Процесс инженерной подготовки производства
Технический прогресс на предприятии должен сопровождаться улучшением экономических показателей производственно-хозяйственной деятельности предприятия. Это в свою очередь требует экономической оценки всех технических решений, принимаемых з процессе подготовки производства, а также рациональной ее организации. [c.89]
В процессе подготовки производства предусматриваются наиболее полное использование всех производственных ресурсов предприятия и ритмичный ход производства. [c.31]
Во многих случаях весь процесс подготовки производства, от формулировки первичного задания и до окончательного внедрения, происходит непосредственно на предприятии. Наряду с этим широко распространен вариант совместной работы научно-исследовательской организации с предприятием. [c.32]
Подготовка производства планируется. Объектом такого плана являются все без исключения работы, выполняемые в процессе подготовки производства, исполнители, сроки начала и завершения, источники финансирования и стоимость каждой запланированной работы. В итоге составляются графики по каждой работе и сводный график всех работ. Для указанной цели, в особенности для важных, крупных разработок, используются сетевые графики. [c.35]
Запись вебинара «Технологическая подготовка производства в среде Teamcenter Manufacturing»
Технологический режим, устанавливаемый в процессе подготовки производства для каждой установки, оформляется в виде технологической карты. В ней указывают все показатели, соблюдение которых необходимо для эффективного протекания технологического процесса. Руководствуясь технологической картой, персонал установки проверяет фактические режимные показатели и в случае необходимости устраняет возникающие отклонения от нормы. [c.99]
План мероприятий по экономии сырья, реагентов и катализаторов, топлива и энергии. В этом подразделе плана повышения эффективности производства обосновываются коррективы, которые должны быть внесены в удельные нормы расхода, установленные в процессе подготовки производства. [c.165]
ПРОЦЕСС ПОДГОТОВКИ ПРОИЗВОДСТВА И ОСНОВНЫЕ ПРИНЦИПЫ ЕГО ОРГАНИЗАЦИИ [c.14]
Процесс подготовки производства — это совокупность взаимосвязанных и взаимообусловленных частичных процессов создания новых видов продукции, которые могут быть классифицированы по видам и характеру работ, по пространственно-временному и функциональному признакам. [c.14]
По видам и характеру выполняемых работ процессы подготовки производства подразделяются на исследовательские, конструкторские, технологические, организационные, экономические и производственные. В основе выделения этих процессов лежит вид трудовой деятельности, реализация которой необходима для достижения конечного результата того или иного процесса, — конструирование изделия или его составных частей, технологическое проектирование, изготовление образца новой техники, экономическая оценка технических решений и т. д. [c.14]
Фаза — комплекс стадий и работ, выполнение которых характеризует законченную часть процесса подготовки производства и связано с переходом объекта работ в иное качественное состояние. Входящие в состав фазы совокупности работ имеют общее целевое назначение и обладают определенным организационным единством. [c.15]
ЛОЦМАН:PLM Технологическая подготовка производства
По функциональному признаку все процессы подготовки производства подразделяются на процессы собственно научных исследований, конструкторского, технологического и организационного проектирования и прочих инженерных работ изготовления и испытания новых изделий — макетов, экспериментальных образцов, опытной серии изделий и т. п. обеспечивающие, обслуживающие. [c.15]
