Аннотация: Рассматриваются методы разработки технологических процессов при неавтоматизированной и автоматизированной подготовке производства. Показана необходимость использования установленных отечественных стандартов ЕСКД и технических классификаторов деталей (ТКД) как логического продолжения ЕСКД.
Показать необходимость и важность компьютеризации при проектировании технологических процессов.
6.1. Общая постановка задачи
Современное производство использует самый широкий спектр технологий при проектировании технологических процессов. Применение той или иной технологии в каждом конкретном случае должно быть представлено в виде технологического процесса (ТП).
Технологический процесс (ТП) определяет последовательность выполняемых действий при изготовлении или сборке, вид выбранного материала, используемое оборудование и инструмент, технологические режимы (для литья из пластмасс — температурный режим, давление впрыска, усилие запирания, время выдержки и т. д.). ТП сборки описывает последовательность действий при сборке электронных узлов изделия.
Технологические аспекты увеличения производительности труда в строительстве
При неавтоматизированной подготовке производства технологические процессы разрабатываются непосредственно в виде комплектов технологической документации. При использовании автоматизированных систем ТПП создаваемые описания технологических процессов размещаются в компьютерной базе данных, а соответствующая документация становится лишь отображением внутреннего представления ТП во внешнюю сферу. Хранящиеся в базе данных ТП являются основным источником информации для решения задач автоматизированного управления технологической подготовкой производства. При этом разработка ТП выполняется с помощью специальных систем автоматизированного проектирования ТП ( САПР ТП ).
Важную роль при проектировании индивидуальных ТП играют групповые ТП . Они являются элементом рационально организованного группового производства .
Принципы организации группового производства были разработаны профессором С.П. Митрофановым и впоследствии развиты представителями его школы. Эти принципы приняты на вооружение и успешно используются ведущими предприятиями всех стран мира.
В групповом производстве изготавливаемые изделия объединяются в группы по признакам конструктивной и технологической общности. Это дает возможность унифицировать процессы их изготовления, сократить общее время подготовки производства и повысить ее эффективность. Для объединения изделий в группы применяются специальные классификаторы,а после отнесения изделия в ту или иную группу ему присваивается соответствующий классификационный код.В отечественной промышленности принята унифицированная система классификации и кодирования изделий по конструкторским признакам, которая устанавливается стандартами ЕСКД. Для целей ТПП используется технологический классификатор деталей (ТКД), который является логическим продолжением классификатора ЕСКД.
Групповой ТП — это ТП изготовления группы изделий с общими технологическими признаками. Групповой ТП характеризуется общностью используемого оборудования, средств технологического оснащения и наладки. Таким образом, применение групповых ТП способствует унификации процессов подготовки производства и самого производства.
Что такое технологический процесс? Введение.
6.2. Функции и проблемы технологической подготовки производства
Эта задача должна решаться специалистами служб ТПП в тесном контакте с конструкторами изделия. В результате нужно добиться максимально возможного упрощения процессов изготовления деталей изделия и процессов его сборки. При окончательном определении конструкции нужно представлять, какая оснастка понадобится для изготовления той или иной детали, и стараться упростить оснастку за счет допустимых изменений в конструкции.
Например, пластмассовый корпус прибора нужно спроектировать так, чтобы пресс-форма для его изготовления была возможно более простой (с меньшим числом линий разъема и т. п.).
Разумеется, упрощения конструкции не должны приводить к ухудшению внешнего вида (дизайна), качества или эксплуатационных характеристик изделия.
Поэтому обеспечение технологичности во многих случаях является сложной творческой задачей, требующей оптимального учета многих технических и экономических факторов.
Технологичности конструкции изделия способствуют также унификация и стандартизация. Они дают возможность заимствования или приобретения готовых деталей и узлов изделия. Например, установка в приборе стандартного блока питания избавляет предприятие от затрат на его проектирование и изготовление.
Технологичность конструкции является основным критерием, определяющим пригодность аппаратуры к промышленному выпуску.
