСТом 24297–87 установлено, что входной контроль (ВК) качества металлопродукции должен проводиться входящим в состав служб технического контроля качества каждого конкретного предприятия (ОТК) – бюро входного контроля (БВК).
В перечень ведущих задач входного контроля внесены:
- контроль наличия обязательной сопроводительной документации на указанную продукцию;
- проведение контроля соответствия требованиям имеющейся нормативно-технической и конструкторской документации относительно комплектности продукции и ее качества;
- мониторинг и накопление существующих статданных о фактической степени качества изготавливаемой продукции для возможности последующей разработки на основе собранного материала предложений относительно повышения ее качества а, в случае необходимости, и пересмотра существующих требований, предъявляемых к ней НТД;
- систематический контроль за соблюдением поставщиками сроков и правил хранения продукции.
Используемые для проведения входного контроля средства выполнения измерений и необходимое испытательное оборудование выбираются исходя из требований к подконтрольной продукции ГОСТ 8.002–86 и прочей НТД.
С целью обеспечения исполнения требований серии ГОСТ Р ИСО 9 000 и ГОСТ 24297–87, а также с учетом особенностей и специфики выпускаемой продукции, на предприятии может разрабатываться собственная НТД.
Так, на ряде крупных предприятий может вестись разработка таких стандартов предприятия (СТП), как «Технологическая инструкция (ТИ) входного контроля металлических материалов», «Входной контроль металлических материалов», и проч.
СТП устанавливается введенный на предприятии порядок организации, проведения входного контроля металлопродукции и оформления его результатов. Технологической инструкцией, сообразно перечню подлежащих входному контролю полуфабрикатов и металлов, определяются виды и необходимый объем ВК, которые должны быть установлены в соответствии с ТУ и НТД на выпускаемую продукцию.
Проведение ВК входит в перечень обязанностей БВК. При этом к проведению входного контроля привлекаются: склад готовой металлопродукции (далее склад) или цех-потребитель, а также заводская центральная лаборатория (ЦЗЛ).
Виды проверок качества металлопродукции
Входным контролем металлопродукции предусмотрено проведение следующих проверок:
- удостоверяющей качество сопроводительной документации (паспорта, сертификата);
- упаковки, тары, маркировки;
- геометрических параметров;
- состояния поверхностей;
- специфических свойств продукции;
- марки используемого материала, структуры, механических свойств.
Стандартная схема организации и проведения ВК выглядит следующим образом: металлопродукция, поступившая на склад, по количеству, ассортименту и номенклатуре принимается с полным пакетом сопроводительной документации, после чего в течение10 суток должна быть передана на входной контроль.
В ходе ВК выполняется ряд проверок в соответствии с первыми четырьмя пунктами (см.
выше), а также проходит отбор проб с целью подтверждения заявленной марки металла, его структуры, специальных и механических свойств. Процедуру отбора проб проводят под непосредственным контролем БВК.
Затем отобранные пробы поступают в ЦЗЛ. Заключение о степени соответствия установленным требованиям качества металлопродукции делается исходя из данных входного контроля, включающих результаты ЦЗЛ.
В сопроводительной документации, в случае получения положительных результатов контроля, отмечается «Входной контроль проведен, соответствует ТИ».
Если какой-либо из показателей не соответствует установленным требованиям, от данной партии металлопродукции для контроля отбирается удвоенное число образцов. Если и после этого получены неудовлетворительные результаты, складом, БВК и отделом снабжения составляется акт на брак.
Маркировка «Брак» производится при помощи красной краски, после чего забракованный металл передается на хранение в изолятор брака и хранится там до тех пор, пока не будет принято решение об утилизации некачественной продукции или ее возврате.
Контроль геометрических параметров
Технологическая инструкция регламентирует объем контроля геометрических параметров сортамента металлопродукции. Как правило, это около 5% от партии. Контроль данных параметров производят с использованием измерительных инструментов, допускающих погрешность в измерениях не более ½ от допуска на каждый измеряемый параметр.
В зависимости от категории сортамента (лист, лента, пруток и проч.) проводится контроль
указанных в сертификате размеров. В ТИ также указывается, каким образом и в каких местах должны проводиться измерения.