Процессы подготовки производства [c.17]
На рис. 1.1 приведена классификация процессов подготовки производства. Как видно из рисунка, количество разнохарактерных процессов подготовительной стадии весьма значительно. [c.18]
Организация процессов создания новых видов продукции машиностроения охватывает проектирование, осуществление на практике и совершенствование системы подготовки производства и направлена на рациональное сочетание в пространстве и во времени людей и материальных элементов процесса подготовки в целях разработки и выпуска новой техники. Организация подготовки производства находит выражение в следующих видах деятельности определение целей системы подготовки производства и ее ориентация на достижение этих целей установление видов деятельности, необходимых для достижения сформулированной цели создание или усовершенствование структуры органов, занятых подготовкой производства закрепление каждого из видов деятельности за соответствующим подразделением предприятия или объединения обеспечение рационального сочетания процессов подготовки производства во времени создание необходимых условий для осуществления всего комплекса работ по подготовке производства в каждом подразделении предприятия, объединения. [c.18]
Чрезвычайно важным элементом организации процессов подготовки производства является определение целей организации в конкретных условиях. Этот этап работы вплотную смыкается с первоначальным этапом планирования и имеет своей задачей определение объекта работ, перечня его технико-экономических параметров, сроков начала и окончания работ, специфических условий и требований. Организуемая для реализации цели система должна быть сориентирована на ее достижение с учетом конкретных особенностей создаваемого объекта. [c.18]
Принцип — это основное, исходное положение. Принцип организации процессов создания новой техники машиностроения — это положения, на базе которых следует осуществлять построение системы подготовки производства. Существует ряд широко известных, сформулированных в теории организации производства принципов построения и функционирования производственных процессов. Для реализации процессов создания новой продукции необходимо использование как общих организационных принципов, так и специфических, вытекающих из особенностей самих процессов подготовки производства. [c.20]
Принцип комплексности организации, планирования и управления работами по созданию новой продукции вытекает из того, что, несмотря на разнохарактерность процессов подготовки производства, все они представляют собой единое целое, единый комплекс работ, преследующих определенную цель — разработку и внедрение в практику конкретных новых видов продукции. [c.20]
| Таблица 1.1. Основные группы процессов подготовки производства | 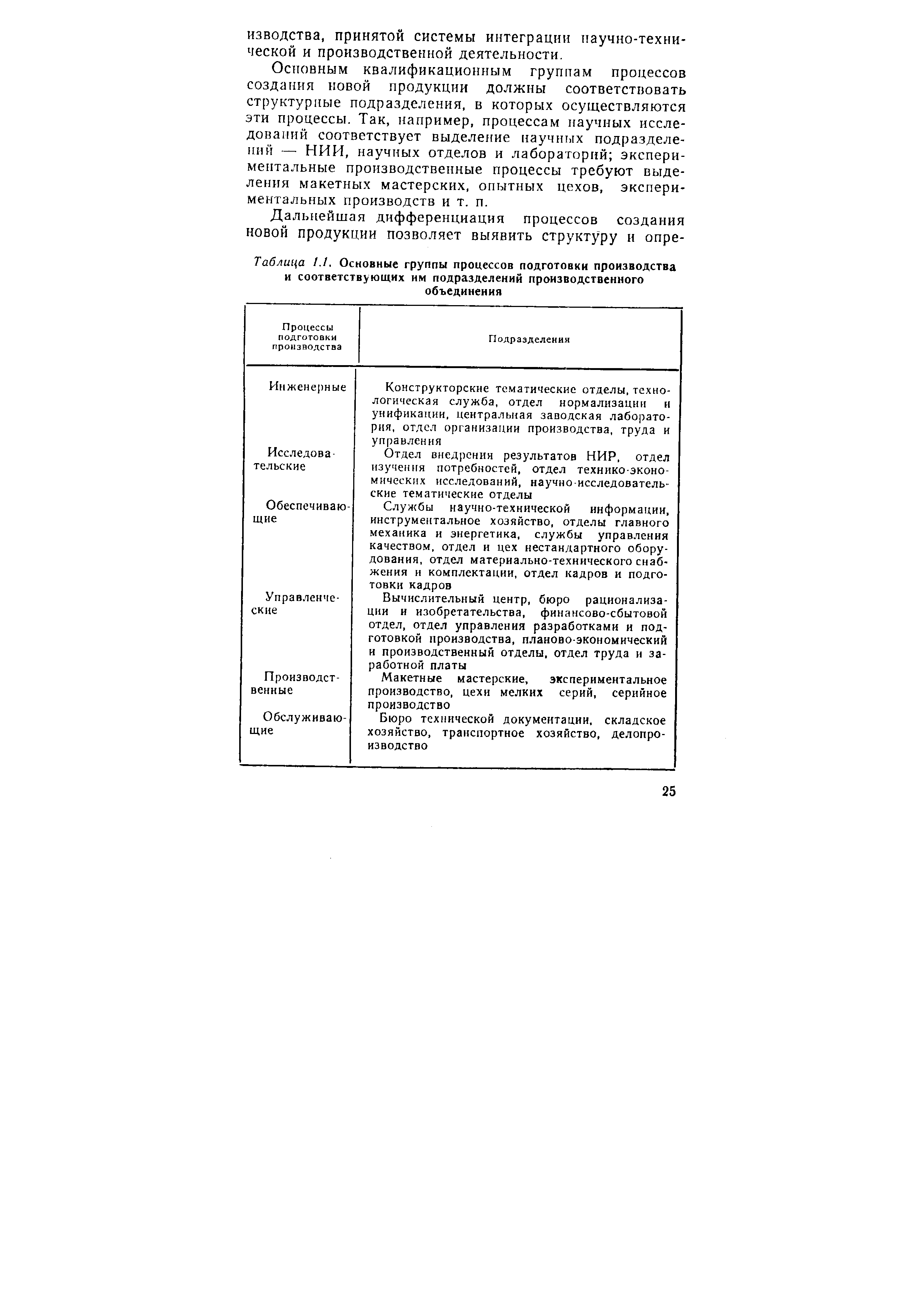 группы процессов подготовки производства » height=»300″ /> группы процессов подготовки производства » height=»300″ /> |
Организационная структура системы подготовки производства характеризуется не только составом ее частей, но и особенностями связей между ними. Анализ документооборота в технических и экономических службах предприятий машиностроения показывает наличие нерациональных связей между ними, многократных возвратов документов, отсутствие четкости во взаимоотношениях различных служб. Основные положения рациональной системы взаимосвязей между подразделениями, участвующими в процессе подготовки производства, базируются на следующих требованиях документ должен по возможности формироваться в одном подразделении число согласовывающих и утверждающих инстанций должно быть сведено к минимуму маршрут движения документа должен исключать возвраты, петли и движение в направлении, обратном ходу его маршрута. [c.26]