Под технологичностью конструкции понимают совокупность ее свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями конструкций изделий того же назначения при обеспечении заданных показателей качества.
Начиная с момента разработки эскизного проекта и до момента изготовления опытного образца и серии изделий необходимо максимизировать данный фактор. Характер отработки конструкции изделия на технологичность зависит не только от стадии проектирования, но и от вида производства и объема выпуска, типа, назначения изделия; прогрессивности оборудования и оснастки, организации производства. Целесообразной является отработка технологичности конструкции в процессе ее проектирования.
Оценку технологичности производят на основе использования частных и комплексного показателей. Состав относительных частных показателей и значения коэффициентов значимости определяются классом, к которому относится разрабатываемое изделие.
Номенклатура показателей технологичности сборочных единиц и блоков РЭА установлена отраслевым стандартом. В соответствии с ним все блоки РЭА условно разбиты на 4 класса:
- радиотехнические;
- электронные;
- электромеханические;
- коммутационные.
Для каждого класса установлены свои показатели технологичности в количестве не более 7.
Расчет показателей технологичности конструкции проводится по определенной методике для радиотехнического класса РЭА.
6.3. Классификация технологических процессов
Первым этапом проектирования ТП является разработка предварительного проекта, вторым — разработка рабочей технологической документации на стадии опытного образца (партии), установочной серии, установившегося серийного или массового производства.
Предварительный проект предназначен для отработки и проверки технологичности конструкции изделия на стадиях эскизного и технического проектов разработки конструкторской документации, для подготовки и разработки рабочей документации .
Под рабочей технологической документацией подразумевается совокупность технологических документов (карт, инструкций, ведомостей), которые содержат все данные, необходимые для изготовления и контроля изделия.
Технологические процессы разделяются на следующие виды.
6.4. Содержание работ проектирования технологических процессов
Разработка технологических процессов производится для изделий, конструкция которых отработана на технологичность и включает комплекс взаимосвязанных работ . К ним относятся:
- выбор заготовок;
- выбор технологических баз;
- подбор типового технологического процесса;
- определение последовательности и содержания технологических операций;
- определение, выбор и заказ новых средств технологического оснащения (в том числе средств контроля и испытания);
- назначение и расчет режимов обработки;
- нормирование процесса;
- выбор средств механизации и автоматизации элементов технологических процессов и внутрицеховых средств транспортирования и другие.
При разработке технологических процессов используются классификаторы технологических операций, системы обозначения, типовые технологические процессы , стандарты, каталоги, справочники и «Единая система технологической документации (ЕСТД)».
При разработке типовых технологических процессов необходимо учитывать конкретные производственные условия типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками.
К типовому представителю группы изделия обычно относится такое изделие, изготовление которого требует наибольшего количества основных и вспомогательных операций, характерных для изделий, входящих в эту группу.
Необходимость разработки типовых технологических процессов определяется экономической целесообразностью, связанной с частотой применения изделия группы. Типизация осуществляется в двух направлениях:
- типизация комплексных технологических процессов изготовления однотипных изделий;
- типизация и стандартизация отдельных операций обработки различных изделий.
Типовые технологические процессы могут быть оперативными и перспективными.
Типовые технологические процессы и стандарты на технологические операции являются информационной основой при разработке рабочего технологического процесса.