Так, толщину лент и полос измеряют на расстоянии не превышающем
50 мм до конца изделия и не превышающем 10 мм от его боковой кромки. Толщина лент, ширина которых до 20 мм , измеряется посредине. Для проведения замеров используется микрометр по ГОСТ 4381-87 или ГОСТ 6507-90. Например для оценки качества фольги алюминиевой существуют свои особенности.
Статья по теме: Как делают фольгу
Контроль поверхности
Как правило, проверка качества поверхностей металла проводится визуально. Рекомендуемый объем контроля продукции составляет 5 % от тестируемой партии. В ряде случаев (отливки, поковки и проч.) производится контроль поверхности всей партии продукции.
В любом случае при выявлении дефектов (включая следы коррозии) в ЦЗЛ направляются пробы для точного определения причин дефекта и его размеров. Решение о качестве подобной партии металла принимается лишь после получения заключения ЦЗЛ.
Контроль металлоконструкций
В лаборатории «Стандарт» быстро и недорого выполняется контроль качества металлоконструкций. Для этого у нас имеется все необходимое оборудование, позволяющее получать достоверные и объективные результаты.
Экспертные процедуры выполняют компетентные специалисты, имеющие многолетний опыт проведения подобных исследований.
К услугам клиентов – разнообразные исследовательские методы и выдача официальных заключений о проведении экспертизы.
Мы тестируем металлоконструкции в полном соответствии с требованиями ППР, ГОСТ Р55724-2013 и ГОСТ 31993-2013 (ISO 2808:2007).
Цены на услуги
| № п/п | Измеряемый показатель испытываемой продукции | Состав работ, входящих в испытание продукции | Нормативный документ | Стоимость, руб., в т.ч. НДС 18% |
| Контроль металлоконструкций | ||||
| 1 | Контроль качества болтовых соединений с контролируемым натягом (1 болт) | — Подготовка оборудования- Проведение контроля- Оформление протоколов | В соответствии с ППР | 300 |
| 2 | Ультразвуковой метод определения толщины стенок металлоконструкций и трубопроводов при одностороннем доступе с учетом коррозии металла (1 измерение) | — Подготовка оборудования- Проведение испытания- Оформление заключения | ГОСТ Р55724-2013 | 700 |
| 3 | Определение толщины покрытия магнитным методом (1 измерение) | — Подготовка оборудования- Проведение испытания- Оформление заключения | ГОСТ 31993-2013(ISO 2808:2007) | 300 |
Скачать прайс-лист Сделать заказ
Цели и задачи
Контроль качества металлоконструкций необходим для обеспечения безопасности готового сооружения.
Проверочные мероприятия показывают, насколько отдельные элементы соответствуют международным и государственным стандартам.
Проведение такого контроля обеспечивает качество балок, двутавров, проволоки для сварки и других элементов технологического процесса. Проверочные операции выполняются на разных стадиях производства.
На каких этапах производства проводят контроль качества?
Уполномоченные представители отдела технического контроля проводят проверочные мероприятия на всех производственных этапах:
- проектирование сооружения и отдельных частей;
- предварительная сборка перед сварочными работами, болтовой или заклепочной фиксацией частей;
- испытательное воздействие предварительного напряжения;
- подготовка металлоизделий к обработке антикоррозийными или защитными составами (окраска, грунтовка, обработка антикором).
Организация входного контроля качества металлопродукции
ГОСТом 24297–87 установлено, что входной контроль (ВК) качества металлопродукции должен проводиться входящим в состав служб технического контроля качества каждого конкретного предприятия (ОТК) – бюро входного контроля (БВК).
В перечень ведущих задач входного контроля внесены:
- контроль наличия обязательной сопроводительной документации на указанную продукцию;
- проведение контроля соответствия требованиям имеющейся нормативно-технической и конструкторской документации относительно комплектности продукции и ее качества;
- мониторинг и накопление существующих статданных о фактической степени качества изготавливаемой продукции для возможности последующей разработки на основе собранного материала предложений относительно повышения ее качества а, в случае необходимости, и пересмотра существующих требований, предъявляемых к ней НТД;
- систематический контроль за соблюдением поставщиками сроков и правил хранения продукции.
