Виды слесарных работ
Слесарю очень часто приходится выполнять операцию, связанную с пластическим деформированием металла, – гибку. Ни одна слесарная работа, пожалуй, без нее не обходится. При сгибании металла его волокна испытывают одновременно и сжатие и растяжение. Поэтому в ходе гибки нужно соблюдать определенные правила, чтобы пластическая деформация изгиба не перешла в разрыв:
– не следует выбирать радиус загиба меньше, чем толщина заготовки, это может привести к тому, что на металле появятся трещины или он сомнется на внутренней стороне загиба;
– не стоит гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы – до 5 мм.
Известно, что листовой металл легче гнуть, если его предварительно подогреть. А что делать, если такой возможности нет? Можно обойтись и без подогрева. На внешней поверхности в зоне сгиба необходимо нанести поперечные риски – лист согнется значительно легче.
Слесарно-механическая практика. Тема «Разметочные работы»
Гнуть слесарю чаще всего приходится либо полосовую сталь, либо трубы. Приемы работы с этими двумя видами металла существенно различаются.
Гибка полосовой стали
Полосовую сталь удобнее всего гнуть в слесарных тисках. Для этого нужно установить заготовку таким образом, чтобы сторона с нанесенной на нее риской места загиба была обращена к неподвижной губке тисков. Риска должна выступать над губкой примерно на 0,5 мм. Удары наносить следует тоже в направлении неподвижной губки тисков (рис. 18).
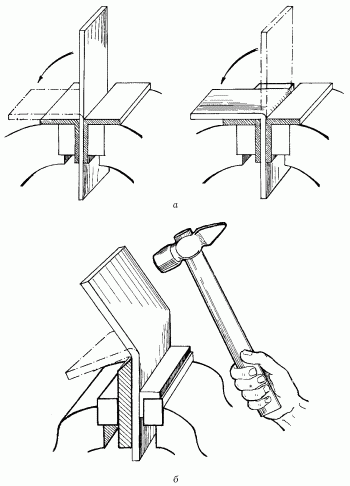
Рис. 18. Приемы гибки полос: а – порядок гибки; б – гибка острого угла.
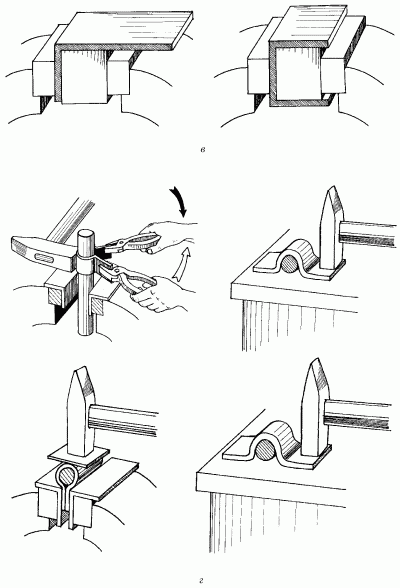
Рис. 18 (продолжение). Приемы гибки полос: в – изготовление скобы; г – изготовление хомутика.
Для того чтобы загнуть полосу под острым углом, необходимо воспользоваться оправкой, которая соответствует требуемому углу загиба. Ее нужно зажать в тисках вместе с заготовкой, расположив высокой стороной к ней, и загнуть ударами молотка.
Для изготовления из полосовой стали скобы применяется брусок-оправка, равный по толщине проему скобы. Его нужно зажать в тисках вместе с полосой стали и легкими ударами молотка загнуть одну сторону скобы. Затем вложить брусок внутрь скобы и, снова зажав в тисках, отогнуть другую сторону.
Для крепления труб и металлических стержней различного назначения часто используется хомут из полосовой стали. Он также изготавливается на тисках. Для этого нужно взять круглую оправку нужного диаметра, зажать ее в тисках и двумя плоскогубцами загнуть на ней полоску стали необходимой ширины и длины.
Затем оправку нужно освободить из губок тисков и, зажав в них отогнутые концы хомутика, придать ему окончательную форму. Лучше наносить удары молотком не по самому хомутику (чтобы не оставить на нем забоев, вмятин и царапин), а через медную пластинку небольшой толщины, которая хорошо перераспределяет усилие удара. Если нужен хомутик полуоткрытый, то его доводку удобно производить на плите.