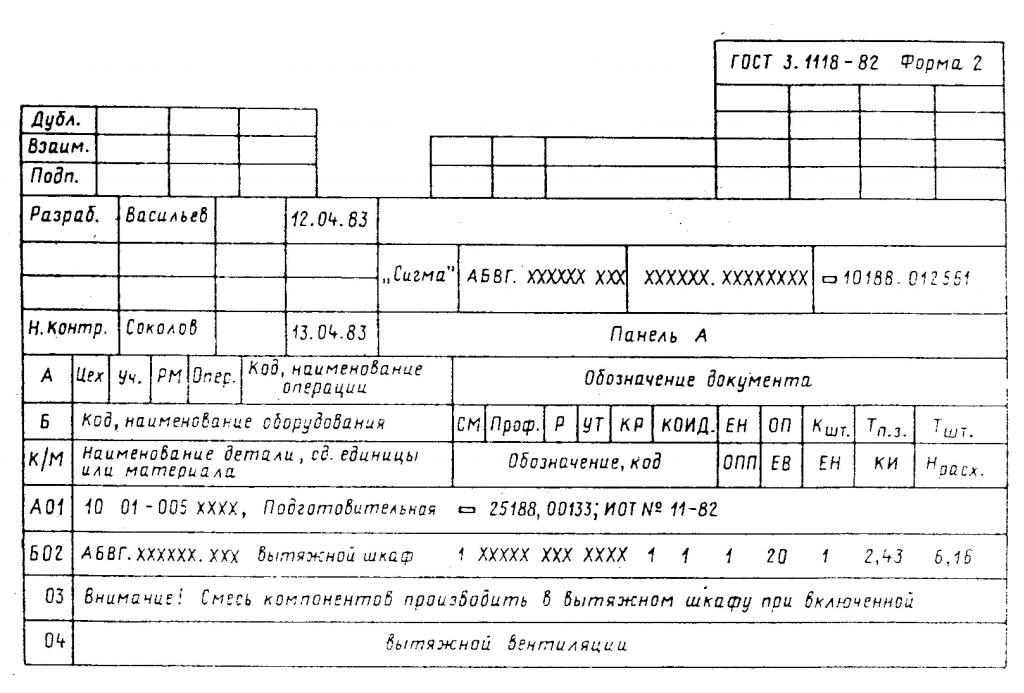
6.5. Виды технологических документов
Разработанные технологические процессы оформляются в виде технологических документов следующих видов, предусмотренных Государственным стандартом ЕСТД (ГОСТ 3.1001-74 -3.1106-74 и т. д.).
- Маршрутная карта (МК) — технологический документ, содержащий описание технологического процесса изготовления или ремонта изделия (включая контроль и перемещения) по всем операциям различных видов и технологической последовательности с указанием данных об оборудовании, оснастке, материальных и трудовых нормативах в соответствии с установленными формами. Маршрутная карта является обязательным документом. Эту карту допускается разрабатывать на отдельные виды работ.
- Карта эскизов (КЭ) — технологический документ, который содержит эскизы, схемы и таблицы, необходимые для выполнения технологического процесса, операции или перехода изготовления или ремонта изделия.
- Технологическая инструкция (ТИ) — технологический документ, который содержит описание приемов работы или технологических процессов изготовления или ремонта изделия, правил эксплуатации средств технологического оснащения, описания физических и химических явлений, возникающих при отдельных операциях.
- Комплектовочная карта (КК) — технологический документ, который содержит данные о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия.
- Ведомость расцеховки (ВР) — технологический документ, содержащий данные о маршруте прохождения изготовленного (ремонтированного) изделия по службам предприятия.
- Ведомость оснастки (ВО) — технологический документ, который содержит перечень технологической оснастки, необходимой для выполнения данного технологического процесса или операции.
- Ведомость материалов (ВМ) — технологический документ, содержащий данные о заготовках, нормах расхода материала, маршруте прохождения изготавливаемого изделия и его составных частей.
- Ведомость сборочных единиц к типовому технологическому процессу (ВТП) — технологический документ, содержащий перечень сборочных единиц . Эти единицы изготавливаются по типовому технологическому процессу (операции) с указанием соответствующих данных о трудозатратах и при необходимости — о материалах, технологической оснастке и режимах.
- Карта технологического процесса (КТП) — технологический документ, который содержит описание технологического процесса изготовления или ремонта изделия (включая контроль и перемещения) по всем операциям, выполняемым в одном цехе в технологической последовательности, с указанием данных о средствах технологического оснащения, материальных и трудовых нормативах.