Используемые для проведения входного контроля средства выполнения измерений и необходимое испытательное оборудование выбираются исходя из требований к подконтрольной продукции ГОСТ 8.002–86 и прочей НТД.
С целью обеспечения исполнения требований серии ГОСТ Р ИСО 9 000 и ГОСТ 24297–87, а также с учетом особенностей и специфики выпускаемой продукции, на предприятии может разрабатываться собственная НТД.
Так, на ряде крупных предприятий может вестись разработка таких стандартов предприятия (СТП), как «Технологическая инструкция (ТИ) входного контроля металлических материалов», «Входной контроль металлических материалов», и проч.
СТП устанавливается введенный на предприятии порядок организации, проведения входного контроля металлопродукции и оформления его результатов. Технологической инструкцией, сообразно перечню подлежащих входному контролю полуфабрикатов и металлов, определяются виды и необходимый объем ВК, которые должны быть установлены в соответствии с ТУ и НТД на выпускаемую продукцию.
Проведение ВК входит в перечень обязанностей БВК. При этом к проведению входного контроля привлекаются: склад готовой металлопродукции (далее склад) или цех-потребитель, а также заводская центральная лаборатория (ЦЗЛ).
Источник: ometalledo.ru
Правила приемки готовых металлоконструкций

Очень важно, чтобы металлопрокат соответствовал всем требованиям по стандарту. В соответствии с ГОСТ 24297-87 осуществляется входной контроль, основными задачами которого являются контроль документации, условий хранения продукции, сроков хранения, и соответствие показателей качества металла соответственно нормам.
Основными показателями качества металла являются:
- Химический состав;
- Микроструктура металла;
- Макроструктура металлопроката;
- Размеры и геометрия изделий;
- Качество поверхности металла.
Чтобы проверить металлопрокат по всем требованиям входной контроль подразделяют на несколько видов проверки, которые совершаются одновременно:
- Проверка документации — документ о качестве, сертификаты, паспорта;
- Проверка состояния поверхности — визуальный осмотр, либо отправка пробы в специальную лабораторию;
- Проверка маркировки и упаковки металлопроката;
- Проверка геометрических параметров;
- Проверка специальных свойств металлопроката (медь, латунь, титан);
- Проверка соответствия марки металла и химического состава, свойств и структуры.
Контроль геометрических размеров металлопроката
Для того, чтобы провести контроль геометрии, берут до 5% от партии металлопроката и проводят измерения в соответствии с установленными требованиями.
В зависимости от вида сортамента измерения проводят:
- Полосы и ленты — толщину измеряют на расстоянии 50 мм от конца и не менее 10 мм от кромки листа. Ленты шириной менее 20 мм измеряют посредине. Измерения проводят согласно ГОСТ 6507-90 или ГОСТ 4381-87;
- Листы и плиты — толщину измеряют на расстоянии не менее 115 мм от углов и не менее 25 мм от кромки, соответственно ГОСТ 166-89;
- Прутки и проволока измеряется соответственно ГОСТ 7502-89, не менее, чем в двух местах проводятся измерения.
Используют при проведении измерений микрометр, металлическую рулетку, металлическую линейку, штангенциркуль.

Контроль поверхности металлопроката
Поверхность обычно осматривают визуального, при этом обращают внимание на все виды дефектов, так как они могут повлиять на качество полуфабриката и готового изделия.
Дефекты поверхности металлопроката:
- Плены — расслоение металла параллельно поверхности;
- Пузыри — выпячивание наружной стенки изделия;
- Раковины — раскрывшиеся пузыри, появляются при сильном давлении в процессе обработки металлопроката;
- Трещины, могут возникнуть из-за неравномерного нагрева металла при производстве сортамента;
- Заусенцы, появляются при неправильной обработке поверхности металла;
- На изделиях из алюминия могут возникнуть белые пятна, что является загрязнением примесями натрия и кальция;
- Кольцеватость поверхности — елочноподобные вмятины, которые могут возникнуть путем сильной вибрации при волочении металла;
- Рябь — дефект алюминия, вмятины от налипания на прокатные валы;
- Натровая болезнь металла — при попадании в алюминий натровых соединений;
- Черновины — пропущенные участки металла при шлифовке;
- Бороздки — линии на поверхности при неправильной или грубой шлифовке изделий.