Урок 5 Организация слесарных работ
Полосовая гибка часто применяется при гибочных соединениях деталей. Они носят самый различный характер и применяются достаточно широко. Соединение может быть целиком гибочным, когда крепежное усилие создается изгибом одной или обеих деталей, а может играть вспомогательную роль и усиливать, например, резьбовое соединение, как стопорная шайба или шплинт в соединении гайка-болт (рис. 19).
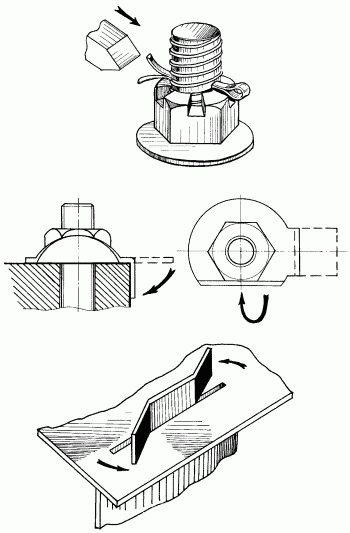
Рис. 19. Примеры гибочных соединений при сборке.
Если домашняя мастерская оборудована настольным ручным прессом, имеющим усилие 5–10 кН, то его можно оснастить очень производительными штампами, с помощью которых легко придавать металлическим листам изгиб нужного профиля. На основание пресса устанавливают матрицу с заранее выбранным профилем, а верхнюю силовую часть пресса оборудуют пуансоном, соответствующим форме матрицы (рис. 20).
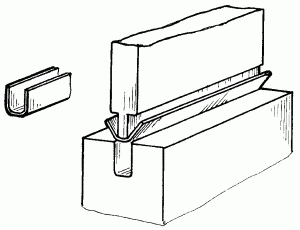
Рис. 20. Гибка заготовок с помощью гибочного штампа.
При изготовлении штампов следует помнить, что ширина пуансона должна быть меньше ширины «ручья» матрицы на удвоенную толщину металлической заготовки.
В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление (рис. 21).
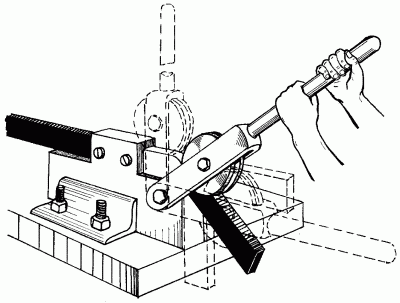
Рис. 21. Гибка стальной полосы на ребро.
При работе с ним следует учитывать, что верхняя прорезь бруска основания должна точно соответствовать размерам полосы. Кроме того, верхнюю часть полосы, которая будет испытывать деформацию растяжения, а также рабочий ролик нужно смазать маслом.
Заготовки из стальных прутков удобно гнуть на простейшем приспособлении, которое представляет собой два штифта различного диаметра, ввернутых в металлическую плиту-основание. Пруток нужно вставить в промежуток между штифтами и оборачивать его вокруг штифта большего диаметра. При необходимости можно использовать молоток (если пруток слишком толстый или короткий). Недостаток этого приспособления в том, что оно позволяет получать изгибы только одного диаметра (соответствующего диаметру большого штифта). Впрочем, при желании его можно усовершенствовать, сделав штифты сменными.
При слесарных работах часто требуют замены всякого рода трубочные соединения, которые используются для подвода к различным механизмам масла, воздуха, топлива или воды. Кроме того, домашнему слесарю порой приходится производить ремонт и замену коммуникационных трубопроводов (или сооружение новых, например на дачном участке). При этом в трубопроводах не всегда удается избежать острых и тупых углов (прямой угол можно собрать с помощью всевозможных сгонов, муфт и т. д.), а это значит что придется заниматься гибкой труб.