В процессе подготовки производства каждого конкретного изделия возникает необходимость выделения специальных групп исполнителей, комплексных бригад, новых подразделений, которые были бы в состоянии решать появляющиеся задачи. Эти бригады (группы) или подразделения создаются в составе функциональных подразделений и ориентируются на решение задач, связанных с организацией производства новых видов продукции. Они могут создаваться на весь период, необ- [c.35]
Время перерывов в процессе подготовки производства во многих случаях значительно превосходит время рабочего периода. Из всех видов перерывов особенно тщательного анализа и изучения заслуживают перерывы между этапами, работами и операциями подготовки производства. Они обусловлены не только все возрастающей сложностью, дифференциацией и многостадийно-стыо процессов создания новых видов продукции, но и некоторыми субъективными причинами, например нарушением в пропорциональности развития подразделений предприятий, совпадением сроков выполнения различных работ на одних и тех же рабочих местах, просчетами в планировании, организационными неполадками и т. п. Одним из средств снижения времени перерывов является их регламентация в плановых документах и проведение целенаправленных организационно-плановых мероприятий по их сокращению. [c.44]
В процессе планирования и управления ходом работ по подготовке производства можно определить в каждом конкретном случае те факторы, реализация которых позволит обеспечить выполнение задания в кратчайшие сроки, если подобрать такое сочетание характеристик процесса подготовки производства, которое окажется оптимальным по критерию минимальной длительности этого процесса. Разумеется, задача такого рода может быть решена лишь в том случае, если допускается возможность существования некоторого множества вариантов сочетаний характеристик процесса, способных обеспечить освоение новых изделий в различные сроки. [c.45]
Для установления оптимального сочетания факторов, определяющих длительность подготовки производства, необходимо разработать модель системы и найти вариант, минимизирующий цикл подготовки. Минимизация длительности процесса подготовки производства выражается математически в задаче нахождения минимума функции некоторого числа переменных. Поскольку работы по подготовке производства требуют для своего осуществления определенных ресурсов, в задачу вводятся ограничения на ресурсы. [c.45]
На общую трудоемкость подготовки производства. Трудоемкость Т связана с характеристиками процесса подготовки производства некоторой зависимостью [c.46]
Подготовка производства к выпуску новой продукции предполагает необходимость реализации отдельных, но взаимосвязанных этапов и видов работ, выполняемых различными подразделениями промышленности, службами и цехами производственных объединений или заводов. Решение задач координации процессов подготовки производства и обеспечение надлежащей увязки всех работ во времени осуществляется на основе планирования. [c.198]
Более точные нормативы можно получить на отдельные структурные элементы процесса подготовки производства. В дифференцированных нормативах учитываются затраты рабочего времени на проведение конкретного вида работ, на отдельные операции процесса подготовки. Эти нормативы устанавливаются на основе анализа данных о фактических трудовых затратах исполнителей работ.