При наличии дефекта не весь металлопрокат отправляют на возврат, как брак, это решается по заключении ЦЗЛ о степени дефекта и годности данной партии металла для продажи и использования.

Акт входного контроля оборудования и материалов
Если вы хотите узнать, как решить именно Вашу проблему – обращайтесь в форму онлайн-консультанта или звоните по телефону +7 (Москва) +7 (СПб)
Это быстро и бесплатно !
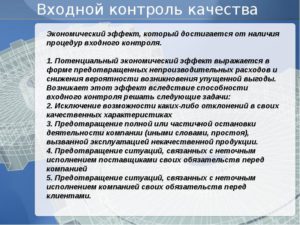
С целью повышения качества поступающих в производство товаров и материалов применяется входной контроль.
Данный процесс имеет особые нюансы и сопровождается оформлением соответствующей документации. Проверка качества и надёжности продукции крайне необходима, чтобы получить на выходе хороший результат с улучшенными характеристиками.
Необходимость входного контроля
Как только продукция, материалы или сырьё допускаются службой технического контроля, специалисты предприятия должны подготовить акт, который является подтверждением их соответствия качеству и заявленным стандартам.
При этом сотрудники-приёмщики проверяют не только сами материалы и изделия, но и сопроводительные документы. Данная процедура называется входным контролем и представляет собой важный процесс проверки качества поступающих в компанию товаров.
Выделяют 3 вида входного контроля:
- сплошной (проверяется вся партия материалов);
- выборочный (частичное инспектирование части товара);
- статистический (осуществляется с целью предупреждения появления брака или пропуска неполного комплекта материалов).
После окончания технического процесса специалист должен заполнить специальный журнал входного контроля, в котором фиксируется информация о самом продукте и его качестве.
Полезный материал: Документы в налоговую при регистрации ООО. Правильная подача документации.
Оформление акта входного контроля
По результатам осуществлённой специалистами проверки на качество должен составляться соответствующий протокол или акт. Сведения из документа обязаны соответствовать техническим и сопроводительным бумагам на продукцию.
При несоответствии изделия или материалов требованиям, установленным законом или правилами компании, сотрудник составляет акт на некомплектность поставки или брак.
Документ содержит следующие данные:
- сведения о самом товаре, материале, изделии;
- информацию о поставщике (наименование организации);
- итоги проверки;
- дату и место осуществления контроля;
- прочие сведения о способе проверки и лицах, её осуществивших.
В случае отсутствия каких-либо проблем с качеством товара он передаётся в производственный отдел. При наличии брака или неполного комплекта данная продукция должна быть изъята из технического процесса.
После тщательного изучения важности выявленной проблемы к некачественным материалам могут быть приняты и другие меры:
- изолирование;
- возврат поставщику;
- обследование;
- идентификация;
- утилизация;
- корректировка недостатков;
- устранение фактических и потенциальных несоответствий установленным требованиям.
Акт (протокол) входного контроля составляется лицом, проводившим соответствующую проверку (это может быть сам получатель товара, потребитель с поставщиком, специальная экспертная группа сотрудников компании или третье лицо – независимый оценщик-специалист).
Обычно с момента подписания данного документа начинается отсчёт гарантийного срока, установленного продавцом или поставщиком.
Оформление журнала входного контроля
Документ, отвечающий за проверку факта поступления на склад компании или строительную площадку материалов определённого качества, называется журналом входного контроля.
Каждое изделие, предоставленное поставщиком, должно отвечать требованиям ГОСТа и критериям самого предприятия, заказавшего данный товар. Этот журнал считается одним из видов отчётности компании, поэтому его ведение является обязательным (особенно для строительных организаций).
Документ должен включать в себя следующие сведения:
- название и точное количество предоставленных поставщиком изделий или материалов;
- номер всех товарно-транспортных накладных;
- информацию о поставщике;
- данные сопроводительных документов;
- дату поставки;
- сведения о дефектах, отклонений от ГОСТА;
- данные лица, осуществлявшего проверку, и его подпись;
- примечания (при необходимости).