Для отдельных видов работ, связанных технологическим маршрутом изготовления изделий с другими видами работ, допускается разрабатывать КТП с указанием всех видов работ, выполняемых в разных цехах. При этом если КТП охватывает весь маршрут изготовления данного изделия, то она заменяет МК, и последняя не разрабатывается.
6.6. Основные документы АСТПП
Основными документами являются:
- МК — маршрутная карта;
- КТП — карта технологического процесса;
- ВТП — ведомость сборочных единиц к типовому технологическому процессу.
Основной документ в отдельности или в совокупности с другими документами, записанными в нем, полностью и однозначно определяет технологический процесс изготовления изделия по всем или отдельным видам работ .
ЕСТД установлены формы документов общего и специального назначения. Общие документы предназначены для оформления в них различных видов работ . К ним относятся: МК, КЭ, ТИ, КК, ВР, ВО, ВМ и ВТП.
Специальные документы предназначены для оформления в них технологических процессов, специализированных по отдельным видам работ . К ним относятся: КТП, КТТП, ОК, ОКТ, ВОП.
Имеются также прочие документы. К ним относятся, например, карта учета обозначений, карта применяемости оснастки, технологический паспорт и другие, отличающиеся тем, что они не имеют графы «обозначение технологического документа» по ГОСТ 3.1201-74.
Стандартом ЕСТД установлены требования к выполнению графических и текстовых технологических документов.
- Документы должны соответствовать стандартам ЕСТД.
- Документы должны заполняться одним из следующих способов: типографическим, машинным, рукописным.
- К графическим документам относятся карты эскизов.
Карта эскизов разрабатывается на операции и переходы. В опытном и единичном производстве допускается применять вместо карты эскизов чертежи изделия.
На карте эскизов указываются данные, необходимые для выполнения технологического процесса — размеры, предельные отклонения, обозначения шероховатости поверхности, технические требования и т. п.
Таблица , схемы и другие данные следует размещать на свободном поле карты эскиза справа от изображения или под ним.
Эскизы могут быть выполнены без соблюдения масштаба. Количество изображений, разрезов, сечений на эскизе устанавливается исполнителем по соображениям обеспечения наглядности и ясности изображения изготавливаемого или собираемого изделия.
Заполнение текстовых документов производится согласно графам той или иной карты. При заполнении некоторых граф предусмотрено кодирование заполняемых данных. В частности, установлены коды для технологических процессов (операций) в зависимости от способа их выполнения. Например, пусть общим операциям, которых насчитывается 35 видов, присваивается код 01 и они кодируются 0101, 0102, 0103. Операции , которых насчитывается 49 видов, имеют код 11, то есть кодируются 1101, 1102. . и т. д.
Установлены формулировки записи наименования операции и перехода в технологических картах. Допускается два вида записи наименования операции : полное и сокращенное.
Полное наименование операции применяется при заполнении операционных карт и состоит из наименования метода обработки, выраженного именем существительным, наименования обрабатываемой поверхности, наименования материала или детали.
Сокращенное наименование операции употребляется при заполнении маршрутной карты. Сокращенное наименование выражается именем прилагательным, производным от вида оборудования, или именем существительным. Например: «Сборочная», «Электромонтажная», «Фотохимическая» и т. д., или «Обезжиривание», » Сборка «, «Пайка», «Травление», «Металлизация» и т. д.
Источник: intuit.ru
Инструкция технологическая: требования и технологический процесс

В любой сфере человеческой деятельности для достижения необходимого результата требуется выполнение четких этапов на пути достижения цели. Тем более это справедливо в условиях сложных и многостадийных производственных процессов.

Подходы к проектированию технологической инструкции
На производстве используются специальные подходы к специализации и однородности технологических элементов (так называемая типизация) в зависимости от различных критериев соответствия и содержания организации выполнения.
Способы организации различных элементов технологических процессов (позиций, оборудования, рабочих мест) дифференцируются в три основные группы: единичные, типовые и групповые.
Единичный формируется для изделия с одним названием, способом изготовления и типоразмером (ремонт двигателя автомобиля конкретной марки).