Так, например, типовые нормы времени на разработку конструкторской документации на стадии технического проекта содержат нормативы на разработку чертежа общего вида, чертежа детали (табл. 7.8), теоретического и габаритного чертежей, на [c.242]
При использовании экономико-математических методов разработка нормативов ведется в такой последовательности определяются виды работ, выполняемых в процессе подготовки производства осуществляется выбор изделий, подлежащих анализу, и их классификация производится отбор факторов, оказывающих влияние на затраты нормируемых видов ресурсов, сбор и систематизация статистических данных проводится аналитическая обработка статистических материалов с применением методов корреляционного, регрессионного анализа и др. строятся экономико-математические модели и рассчитываются значения параметров моделей при разных значениях факторов разрабатываются макеты нормативных таблиц и вносятся в них полученные значения параметров осуществляется проверка и корректировка нормативов. [c.246]
Разделение труда по квалификации обеспечивает четкое распределение работ разного уровня сложности между работниками разного уровня квалификации и компетентности. Так, работы манипуляционного типа основных процессов подготовки производства должны выполняться лаборантами или техниками. Для решения узловых, схемных, координационных, аналитических и экспериментальных задач требуется квалификация ин- [c.252]
Внешним выражением специализации работников и организации кооперирования является организационная структура служб подготовки производства. Содержание специализации раскрывается на основе изучения процессов подготовки производства, протекающих в подразделениях или выполняемых отдельными работниками. При организационной перестройке служб подготовки производства, обусловленной необходимостью решения задач по созданию новых видов продукции, следует прежде всего определить направления специализации структурных подразделений и отдельных работников. [c.255]
В свою очередь, резервы ускорения подготовки производства и сокращения затрат по способам их реализации подразделяются на следующие группы резервов. Технические — резервы сокращения времени подготовки производства и затрат на ее осуществление за счет технических факторов развития материально-технической базы подготовки производства, механизации работ, внедрения систем автоматического проектирования и др.
Организационные — резервы сокращения времени и затрат, реализуемые на основе улучшения организации процессов подготовки производства и организации труда работающих. Совершенствование управления подготовкой производства — это сокращение сроков подготовки производства и затрат на создание новых видов продукции, использование которых основано на повышении уровня управления работами, протекающими на подготовительной стадии (рис. 9.1). [c.271]
Т — рабочий период процесса подготовки производства, дн Тн — длительность цикла подготовки производства, дн [c.277]
Реализация перечисленных и других прогрессивных технических решений ведет к возникновению экономического эффекта, который появляется как в процессе подготовки производства, так и непосредственно при изготовлении изделий. [c.305]
Необходимым условием совершенствования подготовки производства является дальнейшее повышение научного уровня ее организации и управления. Это требует проведения исследований в области повышения гибкости организационных форм, ориентации управления на учет тенденций к интеграции процессов подготовки производства, широкого использования организационного моделирования процессов обновления номенклатуры выпускаемой продукции и т. п. [c.310]
Поиск патентный 67 Процесс подготовки производства 14 [c.315]
Управление работами на стадиях жизненного цикла изделия. Функ-цинально — стоимостной анализ (ФСА). Формирование групп специалистов для проведения ФСА. Этапы ФСА. Коэффициент важности (значимости). Коэффициент затрат по отдельным функциям.