Типовой журнал должен также содержать наименование и адрес организации, которая занимается его оформлением. Если речь идёт о строительной компании, необходимо указать название конкретного строительного объекта.
В самом начале документа вписывается дата начала его ведения (после окончания журнала также следует добавить дату завершения заполнения).
Грамотно оформленный документ имеет нумерацию. Все листы должны быть прошиты. Руководитель предприятия обязан указать в бланке свою должность, ФИО и личную подпись.
Только при соблюдении всех перечисленных выше требований документ считается действительным.
Не нашли ответа на свой вопрос? Узнайте, как решить именно Вашу проблему – позвоните прямо сейчас или заполните форму онлайн:
Это быстро и бесплатно !
Контроль механических свойств металлопроката и его химического состава
В соответствии со стандартом нормы отбора проб для каждого сортамента металлопродукции разные:
- Для лент, полос, проволоки — берут от 1-ого рулона одной партии;
- Для листов и плит — от 1-ого изделия партии;
- Для прутков и профилей, имеющих поштучное клеймение завода-поставщика — от 1-ого профиля партии;
- Для прутков и профилей с маркой на бирке — от 2-х до 5-ти прутков и профилей.
Отобранные пробы направляют в ЦЗЛ, где несколькими методами проводят контроль качества продукции. Химические методы не являются универсальными, так как очень трудоемки, поэтому предпочтение отдают спектральному анализу — физический метод определения состава вещества по его спектрам.
Спектральный анализ металлопроката проводят в зависимости от использованного материала в соответствии с ГОСТами:
- Сталей — ГОСТ 18895-81;
- Титановых сплавов — ГОСТ 23902-79;
- Алюминиевых сплавов — ГОСТ 7727-75;
- Магниевых сплавов — ГОСТ 7728-79;
- Меди — ГОСТ 9717.1-82, ГОСТ 9717.2-82, ГОСТ 9717.2-83;
- Медно-цинковых сплавов — ГОСТ 9716.0-79, ГОСТ 9716.1-79, ГОСТ 9716.2-79, ГОСТ 9716.3-79;
- Безоловянных бронз — ГОСТ 20068.0-79, ГОСТ 20068.1-79, ГОСТ 20068.2-79, ГОСТ 20068.3-79.
При контроле механических свойств металлопроката проводятся испытания проб на твердость, ударную вязкость, одноосное растяжение. Все испытания должны проводится на образцах определенного размера по стандартам ГОСТ 1497-84 и ГОСТ 9454-78.
После приема на складе продукция металлопроката должна поддаваться вместе с документацией входному контролю, не позднее 10-ого дня пребывания на складе. Далее продукт осматривают визуально и берут нужные пробы, только после получения положительного заключения из ЦЗЛ, металлопрокат можно выставлять на продажу.
Если металлопродукт прошел контроль, в документах делается отметка: Входной контроль проведен, соответствует ТИ.
Если выявляют брак в партии, берутся дополнительные пробы, и только потом, если результат подтверждается вторично, металл пропечатывают, как брак и составляют акт на брак продукта, после чего он подлежит возврату или утилизации.

Входной контроль сварочных материалов
Привет всем, что такое входной контроль сварочных материалов? Давайте разберемся, как его следует производить и зачем он нужен. Честно говоря, о том, что сварочные материалы надо испытывать перед их использованием я узнал не давно, может на стройках, где я работал это была не моя зона ответственности, может про это не знал заказчик и не требовал от подрядчиков, а может я тесно не общался с руководителями сварочных работ.

Зачем нам с этим вопросом разбираться, если заказчики ничего не требуют? Когда на стройке происходят несчастные случаи и дело доходит до суда, то первым делом изучают документы (СНиПам, СП, ГОСТам, РТМ 1С, ПН АЭ Г) на основание каких правил должен был строиться объект.
Например в проекте указаны документы в которых написаны правила проведения входного контроля сварочных материалов, а этим в организации никто не занимался, акты и журналы не оформляли. В этой ситуации спросят у руководителей, почему не проводили и ничего не оформляли и оправдания подрядчика о том, что им заказчик ничего не говорил или они не знали, что это надо делать, в этом случае не помогут.