Типовой процесс касается объектов со связанными (общими) признаками по конструкции и технологии (к примеру, изготовление слесарных ключей для разного диаметра труб).
Групповые касаются массивов разных изделий, с непохожими конструкциями, но подобными с технологической составляющей (изготовление с помощью литья, прессовки, накатки и т. п.).
Все рассмотренные разновидности процессов размещаются в технологической инструкции по производству.

Преимущества типизации
Указанные подходы к формированию и классификации процессов позволяют:
- создать ограниченное их количество (сведя все многообразие к эффективно управляемому числу);
- учитывать на этапах проектирования различных технологий конкретные условия эксплуатации;
- проводить максимально полную унификацию оборудования, инструмента и приспособлений;
- постоянно повышать уровень механизации (автоматизации) процессов во времени;
- снизить издержки и потери при проведении технической подготовки производства: анализе элементов конструкции, выборе и обосновании особенностей технологического обеспечения и сравнительной экономической оценке, направленной на получение оптимального и ликвидного на рынке изделия;
- сократить время на разработку технологической инструкции.
Алгоритмы разработки
В реальной производственной системе первоочередной организационно-технической задачей является разработка такой технологии, которая способна обеспечить необходимую скорость и качество изготовления изделий (при наименьших потерях).
На первом этапе проводится скрупулезное и тщательное изучение всей конструкторской документации и параметров последующего использования изделия в эксплуатации (что отразится в технологической инструкции процесса). Помимо этого, требуется учесть предполагаемые масштабы выпуска (уточнить фактическую программу изготовления и предполагаемую производственную мощность), учесть и проанализировать сведения о технологическом оборудовании и инструменте.
В общем виде алгоритм разработки новой технологии можно представить в виде такого списка:
- Анализ исходных данных рассматриваемой технологии.
- Изучение особенностей производства (определение коэффициента специализации или закрепления операций).
- Выбор уже существующего аналогичного процесса (для сокращения времени проектирования).
- Выбор материала, заготовки (комплектующей) и метода ее получения.
- Определение положения в пространстве предмета труда (анализ базы).
- Создание последовательности операций (разработка маршрута).
- Выбор необходимого оборудования.
- Детализация операций процесса.
- Выбор технологической оснастки.
- Нормирование процесса.
- Тарификация элементов.
- Определение требований охраны труда.
- Оформление технологической документации.
- Расчет основных производственных параметров.
- Производственное планирование (определение технико-экономических параметров цеха).
Более подробную информацию касательно этапов проектирования можно получить в технологических инструкциях по ГОСТу.

Разработка документации
Технологические алгоритмы создаются в двух формах: как действия работников на реальном производстве и в виде формальных алгоритмов действий, записанных в форме соответствующих документов. Процесс формируется на основе комплекта специальных бланков (сборниках технологических инструкций), на которых указаны те или иные требования к выполнению.
Он состоит из текстовой и графической частей. Компоновочные и монтажные схемы, рисунки, визуальные модели с повреждениями (отказами) изделий, указываются на картах эскизов. Особенности технологического инструмента, последовательности выполнения операций, детализацию работ указывают в различных видах информационных карт.

Инструкция технологическая (ТИ)
Является текстовым документом с указанием основных условий изготовления изделий или проведения ремонта с учетом имеющихся ресурсов. Примерная схема записи информации:
- Название технологического процесса.
- Условия подготовительных операций.
- Условия разборки.
- Требования к ремонту с указанием технических характеристик.
- Информация об испытаниях готовых изделий.
- Справочная информация.
- Замечания к дальнейшей эксплуатации.
Технологический маршрут (ТМ)
В практике деятельности производственных систем используется понятие технологических маршрутов. Главный технологический маршрут представляет собой схему перемещения объектов изготовления или ремонта по цехам (участкам) предприятия с указанием размещения оборудования, парков отремонтированных изделий и т. д.