Трудность этой операции заключается в том, что труба при изгибании может сломаться, смяться и заготовка придет в негодность. Чтобы этого не случилось, трубу (если она не оцинкованная) предварительно забивают наполнителем (мелкий сухой песок или расплавленная канифоль) и нагревают в месте изгиба. В некоторых случаях можно наполнить трубу водой и заморозить (естественно, без последующего нагревания). Вместо наполнителя иногда используются плотно навитые стальные пружины, которые загоняются внутрь трубы на место изгиба. Но следует все же учесть, что в нагретом состоянии трубы гнутся значительно легче.
До какой температуры нужно нагревать трубы перед тем, как их гнуть? Как ее измерить? Никаких приборов для измерения температуры нагрева не требуется, она определяется визуально, на глаз. Стальные трубы следует нагревать до ярко-красного цвета, алюминиевые – до тех пор, пока не начнет обугливаться приложенная к трубе бумага.
Вопрос о том, нужно ли в каждом конкретном случае использовать наполнитель или нет, решается в зависимости от того, какого радиуса изгиб нужно получить. Если радиус меньше 50 мм, то трубы диаметром до 20 мм можно гнуть без наполнителя и в холодном состоянии. Медные и латунные трубы перед гибкой необходимо отжечь в зоне загиба. Если приходится гнуть сварную трубу, то сварной шов (как наиболее уязвимую ее часть) следует расположить так, чтобы он не пришелся ни на растянутую, ни на сжатую сторону.
Самое простое приспособление для изгибания труб – металлическая плита с отверстиями, в которых располагаются штифты таким образом, чтобы получить трубу нужной конфигурации, а изгиб – подходящего радиуса. Это напоминает приспособление для гибки металлического прутка. Однако у этого приспособления имеются два очень значительных минуса. Во-первых, не всегда можно добиться чистого изгиба в одной плоскости. А во-вторых, если сгибаемая труба слишком коротка, то может просто не хватить физической силы.
Более совершенное приспособление для гибки труб представляет собой вертикально установленную двойную плоскопараллельную пластину, которая имеет кривизну необходимого загиба (рис. 22, а).
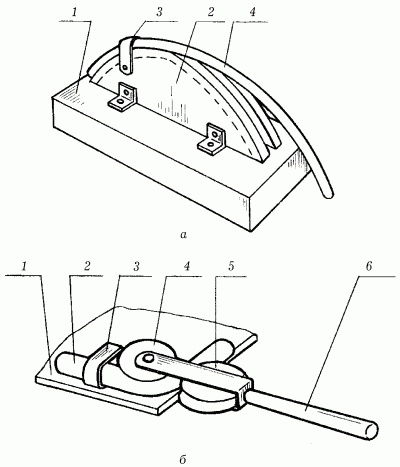
Рис. 22. Приспособления для гибки труб: а – плоскопараллельная пластина: 1 – плита; 2 – пластина; 3 – хомут; 4 – труба; б – станок Вольнова: 1 – металлический верстак; 2 – изгибаемая труба; 3 – хомут; 4 – съемный ролик-шаблон; 5 – подвижный ролик; 6 – рукоятка со скобой.
Трубу необходимо зажать в хомутике и гнуть вниз по пазу пластины, ширина которого соответствует внутреннему диаметру трубы.
Ну и, пожалуй, самым совершенным приспособлением для гибки труб в домашних условиях является специальный станок Вольнова, который не только не даст «убежать» трубе в трехмерное измерение, но и благодаря подвижному ролику и нескольким съемным роликам-шаблонам различных радиусов позволит производить практически все типы изгибов (рис. 22, б). Работает станок Вольнова следующим образом: длинную сторону трубы надо заложить под хомутик верстака, изгибаемое место смазать любым смазочным маслом (для лучшего скольжения подвижного ролика) и загибать короткую сторону.