В промышленном и атомном строительстве при монтаже оборудования и трубопроводов большой объем работ приходится на сварку. Думаю всем понятно, если не качественно заварят трубопроводы или оборудование относящиеся к категории опасные производственные объекты, то при разрыве сварных швов может случиться авария в масштабах не только завода, но и города, а может и области.
Входной контроль сварочных материалов сводиться не только к их осмотру, но и проверки сертификатов на закупленную партию. Что относиться к сварочным материалам? Это электроды, сварочная проволока, флюсы, газы, сварочная лента и прутки.
Электроды это стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию.
Сварочная проволока, расплавляясь при сварке, служит присадочным металлом, заполняющим область шва. Материал сварочной проволоки должен соответствовать материалу заготовок по своим физическим свойствам.
Флюсы предназначены для растворения окислов на металлической поверхности, что облегчает смачивание заготовки расплавленным металлом, а также выступает в качестве барьера для доступа кислорода путем покрытия горячей поверхности металла, предотвращая его окисление. В некоторых случаях расплав флюса служит в качестве теплообменной среды, что облегчает нагрев сварочного стыка.
Сварочная лента и сварочные прутки используется при сварке также в качестве присадочного материала.
Защитные газы предохраняют место сварки от контакта с газами воздуха.
Входной контроль сварочных материалов в общестрое
Изготовление и монтаж металлоконструкций не обходится без сварки. Основной документ, в который стоит часто заглядывать при производстве работ это СНиП 3.03.01-87 (Актуализированная редакция СП 70.13330.2012)- Несущие и ограждающие конструкции. Про входной контроль сварочных материалов в этом документе написано только в пункте 10.1.10:
Производственный контроль качества по ГОСТ 16037 для сварочных работ должен включать по процессу производства:
— входной контроль рабочей технологической документации, наличия паспортов (сертификатов) на основной металл, на металлоконструкции, арматурные и закладные изделия, основные сварочные материалы, квалификации сварщиков, состояния оборудования, инструмента и приспособлений, качество сборки и подготовки элементов под сварку.
Получается, что в общестрое при сварке металлоконструкций входной контроль сварочных материалов сводиться к осмотру внешнего вида принимаемых материалов и наличие сертификатов.
Если вам снабжение сертификатов не предоставит, то возможно заказчик потребует провести механические испытания сварочных материалов. При сдаче исполнительной документации следует прикладывать к актам ответственных конструкций сертификаты на сварочные материалы.
Входной контроль сварочных материалов при проведение работ по монтажу энергетического оборудования.
В данных видах работ к входному контролю сварочных материалах относятся более серьезно, чем в общестрое, здесь основной документ РД 153-34.1-003-01 Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с).
Это РД (руководящий документ) предназначен для строительных организаций, которые работают в промышленном строительстве занимаются монтажом и ремонтом трубопроводов и трубных систем, паровых и водогрейных котлов независимо от параметров рабочей среды, а также изготовление трубопроводов с рабочим давлением до 2,2 МПа (22 кгс/кв. см) и температурой не более 425 град. C и отдельных элементов котлов (водяных экономайзеров, пароперегревателей и др.).
О том, как проводить контроль сварочных материалов электродов, флюса, газа, проволоки расписано на 9 страницах.
Пункт 5.4 Входной контроль сварочных материалов и материалов для дефектоскопии:
5.4.1 Перед использованием сварочных материалов (электродов, сварочной проволоки, флюса и др.) должны быть проверены:
а) наличие сертификата (на электроды, проволоку и флюс), полнота приведенных в нем данных и их соответствие требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы;
б) наличие на каждом упаковочном месте (пачке, коробке, ящике, мотке, бухте и пр.) соответствующих этикеток (ярлыков) или бирок с проверкой полноты указанных в них данных;
в) сохранность упаковок и самих материалов;
г) для баллонов с газом — наличие документа, регламентированного стандартом на соответствующий газ.
