Светлана Жилина
Начальник отдела информационных технологий ОАО АНПП «ТЕМП-АВИА»
Николай Капитанов
Начальник сектора проектно-конструкторских и технологических систем, отдел информационных технологий ОАО АНПП «ТЕМП-АВИА»
Предприятие ОАО АНПП «ТЕМПАВИА» входит в состав ОАО «Корпорация «Тактическое ракетное вооружение» и специализируется на разработке, производстве и ремонте бортового оборудования для пилотируемых и беспилотных летательных аппаратов различного назначения, специзделий и систем управления вооружением.
На протяжении последних 15 лет предприятие стабильно наращивает объемы работ в интересах широкого круга потребителей и заказчиков в рамках ГОЗ и ВТС. Повышается численность и заработная плата работающих, увеличиваются основные фонды при вполне удовлетворительных показателях прибыли и рентабельности. Все это позволяет ежегодно вкладывать средства в модернизацию исследовательской и производственной базы предприятия, а также в фонд перспективных
Видеоурок #10 Формы: М29, Ресурсная ведомость, Ведомость объемов работ
НИОКР. В итоге, ОАО АНПП «ТЕМПАВИА» входит в число успешных предприятий и Корпорации, и России в целом.
Для любого промышленного предприятия, работающего в условиях современной конкуренции и выпускающего наукоемкую продукцию, одним из критериев поддержания ритмичного производства и обеспечения необходимого качества продукции является высокая скорость обновлений проектной документации на изделие. Задержки в данном процессе могут привести к необратимым для выпускаемого изделия последствиям, вплоть до снятия экземпляра изделия с производства. Если подобными изделиями являются блоки электроники, большинство установленных электрорадиоизделий (ЭРИ) невозможно повторно использовать ввиду сложности демонтажа. Особенно серьезной эта проблема стала в последнее время, когда значительно увеличились сроки поставки ЭРИ изза применения закупочных процедур согласно ФЗ № 223 «О закупках товаров, работ, услуг отдельными видами юридических лиц».
На предприятии ОАО АНПП «ТЕМПАВИА» конструкторская спецификация, технологический процесс изготовления изделия исторически представлен в производственном цикле тремя документами:
- комплектовочная ведомость (КВ);
- материальнорасцеховочная ведомость (МРВ);
- сопроводительная карта (СК).
В изделиях, выпускаемых предприятием, соотношение материалов и ЭРИ в денежном выражении в среднем составляет 4:96. В связи с этим, на предприятии в рамках реализации проекта по созданию единого информационного предприятия (ЕИП), базирующегося на двух импортонезависимых программных продуктах TFLEX DOCs 2012 и «1С: Управление производственным предприятием 8», руководством была поставлена первичной следующая задача: автоматизация ЖЦ комплектовочных ведомостей и сопутствующей им производственной и учетной документации в электронном виде. Работы выполнены сотрудниками отдела ИТ.
Документ «Комплектовочная ведомость» (КВ) содержит только покупные комплектующие с указанием их сроков сохраняемости, а также максимально возможные сроки складского хранения исходя из общего срока службы изделия. Соответствие конструкторской документации (КД) обеспечивает разработчик. Процедура согласования КВ, в отличие от КД, максимально упрощена до двух этапов: согласование с отделом комплектации и согласование с производственнодиспетчерским отделом.
Как посчитать ведомость объемов работ
Проведенный подробный анализ существующих процессов разработки, согласования, хранения и запуска в производство комплектовочных ведомостей в бумажном виде определил критичные, с точки зрения производства, этапы этих процессов, которые должны быть в точности перенесены в информационную систему, а также те, что необходимо модернизировать.