Коэффициент соотношения затрат и важности функций. Принимаемые рекомендации. Управление процессом подготовки производства новой техники. Сертификация и ее роль в обеспечении конкурентоспособности продукции. [c.91]
Анализ финансового состояния химического предприятия имеет свией целью установить обеспеченность его финансовы-M i ресурсами и целевое их использование, рассмотреть состояние собственных оборотных средств, кредитных отношений, состояние расчетов предприятия с бюджетом, банками, с поставщиками и покупателями, рабочими и служащими и т. д. Важнейшей задачей анализа является выявление резервов к изыскание розможносте.й наиболее экономного и рационального использования имеющихся в хозяйственном обороте предприятия финансовых ресурсов, ограничения и устранения внепланового перераспределения оборотных средств и ускорения их оборачиваемости. Объектом изучения являются экономические отношения, возникающие в процессе подготовки производства, а также производства и реализации продукции. Финансовая деятельность химического, как и любого другого промышленного, предприятия органически связана с производственной, поскольку финансовые отношения предопределяются отношениями производства продукции и обмена. [c.201]
Основой плана являются техноэкономический анализ работы предприятия за период, предшествующий плановому, с выявлением недостатков, узких мест и источников потерь планы новой техники и научно-исследовательских работ, сформированных в процессе подготовки производства планы оргтехмероприятий, НОТ и капитального строительства предложения работников предприятия и опыт передовиков производства, подлежащих включению во встречный план предприятия. Все перечисленные расчеты и планы должны [c.221]
Нормы, устанавливаемые в процессе подготовки производства, относят в первую очередь к технологическим потерям, технически обоснованно регламентируя допустимую величину их в каждом технологическом процессе. Независимо от технологических потерь подлежит нормированию возврат нефти и нефтепродуктов из ловушеч- [c.102]
В приближенных расчетах по новому оборудованию величину сосв можно определять на основе удельного веса ее в себестоимости аналогичного оборудования с учетом различной степени освоения производства. При более точных расчетах расходы на освоение устанавливаются прямым порядком. Для этого составляется смета затрат на подготовку производства новых машин, включающая затраты на заработную плату проектировщиков и других работников, выполняющих данные работы стоимость материалов, расходуемых в процессе подготовки производства накладные расходы служб подготовки (приблизительно 75 % к заработной плате) и общезаводские расходы в размере 50 — 70 % к заработной плате. Трудоемкость работ по подготовке производства новых машин и других средств определяется порядком, изложенным в 6.1. [c.148]
Процессы изготовления и испытания макетов, опытных образцов и серий машин также являются основными процессами подготовки производства. Они называются экспериментальными производственными процессами. Целью этих процессов является создание макетов моделей, опытных образцов и первых установочных партий новых изделий.
Экспериментальные производственные процессы состоят в изготовлении деталей и сборочных единиц новых изделий, осуществлении сбо-рочно-монтажных и регулировочных работ, испытании готовых изделий и обобщении данных испытаний в целях отработки технической документации на основе анализа этих данных. Эти процессы выполняются в макетных мастерских, лабораториях, в опытных цехах и производствах, а при изготовлении установочной партии — непосредственно в цехах серийного производства. [c.16]
При этом процессы подготовки производства могут быть организованы разными методами последовательным выполнением операций, работ и фаз без перерывов между ними последовательным выполнением и наличием перерывов между операциями, работами или фазами путем организации параллельного выполнения операций, работ и этапов подготовки производства. Таким образом, организация процессов подготовки может быть последовательной Т ппел), последовательной с перерывами 7 (ПОсл-пер), параллельно-последовательной Тц(11.п) Для каждого вида организации подготовки про- [c.40]
Все это вызывает изменения функций других подразделений конструкторского и технологического отделов, производственно-диспетчерской службы, отдела материально-технического обеспечения и т. п. Функциями этих подразделений в процессе подготовки производства становится соответствующая проработка документации, подготовка исходных данных для расчетов на ЭВМ, получение из вычислительного центра или непосредственно от ЭВМ результатов расчетов и необходимой информации, творческое обобщение этой информации, порверка и утверждение машинодокументов. В отделах, занятых подготовкой производства, ликвидируются некоторые подразделения и бюро, создаются новые подразделения, ориентирующиеся на машинную обработку информации. [c.290]
ИсточникОСНОВЫ ОРГАНИЗАЦИИ ПОДГОТОВКИ ПРОИЗВОДСТВА
Создание новых видов продукции осуществляется в процессе подготовки производства, который протекает вне рамок производственного процесса и призван обеспечить необходимые условия для его функционирования.
Классифицировать частичные процессы подготовки производства можно по:
1) виду и характеру работ процессы подготовки производства подразделяются на исследовательские, конструкторские, технологические, производственные и экономические.
Процессы научных исследований, технических и организационных разработок и другие работы инженерного характера являются основными для подготовительной стадии. В них входят: проведение исследований, инженерных расчетов, проектирование конструкций, технологических процессов, форм и методов организации производства, экспериментирование и испытание макетов и опытных образцов, экономические расчеты и обоснования.
2) расположению во времени и пространстве процессы подготовки производства делятся на операции, работы, стадии, фазы.
Операция — первичное звено процесса создания новой продукции. Она выполняется на одном рабочем месте одним исполнителем и состоит из ряда последовательных действий. Операции объединяются в работы.
Работа — совокупность последовательно выполняемых операций, которая характеризуется логической завершенностью и законченностью действий по выполнению определенной части процесса.
Стадия — совокупность ряда работ, связанных между собой единством содержания и методов выполнения, обеспечивающая решение конкретной задачи подготовки производства.