5.4.2. При отсутствии сертификата или неполноте сертификатных сведений сварочный материал данной партии может быть допущен к использованию после проведения испытаний и получения положительных результатов по всем показателям, установленным соответствующим нормативным техническим документом (НТД) (стандартом, техническими условиями или паспортом) на данный вид материала.
В случае расхождения сертификатных данных с требованиями соответствующего НТД партия сварочных материалов к использованию не допускается.
Результаты проверки химического состава сварочной проволоки должны удовлетворять требованиям, приведенным в приложении 8. При неудовлетворительных результатах химического анализа проводят повторный анализ на удвоенном числе проб, который является окончательным.
5.4.3.
При обнаружении повреждения или порчи упаковки или самих материалов вопрос о возможности использования этих материалов решает руководитель сварочных работ совместно с ОТК (СТК) предприятия (организации).
5.4.4. Каждая часть сварочной проволоки, отделенная от бухты (мотка), должна быть снабжена биркой, на которой указываются марка, номер плавки и диаметр проволоки.
Контроль электродов для ручной дуговой сварки
5.4.5. Перед применением каждой партии электродов независимо от наличия сертификата должны быть проконтролированы:
а) сварочно-технологические свойства;
б) соответствие наплавленного металла легированных электродов требованиям марочного состава.
Результаты проверки электродов должны быть оформлены соответствующим актом (см. раздел 21).
Перед выдачей электродов сварщику необходимо убедиться в том, что они были прокалены и срок действия прокалки не истек.
Контроль сварочной проволоки
5.4.17.
Каждая партия сварочной проволоки перед выдачей на производственный участок должна быть проконтролирована путем осмотра поверхности проволоки в каждой бухте (мотке, катушке). На поверхности проволоки не должно быть окалины, ржавчины, следов смазки, задиров, вмятин и других дефектов и загрязнений.
5.4.18.
Каждая бухта (моток, катушка) легированной проволоки сплошного сечения перед сваркой (независимо от способа сварки) должна быть проверена стилоскопированием на соответствие содержания основных легирующих элементов требованиям, приведенным в приложении 8. Стилоскопированию подвергают концы каждой бухты (мотка, катушки). При неудовлетворительных результатах стилоскопирования бухта не может быть использована для сварки до установления точного химического состава проволоки количественным химическим анализом.
5.4.19.
Каждая партия сварочной проволоки сплошного сечения, предназначенная для сварки под флюсом изделий, на которые распространяются правила Госгортехнадзора России, должна быть проверена на механические свойства металла шва в сочетании с флюсом той партии, которая будет использоваться в производстве с проволокой данной партии. Для этого свариваются встык две пластины и из этого сварного соединения изготавливаются три образца для испытания на ударный изгиб и два — для испытания на растяжение, чтобы определить временное сопротивление и относительное удлинение (см. рис.
3.2). Испытание проводится при температуре +20°С. Результаты испытания считаются удовлетворительными, если временное сопротивление разрыву будет не ниже минимально допустимого для основного металла, который будет свариваться этими сварочными материалами, относительное удлинение — не менее 16%, ударная вязкость — не менее 49 Дж/см (5 кгс·м/см ).
5.4.20.
Каждая партия порошковой проволоки перед применением должна быть подвергнута проверке сварочно-технологических свойств путем наплавки валика на пластину и визуального контроля с помощью лупы пятикратного увеличения, чтобы выявить трещины, поры и неровности на поверхности валика. Валик наплавляется на пластину толщиной 14-18 мм из углеродистой стали (марок СтЗпс; СтЗсп; 20) в нижнем положении по режиму, предписанному для данной марки проволоки.
Сварочно-технологические свойства считаются удовлетворительными, если на поверхности валика не обнаружено трещин, максимальный размер пор не более 1,2 мм и их число на любых 100 мм протяженности валика не более пяти; углубление между чешуйками должно быть не более 1,5 мм.
Контроль флюса
5.4.21. Перед выдачей флюса для сварки необходимо убедиться в том, что он был подвергнут прокалке в соответствии с требованиями п. 2.3.3 и срок ее действия не истек, а также проверке в соответствии с п. 5.4.19.