При проектировании отдельных технологических инструкций (техническое обслуживание ротора электродвигателя, разборка гидравлической части насосной станции) используются маршрутные карты. Их задача заключается в техническом описании перемещения предметов труда по позициям (рабочим местам) в процессе выполнения этапов производства. Детальная проработка операций в этом случае не проводится. Не указываются величины трудоемкостей, тип и количество оснастки, затраты материалов.
Производственные карты
Бывают нескольких видов. К примеру, КТПР, КТПД, ОК (соответственно, карта ремонта, дефектации, операционная). Предназначены для детального пошагового описания выполнения элементов процесса, позволяющих достичь конечной цели — выпуска готовой продукции (возвращения объекту исправного состояния). Например, процесс окраски изделия будет включать все необходимые операции в правильном порядке следования, указаны затраты времени, инструмент и условия выполнения.

В заключение
Технологическая инструкция является информационным обеспечением любого производства. В условиях создания современных цифровых технологических систем ее роль нисколько не уменьшается. Разработанные маршруты, операционные алгоритмы или комплектовочные ведомости представляют собой информационный поток, уровень организации которого влияет на производительность всех процессов предприятия.
Источник: fb.ru
Проектирование в машиностроении
Для того, чтобы обеспечить выпуск точных и качественных деталей, в машиностроении широко применяются различные методы проектирования. В любых отраслях машиностроения проектирование играет очень важную роль, так как применяется не только при изготовлении новых изделий и механизмов, но и при модернизации уже производимых.
Проектирование технологических процессов

Одним из самых сложных моментов является проектирование технологических процессов металлообработки. Как правило, такой тип проектирования выполняется следующими этапами:
- Разработка предварительного проекта технологического процесса;
- Уточнение расчетов согласно полученным данным и требованиям;
- Формирование финального варианта.
Для того, чтобы получить оптимальный вариант проекта, обычно сравнивается несколько технологических разработок и выбирается самая правильная.
Степень разработки технологического процесса зависит непосредственно от самого типа производства. Для серийного производства требуются наиболее точные процессы для каждой отдельной детали – такие процессы называются операционными. В них четко и подробное указываются все операции и переходы, режимы обработки, межоперационные размеры деталей, инструменты и так далее.
Для деталей, которые предназначаются для мелкосерийного или единичного производства, подобные тщательные расчеты являются экономически нецелесообразными, поэтому их называют маршрутными.
Этапы процесса проектирования
Процесс проектирования состоит из следующих этапов:
- Определение типа производства и его методов;
- Установление методов производства заготовки и требований к ней;
- Выбор и обоснование технологических баз;
- Составление маршрутов обработки отдельных поверхностей и элементов детали и самой детали в целом;
- Расчет допусков, припусков, предельных размеров на различных стадиях обработки;
- Уточнение степени концентрации операций технологического процесса.
- Выбор оборудования для обработки, оснастки и инструментов;
- Расчет режимов обработки;
- Определение настроек;
- Оформление требований к квалификации работников и временных норм;
- Оформление технологической документации.
Не нашли что искали?
Просто напиши и мы поможем
При проектировании технологического процесса, предназначенного для обработки деталей сложной формы, зачастую получается очень большой выбор различных вариантов. Поэтому выбор технологического и действующего процесса, который был бы оптимальным, производится по разным целевыми функциям, включающим в себя максимальную производительность, минимальную себестоимость детали, период окупаемости инвестиций и так далее.
Исходные данные для проектирования технологического процесса включают в себя:
- Рабочий чертеж детали, которая обрабатывается или производится;
- Ее описание с указанием конструктивных особенностей, материала и тд;
- Технические условия для изготовления детали (ее особенности, точность изготовления, требования к структуре, обработке и тд);
- Объем выпуска конкретной детали с учетом производства запасных деталей;
- Временный интервал для производства каждой отдельной детали.
Если проект разрабатывается для какого-то определенного предприятия, то в обязательном порядке следует учитывать, какое оборудование будет там использоваться, квалификацию сотрудников и ряд других факторов местного значения.