В рамках создания ЕИП принят следующий вариант организации работ с комплектовочными ведомостями: разработка и согласование ведется в системе TFLEX DOCs, запуск в производство и его последующая поддержка — в системе «1С: УПП». Исходя из этого разработан и успешно реализован регламент обмена данными между системами, проведены мероприятия по первичной синхронизации уже имеющихся справочников покупных ЭРИ:
- выверены и приведены к требованиям документов на поставку параметры ЭРИ в TFLEX DOCs;
- произведено сопоставление элементов справочника ЭРИ в TFLEX DOCs справочнику в «1C: УПП» путем простановки артикула в обеих системах;
- произведена автоматизированная подмена «покупных» названий ЭРИ в учетной системе «1С:УПП» на корректные из TFLEX DOCs.
После подготовки информационной базы произведена необходимая адаптация обеих систем под новый документ — «Комплектовочную ведомость»:
- созданы необходимые печатные формы и программные модули их заполнения;
- разработаны рабочие столы пользователей;
- определены права доступа пользователей исходя из их ролей в жизненном цикле документа;
- разработан электронный процесс согласования с включенными этапами автоматизированного выпуска визуализируемых электронных экземпляров;
- выпущены необходимые инструкции и руководства по работе с системами.
После индивидуального обучения пользователей двух ведущих подразделений — разработчиков изделий и производственнодиспетчерского отдела по работе с системами — проведена опытная эксплуатация. Получены хорошие отзывы пользователей, отмечена положительная динамика по времени разработки и утверждения электронных комплектовочных ведомостей, а также по запуску их в производство.
После разработки и выпуска стандарта организации данная система охватила всё предприятие, в результате чего хождение бумажных экземпляров КВ было прекращено.
Разработка, согласование, хранение и проведение изменений ЭКВ
Изначально определены три типа документа «Комплектовочной ведомости»: «рабочая КВ», «макетная КВ» и «дополнительная КВ».
«Рабочая КВ» создается на изделие, имеющее децимальный номер, и наследует от него все необходимые параметры (наименование, обозначение, шифр и т.д.). Для данного типа между изделием и созданной КВ устанавливается связь, позволяющая отследить все разработанные для данного изделия комплектовочные ведомости.
«Макетная КВ» — это разовая КВ, которая предназначена для запуска в производство макетных образцов изделий, которые не имеют полного комплекта КД, создается индивидуально, без привязки к какомулибо изделию.
«Дополнительная КВ» создается в привязке к рабочей КВ и дополняется ЭРИ, требуемыми для ремонтных работ.
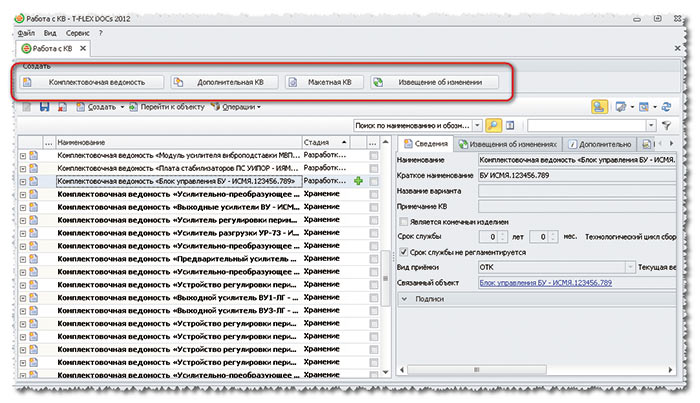
Создание электронных КВ (ЭКВ) в TFLEX DOCs осуществляется на рабочей странице с вынесенными для удобства кнопками типов ЭКВ и извещения об изменении (рис. 1).