Контроль защитного газа
5.4.22. Перед использованием газа из каждого баллона следует проверить качество газа, для чего надо наплавить на пластину или трубу валик длиной 100-150 мм и по внешнему виду поверхности наплавки определить ее качество. При обнаружении пор в металле шва газ, находящийся в данном баллоне, бракуют
В основном здесь так же, как и в общестрое особое внимание надо уделить сертификатам при приемке сварочных материалов. Примеры форм оформления актов входного контроля можно посмотреть в этом же РД приложение №27.
Входной контроль сварочных материалов в атомной энергетике
Атомная энергетика очень серьезно подходит к контролю сварочных материалов. Наличие сертификатов и хороший внешний вид принимаемых сварочных материалов не достаточно для того чтобы вас допустили к производству сварочных работ.
Согласно ПН АЭ Г-7-010-89 (документ не действующий актуальный НП-104-18) раздел 6 КОНТРОЛЬ КАЧЕСТВА СВАРОЧНЫХ И НАПЛАВОЧНЫХ МАТЕРИАЛОВ, вы должны будете провести испытание всех сварочных материалов применяемых в вашем проекте на Атомных станциях и предоставить акты.
6.1. Общие требования
6.1.1. Все партии сварочных и наплавочных материалов (проволоки, лент, флюсов, покрытых электродов и защитных газов), подлежащие использованию при сварке или наплавке оборудования и трубопроводов, подлежат контролю. 6.1.2.
Контроль качества сварочных и наплавочных материалов включает: — проверку сопроводительной документации; — проверку упаковки и состояния сварочных (наплавочных) материалов; — контроль металла шва и наплавленного металла. 6.1.3.
Контроль качества сварочных и наплавочных материалов должно осуществлять предприятие, использующее эти материалы при сварке (наплавке) оборудования и трубопроводов. Контроль металла шва (наплавленного металла) на предприятии, использующем сварочные материалы, допускается не проводить, если указанный контроль для каждой партии (для каждого подлежащего производственному использованию сочетания партий присадочных материалов и флюсов) сварочных материалов был проведен другим предприятием в полном соответствии с требованиями настоящих ПК, а результаты контроля оформлены документально и переданы предприятию, использующему проконтролированные партии сварочных материалов.
6.1.4. Контроль качества каждой партии сварочных (наплавочных) материалов должен быть проведен до начала их производственного использования. 6.1.5. При использовании предприятием — изготовителем сварочных (наплавочных) материалов собственного производства допускается совмещение приемосдаточного и указанного в настоящем разделе контроля конкретных партий сварочных (наплавочных) материалов.
Если у вас не будет актов, что были проведены испытания применяемых сварочных материалов, то представители АЭС не примут вашу исполнительную документацию.
Примеры актов входного контроля сварочных материалов
Чтоб испытывать сварочные материалы строительная организация должна иметь минимум оборудованные сварочные посты на строительной площадки, а максимум еще и токарный цех для выточки металлических изделий для сварки и заключить договор с лабораторией.
Какие размеры заготовок из металла необходимо подготовить для проведение механических испытаний сварных соединений можно узнать из «ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств (с Изменениями N 1, 2, 3, 4)»
Журналы, которые необходимо заполнять при входном контроле сварочных материалов: входного контроля сварочных материалов, учета прокалки покрытых электродов, регистрации технологических испытаний покрытых электродов.
Вот несколько примеров актов, которые заполняются и сдаются вместе с исполнительной документацией на атомных станциях.





Буду рад вашим комментариям или дополнениям по данной теме.
С уважением Олег Клышко
Ваша благодарность за мою статью это клик по любой кнопке ниже. Спасибо!
Купить металлопрокат
Металлопрокат высокого качества, по приемлемым ценам, вы можете приобрести, обратившись в «УКРМИНПРОМ», одному из наиболее надежных поставщиков металлопродукции в Днепре и Киеве.
Посмотреть прайс-лист на металлопрокат, узнать цену на металлопрокат из различных видов стали, вы можете на странице — металлопрокат, оптовый и розничный прайс-лист в Днепре и Киеве.
Сотрудники с удовольствием помогут вам с профессиональной точки зрения определиться с выбором металлопроката, в зависимости от сферы его дальнейшего применения.
Источник: nwjs.ru