Необходимо отметить, что гибка труб, особенно большого диаметра, ручным способом – операция малопроизводительная и тяжелая, и если есть возможность обойтись без изогнутых труб, то лучше ею воспользоваться.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Виды плотницких работ
Виды плотницких работ Среди основных приемов плотницких работ — тесание, резание, пиление, сверление, долбление, строгание, шлифование и циклевание древесины. Для выполнения каждого из этих приемов вам понадобится определенный набор инструментов и владение
Виды столярных и плотничных работ
Виды столярных и плотничных работ Приступая собственно к обработке древесины, необходимо усвоить несколько приемов работы с ней: тесание, резание, пиление, сверление, долбление, строгание, шлифование и циклевание. Для выполнения каждой из этих работ понадобится
Виды соединений
Виды соединений Все соединения, будь то плотничные или столярные, называются посадками, потому что в их основе лежит принцип насаживания детали с шипом на деталь с пазом. В зависимости от того, как плотно соприкасаются детали в креплении, все посадки разделяются на
Виды пиломатериалов
Виды пиломатериалов В зависимости от назначения элемента конструкции, для которого используется тот или иной пиломатериал, необходимо определять и его размеры:– для стропил, балок цокольных и междуэтажных перекрытий, а также проступей ступеней лестниц и наружных
Виды соединений
Виды соединений Все соединения, будь то плотничные или столярные, называются посадками, потому что в их основе лежит принцип насаживания детали с шипом на деталь с пазом. В зависимости от того, как плотно соприкасаются детали в креплении, все посадки разделяются на
8.3.5.4. Специальные виды финансирования научноисследовательских работ
8.3.5.4. Специальные виды финансирования научноисследовательских работ Многие фирмы предпочитают создавать постоянные связи с университетскими кафедрами и лабораториями, работающими в интересующих фирмы направлениях. Наиболее простой формой такого сотрудничества
14. Виды погрешностей
14. Виды погрешностей Выделяют следующие виды погрешностей:Абсолютная погрешность – это значение, вычисляемое как разность между значением величины, полученным в процессе измерений, и настоящим (действительным) значением данной величины.Абсолютная погрешность меры –
3. виды веревки
3. виды веревки Основная отличительная черта, определяющая вид данной веревки, ее динамические качества, которые в основном зависят от ее способности удлиняться под нагрузкой. Еще при конструировании веревки в зависимости от желаемых эксплуатационных свойств ее
3.5.2. Виды сигнализации
3.5.2. Виды сигнализации Сигнализатор СОУ1 имеет следующие виды сигнализации.Сигнализатор включен – непрерывная сигнализация зелёного света, свидетельствующая о подаче на сигнализатор напряжения питания переменного тока;Предупредительная – прерывистая сигнализация
6.1. Виды иллюстраций
6.1. Виды иллюстраций ОСТ 29.130—97 «Издания. Термины и определения» так опре–деляет термин «иллюстрация» – изображение, поясняющее или дополняющее основной текст, помещенное на страницах и других элементах материальной конструкции издания.По методу отображения
1.5. Виды искусства
1.5. Виды искусства В процессе исторического развития искусства сложились различные его виды. Эпохи наивысшего расцвета искусства свидетельствуют о том, что полнота отображения мира достигается одновременным расцветом всех искусств. Как известно. Виды искусства можно
4.2. Виды чеканных работ
4.2. Виды чеканных работ Контурная чеканка – это создание контурного рисунка на плоскости металла с помощью расходника, пурошника и фактурных чеканов. Этот вид чеканки не предусматривает выколотки рельефов и поэтому эта техника несколько напоминает гравировку. Техникой
Виды ремонта
Виды ремонта В результате работы автомобиля, детали и узлы постепенно изнашиваются, в результате чего меняются их технические характеристики: увеличиваются зазоры между сопряженными деталями, повышается расход эксплуатационных материалом (топлива, масла, воды и
ИсточникТема 3:выполнение основных видов слесарных работ и технический процесс
Технологическим процессом слесарной обработки называется часть производственного процесса, заключающаяся в получении заготовки, непосредственном изменении ее формы, размеров или свойств до получения готового изделия (детали).Слесарные операции относятся к процессам холодной обработки металлов резанием
Технология слесарной обработки содержит ряд операций, в которые входят: разметка, рубка, правка и гибка-металлов, резка металлов ножовкой и ножницами, опиливание, сверление, зенкование и развертывание отверстий, нарезание резьбы, клепка, шабрение, притирка и доводка, паяние и лужение, заливка подшипников, соединение склеиванием и др.
При изготовлении (обработке) металлических деталей слесарным способом основные операции выполняются в определенном порядке, в котором одна операция предшествует другой.