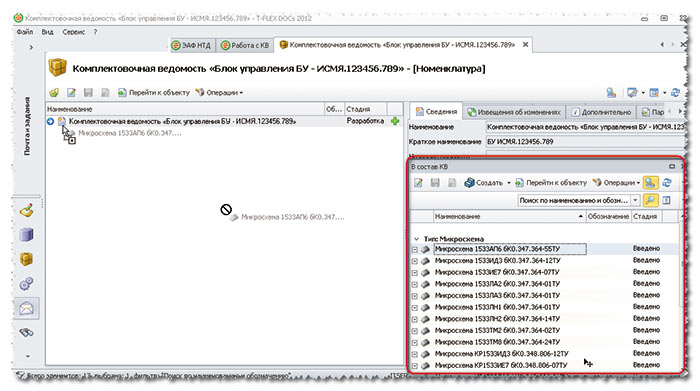
После создания объекта ЭКВ разработчик приступает к заполнению ее состава методом переноса (drag
Проведение изменений происходит в результате выполнения процесса согласования ЭИИ (см. ниже). Алгоритм проведения ЭИИ следующий:
- действие «Ввод в действие» — ЭКВ переводится на стадию «Хранение» и в список объектов «Изменения» прикрепляется извещение с литерой «Нов»;
- действие «Аннулирование» — ЭКВ переводится на стадию «Аннулировано» и в список объектов «Изменения» прикрепляется извещение с литерой «Аннул»;
- действие «Аннулирование и замена» — действующая ЭКВ обретает все параметры и состав нового варианта ЭКВ. Новый же вариант ЭКВ обретает все параметры, состав и все связи исходного варианта ЭКВ. То есть происходит подмена всех параметров и «внутренностей» исходной ЭКВ и целевого варианта этой ЭКВ. Таким образом, исключается необходимость проведения изменений в родительских объектах ЭКВ.
После создания извещения запускается бизнеспроцедура, где описана логика взаимодействия пользователей в бизнеспроцессе согласования ИИ. Схема бизнеспроцедуры представлена на рис. 6.
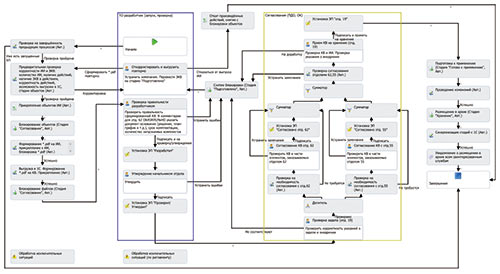
Все этапы, выделенные в цветные рамки, выполняются пользователями на рабочих местах. Всё, что за пределами этих рамок, — выполняется на сервере. При детальном рассмотрении видно, что формирование всех необходимых в процессе согласования визуализируемых электронных экземпляров и обмен данными между системами происходит на сервере. Причем последнее в результате выполнения процесса осуществляется дважды: в самом начале бизнеспроцесса и непосредственно перед его завершением. Механизм и логика обмена при этом следующие:
- программа выгрузки обрабатывает все указанные в извещении ведомости и производит проверку набора условий (стадия документа, наличие артикула, сроки и пр.);
- после блокировки ЭКВ от возможных корректировок пользователей происходит выгрузка данных в систему «1С: Предприятие» в виде таблиц MS SQL, а прикрепленные к объектам файлы извещений — в виде файлов PDF в защищенную папку на сервере;
- следом, с использованием OLEтехнологии системы «1С», запускается пользовательская обработка по загрузке информации, которая проверяет наличие в справочнике комплектующих «1С» всех выгруженных объектов, создает отсутствующие, после чего загружает структуру ЭКВ из таблиц SQL;
- по окончании передачи информации в системе «1С: Предприятие» производится формирование визуализируемых электронных экземпляров комплектовочных ведомостей и загрузка в TFLEX DOCs с прикреплением к ЭКВ и бизнеспроцессу для дополнительной проверки результатов изменений разработчиком;
- по завершении процесса согласования извещения на ЭКВ происходит передача из TFLEX DOCs в «1С:УПП» информации о подписях выгруженных документов и датах их установки, а также отметка о приеме на хранение.
На этом этап разработки ЭКВ заканчивается и начинается этап использования ЭКВ в производстве.
Продолжение статьи читайте в следующем номере журнала «САПР и графика».