Фаза — комплекс стадий и работ, характеризующий законченную часть процесса подготовки производства; связана с переходом объекта работ в новое качественное состояние.
3) отношению к объекту управления выделяются процессы подготовки производства и процессы управления подготовкой производства.
Создание новой продукции осуществляется в определенной последовательности фаз единого процесса подготовки производства:
— теоретические исследования, имеющие фундаментальный и поисковый характер;
— прикладные исследования, в процессе которых полученные на первом этапе знания находят практическое применение;
— опытно-конструкторские работы, в ходе выполнения которых полученные знания и выводы исследований реализуются в чертежах и образцах новых машин;
— технологическое проектирование и проектно-организационные работы, в процессе выполнения которых разрабатываются технологические методы изготовления и формы организации производства новых изделий;
— техническое оснащение нового производства, заключающееся в приобретении и изготовлении оборудования, технологической оснастки и инструмента, а также при необходимости — и в реконструкции предприятий и их подразделений;
— освоение производства новой продукции, когда созданные на предыдущих этапах конструкции изделий и методы их изготовления проверяются и внедряются в производство;
— промышленное производство, обеспечивающее выпуск новой продукции по качеству и в количествах, удовлетворяющих потребности общества и конкурентоспособных на мировом рынке;
— сокращение длительности конструкторских, технологических, организационных и других работ, входящих в комплекс подготовки производства, и освоение производства новых изделий в сжатые сроки;
— экономия затрат, связанных с подготовкой производства и освоением новой продукции.
Главная задача подготовки производства — создание и организация выпуска новой продукции. Для ее решения необходимо четко сочетать все многообразные процессы подготовки производства, рационально соединять личные и вещественные элементы процесса создания новой продукции, определять экономические отношения между участниками работ по подготовке производства.
Организация процессов создания новых видов продукции охватывает проектирование, осуществление на практике и совершенствование системы подготовки производства состоящей из объективно существующего комплекса материальных объектов, коллективов людей и совокупности процессов научного, технического, производственного и экономического характера для разработки и организации выпуска новой или усовершенствованной продукции.
Организация подготовки производства направлена на рациональное сочетание всех элементов процесса создания и освоения новой продукции в пространстве и во времени, установление необходимых связей и согласование действий участников этого процесса, создание условий для повышения заинтересованности ученых, инженеров, производственников в ускоренной разработке и организации производства новой продукции.
Организация подготовки производства выражается в следующих видах деятельности:
— определение цели организации и ее ориентация на достижение этой цели;
— установление перечня всех работ, которые должны быть выполнены для достижения поставленной цели по созданию конкретных видов новой продукции;
— создание или усовершенствование организационной структуры системы подготовки производства на предприятии;
— закрепление каждой работы за соответствующим подразделением (отделом, группой, цехом и т.п.) предприятия;
— организация работ по созданию новых видов продукции во времени;
— обеспечение рациональной организации труда работников и необходимых условий для осуществления всего комплекса работ по подготовке производства к выпуску новой продукции;
— установление экономических отношений между участниками процесса создания и освоения новой продукции, обеспечивающих заинтересованность ученых, инженеров и производственников.
В основе рациональной организации процессов создания новой продукции лежат общие закономерности организации производства: соответствие организации производства целям, поставленным перед предприятием; соответствие форм и методов организации производства характеристикам его материально-технической базы; ориентация на конкретные производственно-технические и экономические условия; взаимное соответствие характеристик организации процессов производства и особенностей организации труда работников.
При построении и совершенствовании системы подготовки производства необходимо руководствоваться рядом специфических принципов.
Принцип комплексности предполагает необходимость проведения работ по подготовке производства по единому плану, охватывающему все процессы — от научных исследований до освоения новой продукции и учитывающему комплекс возникающих при этом технических, организационных, экономических и других проблем.
Принцип специализации требует, чтобы за каждым подразделением предприятия закрепились такие виды деятельности по созданию и освоению новой продукции, которые отвечают характеру специализации этих подразделений.
Принцип научно-технической и производственной интеграции рассматривается как совокупность условий, обеспечивающих достижение единой цели в результате деятельности определенного множества специализированных подразделений и исполнителей.
Принцип комплектности документации и составных частей продукции требует одновременного выполнения комплекса работ к моменту времени, когда дальнейшее их продолжение возможно только при наличии полного комплекта документации или составных частей изделий.