Сначала производятся слесарные операции по изготовлению или исправлению заготовки: резка, правка гибка, которые можно назвать подготовительными. Далее выполняется основная обработка заготовки. В большинстве случаев —это операции рубки и опиливания, в результате которых с заготовки снимаются лишниеслои металла и она получает форму, размеры и состояние поверхностей, близкие или совпадающие с указанными на чертеже.
Встречаются и такие детали машин, для обработки которых требуются еще операции шабрения, притирки, доводки и др., при которых с изготовляемой детали снимаются тонкие слои металла. Кроме того, при изготовлении детали она может быть, если это требуется, соединена с другой деталью, совместно с которой подвергается дальнейшей обработке. Для этого выполняются операции сверления, зенкования, нарезания резьбы, клепки, паяния и пр.
Все перечисленные виды работ относятся к основным операциям слесарной обработки.
В зависимости от требований, предъявляемых к готовым деталям, могут также производиться дополнительные операции.
Цель их заключается в придании металлическим деталям новых свойств: повышенной твердости или пластичности, стойкости от разрушения в среде газов, кислот или щелочей. К таким операциям относятся: лужение, покрытие эмалью, закалка, отжиг, электроупрочнение и др.
При определении последовательности обработки учитывают, в каком виде поступают детали (заготовки); более грубая обработка всегда предшествует окончательной (отделочной).
Слесарно-сборочные работы на машиностройтельном предприятии представляют собой совокупность операций по соединению деталей в строго определенной последовательности для получения механизма или машины, отвечающих предъявляемым к ним техническим требованиям. При сборке применяются все основные виды слесарных работ, в том числе и пригонка собираемых деталей в узлы с последующей регулировкой и проверкой правильности работы механизмов и машин. Качество сборки машины влияет на ее долговечность и надежность в работе, так как чем меньше погрешностей допускается при сборке, тем больше работоспособность и лучше технические характеристики машин и механизмов.
Слесарно-ремонтные работы имеют целью поддержание работоспособности оборудования. Ремонт оборудования производится на предприятиях прежде всего для того, чтобы ликвидировать дефекты машин, препятствующие их нормальной работе. Изношенные детали заменяют при ремонте новыми или восстанавливают до первоначальных размеров различными способами.
Основные виды слесарных работ:рубка металла, резка металла, ручная правка и гибка деталей, опиливание, обработка отверстий (сверление, зенкерование, развертывание), нарезание резьбы вручную, клепка, шабрение и т.п.
| Правка | Производится на правильных плитах, наковальнях и оправках ударами молотка. Гибку производят в холодном или горячем состоянии в тисках или в особых приспособлениях. |
| Зенкерование | Производят, закрепляя режущий инструмент в воротки, поворачиваемые вручную. Ручные развертки бывают цилиндрические и конические. |
| Рубка | Производят зубилом, ударяя по нему молотком. Вырубание канавок производят крейцмесселем. Для выравнивания неровностей применяют также пневматические зубила. |
| Клёпка | Производится холодными или нагретыми заклепками с помощью молотков и обжимок для придания нужной формы замыкающей головке заклепки. |
| Сверление | Производят ручными, электрическими или пневматическими дрелями. При применении электрических и пневматических дрелей могут быть просверлены отверстия диаметром до 25 мм. |
| Резка | Производят ручными ножовками, в которых ножовочное полотно натянуто в станке при помощи винта с барашком. Резку листовых материалов производят ручными ножницами для металла разнообразных конструкций. |
| Нарезание резьбы | Производят слесарными метчиками и плашками. Нарезание резьбы в отверстиях производят последовательно двумя пли тремя метчиками, помещаемыми в воротки. |
| Отпиливание | Удаляют слои металла до 2 мм при помощи напильников. Они разделяются на драчевые (для грубого опиливания), личные (для чистового опиливания), бархатные для отделочного опиливания. |
| Шабрение | Производят для обеспечения плотного прилегания двух сопрягаемых поверхностей детали. Процесс шабрения заключается в соскабливании тонких слоев металла особым инструментом — шабером, приводимым в движение вручную или механически. |
Технический прогресс и связанные с ним оснащение предприятий новейшей техникой, а также внедрение в процессы производства передовой технологии предъявляют новые требования к действующему оборудованию, поэтому одновременно с ремонтом машин на заводах и фабриках ведется большая работа по модернизации (обновлению) его. Модернизация оборудования имеет целью повысить скорость и производительность машин, мощность их двигателей, сократить время холостых ходов и вспомогательных операций, создать узкую специализацию, а также расширить технологические возможности отдельных видов оборудования и повысить износостойкость деталей машин. Работа по модернизации оборудования проводится на заводе по определенному плану.