Для разработки проекта применяют различные ГОСТ, имеющиеся нормативные документы и справочники, каталоги, паспорта и другую регламентирующую документацию. Перед началом разработки проекта следует внимательно изучить чертежи и ТУ для ее изготовления, а также условия, в которых будет работать деталь.
Очень важным является изначально изучить возможность усовершенствования детали, чтобы снизить ее себестоимость и добиться повышения эффективности процессов обработки.
Задачи и принципы проектирования
Проектирование в машиностроении основывается на техническом и экономическом принципах. Технический принцип призван обеспечить технологический процесс соблюдением технический условий, необходимых для изготовления детали, а также рабочим чертежом. Экономический принцип призван снизить себестоимость детали и издержки производства при ее изготовлении. Поэтому при создании требований к технологическому процессу изготовления детали являются обеспечить максимальную эффективность обработки детали и соответствие техническим требованиям при минимальных издержках и себестоимости продукции.
Сложно разобраться самому?
Попробуй обратиться за помощью к преподавателям
Проектирование технологического процесс производится при создании новых или модернизации уже действующих промышленных предприятий, а также при запуске новых цехов на предприятиях. Также подобный тип проектирования используется при разработке новых деталей и модернизации уже находящихся в производстве. Основной целью проектирования технологического процесса металлообработки является предоставление наиболее точного описания рабочих процессов с использованием данного метода обработки.
Так как сам процесс проектирования является очень трудоемким и ресурсоемким, то зачастую применяются типовые решения, позволяющие сократить число сопоставляемых вариантов.
Не нашли нужную информацию?
Закажите подходящий материал на нашем сервисе. Разместите задание – система его автоматически разошлет в течение 59 секунд. Выберите подходящего эксперта, и он избавит вас от хлопот с учёбой.
Гарантия низких цен
Все работы выполняются без посредников, поэтому цены вас приятно удивят.
Доработки и консультации включены в стоимость
В рамках задания они бесплатны и выполняются в оговоренные сроки.
Вернем деньги за невыполненное задание
Если эксперт не справился – гарантируем 100% возврат средств.
Тех.поддержка 7 дней в неделю
Наши менеджеры работают в выходные и праздники, чтобы оперативно отвечать на ваши вопросы.
Тысячи проверенных экспертов
Мы отбираем только надёжных исполнителей – профессионалов в своей области. Все они имеют высшее образование с оценками в дипломе «хорошо» и «отлично».
Гарантия возврата денег
Эксперт получил деньги, а работу не выполнил?
Только не у нас!
Деньги хранятся на вашем балансе во время работы над заданием и гарантийного срока
Гарантия возврата денег
В случае, если что-то пойдет не так, мы гарантируем возврат полной уплаченой суммы
Источник: spravochnikvs.com
Технологические основы монтажа промышленного оборудовани

Монтаж промышленного оборудования – это комплекс работ, объединяющий сборку, установку и подключение различных видов техники. Мастера могут монтировать как отдельные установки, так и полноценные технологические линии, проводить пуско-наладку и последующее обслуживание.
Важно, чтобы монтаж и эксплуатация промышленного оборудования проводились специалистами. Неосторожный подход может привести к поломке техники или снятию официальной гарантии.
Весь цикл выполняется техниками-монтажниками. Это специалисты, понимающие особенности работы разных типов техники. Они хорошо разбираются в решении задач, связанных с электрикой, защитой от коррозии, проверкой фундамента на месте установки. На объект отправляется бригада под руководством прораба. Каждый специалист выполняет профильный набор задач, что позволяет значительно ускорить процесс.
Основные технологические процессы и этапы по организации монтажа
При установке сложных или массивных приборов важно предварительно оценить фронт работ. Специалисты тестируют фундамент, при необходимости могут создать ровное основание с нуля. В ряде случаев требуется провести в помещении перестановку, устранить неполадки электрики или других подключаемых инженерных систем.