Источник: sapr.ru
Ведомость объёмов монтажных и сопутствующих работ
В курсовом проекте разрабатывается монтаж одного одноэтажного здания производственного назначения по следующему варианту:
Длина здания – 60 м;
Количество пролетов — 3;
Ширина пролета ячейки здания – 24 м;
Высота здания – 8,4 м;
Шаг всех колонн -6, стропильных конструкций — 6 м;
а также десятиэтажного здания административного назначения по следующему варианту:
Длина здания – 42 м;
Количество пролетов – 2
Ширина пролета ячейки здания – 9 м;
Высота здания – 36,6 м;
Шаг всех колонн — 6 м.
Рисунок 1. План промышленного и административного здания
Рисунок 2. Фасад промышленного и административного здания
Ведомость объёмов монтажных и сопутствующих работ
В ходе комплексно — механизированного процесса монтажа здания необходимо выполнить подготовительные, основные (монтажные) и вспомогательные работы.
Объем основных работ определяется непосредственно количеством монтируемых конструкций согласно спецификации сборных элементов и состоит из следующих операций:
-захват конструкций, подъем и их перемещение;
-наводка и установка опоры;
-выверка, временное и постоянное закрепление.
Подготовительные работы заключаются, в случае необходимости укрупнительной сборки и усиления конструкций, предварительной оснастки конструкций такелажными приспособлениями, подмостями, устройствами для выверки и временного закрепления.
Вспомогательные работы включают погрузку монтируемых элементов и их перевозку, разгрузку и складирование или подачу под монтажный кран.
Параллельно с монтажом конструкций выполняется бетонирование стыков, заливка швов, сварка, установка болтов, антикоррозионная защита, герметизация.
На основании номенклатуры и объемов основных, подготовительных и вспомогательных работ составляется ведомость трудоемкости и объемов работ.
Объем монтажных работ исчисляется количеством отдельных сборных бетонных и железобетонных элементов, объединенных в группы по их видам, а объем сопутствующих работ определяется исходя из характера сооружения, общего расположения.
Элементы, их размеры, масса и объем вносятся в таблицу 1.1 и таблицу 1.2.
Подсчет объемов монтажных работ сводим в таблицу 2.1 и таблицу 2.2.
Таблица 1.1. Спецификация сборных элементов производственных зданий.
| № п/п | Наименование элемента | Эскиз элемента | Кол-во | Размеры | Масса, т | Объём, м 3 |
| l | b | h | ||||
| Фундаменты под колонны |  |
1,5 | 3,39 | |||
| Колонны крайнего ряда |  |
5,3 | ||||
| Колонны среднего ряда |  |
7,0 | ||||
| Колонны фахверковые |  |
6,2 | 3,0 | |||
| Балки подкрановые |  |
2,9 | 1,77 | |||
| Фермы стропильные |  |
11,2 | 17,58 | |||
| Стеновые панели |  |
1,5 | 1,02 | |||
| Плиты покрытия |  |
2,3 | 1,53 | |||
| Стальные оконные панели | 55  |
2,3 | 0,96 |
На основании номенклатуры и объемов основных, подготовительных и вспомогательных работ составляется ведомость трудоемкости и объемов работ.
Объем основных работ определяется непосредственно количеством монтируемых конструкций согласно спецификации сборных элементов.
Объемы основных работ находим следующим образом:
а) Объем электросварочных работ подсчитываем на основании средних норм длины сварных швов по приложению 4[1].
Электросварка стеновых панелей:
б) Объем работ по замоноличиванию стыков колонн с фундаментами определяем по их количеству, при этом объем бетона, необходимый для замоноличиванию стыка, — по приложению 5 [1].
Заделка стыков подкрановой балки с колонной:
б) Объем работ по замоноличиванию стыков колонн с фундаментами определяем по их количеству, при этом объем бетона, необходимый для замоноличиванию стыка, — по приложению 5 [1].
Заделка стыков подкрановой балки с колонной:
в) Объем работ по заливке швов плит покрытия измеряется длиной шва по формуле:
— количество продольных швов шт.;
— количество поперечных швов шт.;
— длина продольного шва на все здание, м;
— длина поперечного шва на все здание, м;
nэт — число этажей, шт.