Принцип непрерывности работ по созданию новой продукции требует ликвидации значительных перерывов во времени между фазами процесса подготовки, а внутри их — между стадиями, работами, операциями.
Принцип пропорциональности можно рассматривать, как требование производственных возможностей (пропускной способности) всех подразделений объединения или предприятия, занятых подготовкой производства.
Принцип параллельности в организации работ по подготовке производства выражается в совмещении во времени различных фаз, стадий, работ.
Принцип обеспечения строгой последовательности работ и прямоточности требует, чтобы разработка и освоение новой продукции осуществлялись с определенной последовательностью работ, обеспечивался кратчайший маршрут движения технической документации и наименьший путь прохождения новым изделием всех стадий его разработки и освоения.
ОРГАНИЗАЦИОННАЯ СТРУКТУРА СИСТЕМЫ ПОДГОТОВКИ ПРОИЗВОДСТВА
Одним из основных направлений работы по формированию структуры системы подготовки производства является определение состава подразделений, которые должны функционировать на предприятии в период разработки и освоения новой продукции и в которых будут осуществляться процессы ее создания и освоения.
Организационная структура системы подготовки производства характеризуется не только определенным составом ее частей, но и особенностями связей между ними. Принцип строгой последовательности работ и прямоточности предполагает необходимость совершенствования пространственного расположения структурных единиц системы подготовки производства и обеспечение рациональных взаимосвязей между подразделениями предприятия.
При проектировании структуры системы подготовки производства необходимо исходить из следующих основных положений: подразделения подготовки производства должны располагаться по ходу последовательности выполняемых работ, в непосредственной близости друг к другу, рядом с техническими и экспериментально — производственными подразделениями.
Система взаимосвязей между подразделениями, участвующими в процессах подготовки производства, базируется на следующих принципах: документ должен по возможности формироваться в одном подразделении; число согласовывающих и утверждающих инстанций должно быть сведено к минимуму; маршрут движения документа должен исключать возвраты, петли и движение в обратном направлении.
Использование принципа пропорциональности при организации подготовки производства требует обеспечения равенства производственных возможностей (пропускной способности, мощностей) всех подразделений, занятых созданием новой продукции. При этом должны учитываться ресурсы трех видов: люди (рабочие, инженерно-технические и научные работники) основные фонды (площади, производственное и научное оборудование), материальные ресурсы (материалы, специальная литература, нормативы и др.).
Структура органов подготовки производства во многом зависит от сложившейся системы подготовки:
— централизованной, при которой вся работа по конструированию, технологическому и организационному проектированию осуществляется в заводских службах и других подразделениях;
— децентрализованной, при которой основная тяжесть работы по технологической и организационной подготовке переносится на цеховые органы;
— смешанной, когда работа по подготовке производства распределяется между центральными и цеховыми органами.
ИсточникТехнологическая подготовка производства.
Для осуществления производственной деятельности Вам необходимо иметь комплект технологической и конструкторской документации, которая касается организации технологического процесса производства и разрабатывается в процессе технологической подготовки производства.
Зачем нужна технологическая подготовка производства?
Технологическая подготовка производства (ТПП) представляет собой совокупность мероприятий, обеспечивающих на Вашем предприятии наличие полных комплектов конструкторской и технологической документации и средств технологического оснащения, которые необходимы для производства заданного объема продукции установленного качества.
Если Вы только открываете свое предприятие, то Вам необходимо провести ТПП, поскольку именно она поможет Вам освоить производство и выпуск новых изделий высокого качества в установленные сроки и заданного количества с высокой экономической эффективностью. Если же Вы имеете действующее производство, то проведение ТПП позволит Вам усовершенствовать Вашу действующую технологию выпуска изделий.
Какие задачи решает ТПП?
Технологическая подготовка производства новых изделий решает следующие задачи:
- обеспечение технологичности конструкции Ваших изделий;
- разработка технологических процессов и методов их контроля;
- проектировка и изготовление технологической оснастки и нестандартного (специального) оборудования;
- организация и управление процессом ТПП.
Как обеспечить технологичность конструкции изделия?
Обеспечить технологичность конструкции изделия — первая задача ТПП. Она включает мероприятия, направленные на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, в т.ч. и на техническое обслуживание и ремонт изделия в дальнейшем.