После того как все проверено и подготовлено, начинается непосредственный процесс установки:
- Оборудование доставляется на место размещения. Также монтажники работают с уже доставленными на место станками.
- Проверка техники. Оценивается наличие всех деталей, указанных в комплектации.
- Распаковка. Процесс может занять достаточно много времени, потому что некоторые промышленные установки требуют предварительного снятия консервирующих смазок и нанесение новые. Также может потребоваться осмотр узлов и деталей, а также их дополнительная смазка.
- Сборка. Некоторые разновидности техники могут быть доставлены по частям. В таком случае они собираются по инструкции.
- Перемещение на место установки. Достаточно сложная задача, потому что часто приходится иметь дело с тяжелыми и хрупкими механизмами.
- Подключение и проверка. Состав услуги может отличаться в зависимости от того, с какой техникой приходится работать. Так, может потребоваться смазать механизм, заправить в него масло, хладагент и другие технические жидкости. Также проводится подключение ко всем коммуникациям в зависимости от особенности работы.
Если процесс построен правильно, можно завершить все задачи за один рабочий день. Технологический процесс может меняться в зависимости от того, с какой аппаратурой приходится работать.
Документация для проведения работ
Монтаж и обслуживание промышленного оборудования должны выполняться в соответствии с имеющейся документацией. Должны быть подготовлены технические, нормативные, технологические, проектно-сметные, производственные исполнительные документы. Набор бумаг меняется в зависимости от специфики задач.
Монтажникам нужно передать все, что получено клиентом от производителя. Это могут быть сборочные и установочные чертежи, паспорта и заводские ТУ, спецификации, акты пробной сборки и испытаний.
Большое значение имеет предоставление инструкций. Они могут затрагивать следующие виды работ:
В ряде случаев могут быть запрошены упаковочные листы и сертификаты, идущие в комплекте с поставкой, графики и схемы строповки.
Особенности организации работ
К выполнению задачи готовятся заранее. Может потребоваться вызвать на место специалистов для оценки сложности и составления плана выполнения работ. Назначается время прибытия бригады, подписываются договора.
В указанный день специалисты прибывают на место и начинают работать. За ходом процесса следит прораб. Он контролирует соблюдение техники безопасности, графика, контактирует с заказчиком и отвечает на интересующие его вопросы.
Как проходит подготовка
Правильная подготовка к монтажу и ремонту промышленного оборудования – это весомая часть успеха всей операции. В рамках подготовительного процесса могут решаться следующие задачи:
- Запрашивается вся необходимая документация, перечисленная выше.
- Оформляются заказы на поставку необходимых дополнительных материалов – от трубопроводов и проводов до закладных элементов, бетона и многого другого.
- Проверка сметы. С заказчиком согласуются все траты, указываются дополнительные особенности.
- Уточняется объем работ и составляется план, по которому они будут проходить.
- Исполнителям передается документация.
- Оборудование принимается на установку, проводится проверка комплектности и соответствия состояния требованиям.
- Осматривается место, проводится подготовка фундамента, выравнивается место под размещение, проверяется состояние подключаемых инженерных коммуникаций.
Задачи выполняются по договору бригадного подряда. Может быть необходима организация геодезической службы.
Организация безопасности и общие требования к выполнению задачи
На объекте обязательно должна работать бригада специалистов, хорошо разбирающаяся во всех особенностях оборудования. Есть несколько правил техники безопасности:
- Весь персонал должен быть оснащен средствами индивидуальной защиты, в ряде случаев – касками и респираторами.
- При выполнении задач на открытом воздухе скорость ветра не должна превышать 15 м/с.
- Запрещается работать в местах с наледью до ее удаления. Среди других ограничений – гроза и сильный туман.
- Если требуется подъем и монтаж на нескольких уровнях, скорость ветра не должна превышать отметку 10 м/с.
Также внимание должно уделяться электропроводке. Нельзя монтировать технику рядом с неизолированными проводами, неисправными инженерными коммуникациями.
Источник: www.heavy-lift.ru