В соответствии с приложением 5[1] нормативный расход бетона при заливке швов плит покрытия на 1 п.м. шва составляет 0.03 .
Заливка швов плит покрытия:
0,03∙2208 = 66,24 м 3
г) Объем работ по заделке стыков стеновых панелей определяется длиной шва по формуле:
— количество горизонтальных швов по высоте здания, шт.;
— количество вертикальных швов по периметру здания, шт.;
— периметр здания, м;
— высота вертикального шва за вычетом оконных проемов, м.
В соответствии с приложением 5[1] нормативный расход бетона при заделке стыков стеновых панелей на 1 п.м. шва составляет 0.02 .
Заделка стыков стеновых панелей:
Lшв = 7∙552+234∙3+72∙8,4= 4626,5 м.
0,02∙4626,5 = 92,5 м 3
д) Объем работ по заделке стыков остальных железобетонных конструкций определяем по нормам приложения 5[1].
Таблица 2. – Ведомость объемов работ при возведении промышленного здания.
| №п/п | Наименование процессов | Едини-ца измере-ния | Количество на всё здание | Расчёт объёмов работ |
| Монтаж колонн в стаканы фундаментов | шт. | — | ||
| Заделка стыков колонн в стаканах фундаментов | м 3 | 32,8 | 0,2∙164 = 32,8 м 3 . | |
| Электросварка колонн | п.м. | |||
| Монтаж подкрановой балки | шт. | — | ||
| Электросварка закладных деталей подкрановой балки и колонны | п.м. | 1,2·110 =132 п.м. |
| Заделка стыков подкрановой балки с колонной | м 3 . | 16,5 | 0,15·132 = 23,7 м 3 . |
| Монтаж плит покрытия | шт. | — | |
| Электросварка плит покрытия с балкой покрытия | п.м. | 0,5∙528 = 264 п.м. | |
| Заливка швов плит покрытия | м 3 . | 86,4 | Lшв=(n1∙l1+n2∙l2)∙nэт= =((66∙72+8∙33)∙1)∙2=10032 м. 0,03∙10032 = 301 м 3 |
| Монтаж стеновых панелей | шт. | — | |
| Электросварка стеновых панелей | п.м | 242,4 | 0,6∙404 = 242,4 п.м. |
| Заделка стыков стеновых панелей | м 3 . | 273,5 | Lшв=14∙552+234∙8,91= 13676,9 м. 0,02∙13676,9 = 273,5 м 3 |
| Герметизация стыков вертикальных швов стеновых панелей | п.м. | 42,77 | 234∙8,91=2084,9.м 2084,1∙0,1=208,41 п. м. |
| Герметизация стыков горизонтальных швов стеновых панелей | п.м. | 201,6 | 14∙552=11592 11592∙0,1=1159,2 п. м. |
| Конопатка, зачеканка, расшивка швов стеновых панелей | п.м. | 93,19 | (21∙552+234∙8,91)∙1= 13676,9 м. 0,04∙13676,9 = 547,1м 3 |
Таблица 1.2. Спецификация сборных элементов административного здания.
| № п/п | Наименование элемента | Эскиз элемента | Кол-во | Размеры | Масса, т | Объём 1-го эл-та, м 3 |
| l | b | h | ||||
| Фундаменты под колонны |  |
1,5 | 2,83 | |||
| Колонны крайнего и среднего ряда первого этажа |   |
2,0 2,1 | 0,907 0,425 | |||
| Колонны крайнего и среднего ряда последующих этажей |  |
1,8 2,0 | 0,70 0,33 | |||
| Ригели прямоуголь-ного сечения |  |
4,98 | 0,94 | |||
| Лестничный марш с полуплощадками |  |
4,4 | ||||
| Плиты перекрытия и покрытия |  |
2,3 2,3 | 2,32 2,54 | |||
| Стеновые панели |  |
1,5 2,2 0,75 1,1 | 2,29 1,02 0,84 1,27 |
Таблица 2. – Ведомость объемов работ при возведении административного здания.
Источник: megaobuchalka.ru