Задача обеспечения технологичности конструкции изделия решается посредством следующих шагов:
- реализация указанных мероприятий по обеспечению технологичности конструкции изделия на всех стадиях его разработки и при ТПП;
- количественная оценка технологичности в результате проведенных мероприятий;
- технологический контроль конструкторской документации;
- при необходимости подготовка и внесение изменений в конструкторскую документацию.
Рекомендуем Вам обратить внимание на основные показатели технологичности конструкции изделий: трудоемкость и материалоемкость изготовления изделия и его себестоимость. Суть достижения технологичности конструкции изделия заключается в том, чтобы максимально снизить значения данных величин.
Если Вы впервые сталкиваетесь с данной задачей, то рекомендуем Вам ознакомиться с общими правилами обеспечения технологичности конструкции изделия (ГОСТ 14.201-83).
Как разработать технологические процессы и методы их контроля?
- единичный технологический процесс — для изготовления или ремонта изделия или для совершенствования действующего технологического процесса;
- типовой технологический процесс — для изготовления типовых групп изделий;
- групповой технологический процесс — для изготовления или ремонта группы изделий различной конфигурации.
Технологические процессы разрабатываются технологом в виде плана-графика, в котором устанавливаются этапы освоения изделия, перечень работ по ТПП и продолжительность их выполнения, состав подразделений-исполнителей и ответственные исполнители по каждому подразделению.
При проектировании технологического процесса Вы можете разработать несколько его вариантов, а затем выбрать тот вариант, который при прочих равных условиях дает возможность изготовить изделие при наименьших затратах на его производство, т.е. по наименьшей себестоимости.
Проектируемые технологические процессы фиксируются в технологической документации:
- в маршрутных картах — содержат перечень цехов, а внутри цехов — перечень технологических операций с указанием оборудования, технологического оснащения, разряда работы и нормы времени по каждой операции;
- в операционных картах (для производства крупными партиями и поточного производства) — содержат перечень операций с указанием оборудования для выполнения операций, режимов обработки и технологического оснащения по каждой операции, разряда работ и норм времени.
Операции контроля устанавливаются технологами и фиксируются в технологических картах с указанием объекта контроля, места его выполнения, метода и средств контроля, допустимых отклонений.
Общие правила разработки технологических процессов определяются ГОСТ 14.301-83.
Как спроектировать и изготовить технологическую оснастку и нестандартное оборудование?
Новые технологические процессы обычно не сразу внедряются в производство, а сначала подвергаются проверке в экспериментальных цехах, после которой в основных цехах производится отладка. Проверка и отладка проводятся при выпуске пробных серий под руководством технологов. При этом проверяются и корректируются как запроектированные технологические процессы, так и конструкции инструментов и приспособлений, а также намеченные режимы обработки.
Основой для планирования потребности производства в инструментах и другой оснастке также служат технологические карты.
Какие методы используют для организации и управления процессом ТПП?
Технологическая подготовка производства может быть организована по централизованной, децентрализованной или смешанной системам.
При централизованной системе ТПП сосредотачивается в отделе главного технолога. Децентрализованная система предполагает рассредоточение технологической подготовки по основным производственным цехам, где технолог выполняет лишь роль руководителя. Смешанная система организации технологической подготовки заключается в том, что разработка проводится частично (маршрутная технология) в отделе главного технолога и частично (операционная технология) в производственных цехах.
Разработка, приемка и передача в производство новых технологических процессов осуществляется в соответствии с требованиями стандартов ИСО серии 9000.
Для управления технологическим процессом и наглядности восприятия его маршрута также рекомендуется использовать технологические схемы, где указаны наименования и номера цехов, участков, рабочих мест, операции и мероприятия по приемке, складированию и транспортированию исходного сырья и материалов, операции обработки и сборки, операции контроля, а также операции приемки, транспортирования и складирования готовой продукции. Технологические схемы выполняются по ГОСТ 2.301-68, ГОСТ 31105-81 либо на бланках операционных карт технологического процесса.
Какие виды технологической документации используют в процессе подготовки производства?
ТПП проводится в соответствии с Единой системой технологической подготовки производства, которая представляет собой систему организации и управления ТПП, установленную государственными стандартами ГОСТ 14.001-73. Эта система определяет следующий состав документации по ТПП:
Выводы и рекомендации
Постоянное совершенствование технологических процессов является условием успешной конкурентной борьбы предприятий за рынки сбыта.
Источник