Объем слесарной обработки в значительной мере характеризует технический уровень применяемой технологии и зависит от характера производства. На машиностроительных заводах, выпускающих разнородную продукцию в небольших количествах (единичное производство), удельный вес слесарных работ особенно велик. Здесь слесарь обязан выполнять самые разнообразные слесарные работы, т. е. быть слесарем-универсалом. При необходимости он производит ремонт и монтаж станков, изготовляет приспособления и т. п.
Нарезание резьбы.
Инструмент, применяемый в слесарном деле для нарезания резьбы в отверстиях, называется метчиком.
Метчик представляет собой винт, у которого вдоль оси сделано несколько канавок, образующих режущие грани. Метчики могут иметь цилиндрическую и коническую форму. Устройство метчика показано на фиг. 425; образуемая метчиком резьба определяется профилем резьбы метчика, углом а этого профиля, шагом S, наружным диаметром D, внутренним диаметром D1. Слесарные метчики применяют комплектами из 3 шт.: обдирочный, получистовой и чи
стовой. Первый служит для предварительного образования нарезки, второй углубляет нарезку, сделанную обдирочным метчиком, третий отделывает резьбу.
Обдирочный метчик имеет резьбу со срезанными вершинами, получистовой — резьбу менее срезанную, чистовой — полную. Нарезание резьбы метчиком производится в предварительно просверленном отверстии. Диаметр этого отверстия должен быть несколько меньше внутреннего диаметра резьбы. В процессе работы метчик ввертывают на один оборот, после чего ему дают полоборота в обратную сторону; таким приемом достигается дробление стружки и облегчается работа в целом.
Для получения более чистой поверхности резьбы в стальных изделиях метчики смазывают маслом (осерненным или растительным); при нарезании резьбы в чугунных и бронзовых изделиях смазку не применяют.
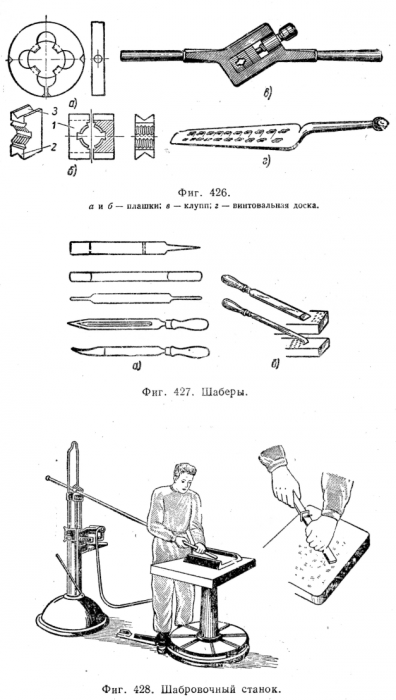
Для нарезания резьбы на стержнях применяют плашки.
Плашками называют круглые или квадратные пластины с центральным отверстием с нарезкой; для образования режущих кромок в нарезке сделаны прорези. Устройство круглых плашек показано на фиг. 426, а, плашки к косым клуппам, состоящие из двух половинок, — на фиг. 426, б. При нарезании резьбы плашки закрепляют в специальном приспособлении, называемом клуппом (фиг. 426,в).
Клупп состоит из рамки, в которой плашки закрепляют винтовым зажимом. Клупп имеет две рукоятки, которыми и производят его вращение.

Для нарезания резьбы на стержнях небольшого диаметра применяют винтовальные доски, представляющие собой стальную закаленную плитку с нарезанными в ней резьбовыми отверстиями (фиг. 426, г), для вращения винтовальной доски она имеет рукоятку.
Дата добавления: 2018-08-06 ; просмотров: 6988 ; Мы поможем в написании вашей работы!
Источник