К технологическим документам относятся графические и текстовые документы, которые отдельно или в совокупности определяют технологический процесс изготовления изделия, комплектацию деталей, сборочных единиц, материалов, оснастки и маршрут прохождения изготовляемого изделия по службам предприятия.
Единая система технологической документации (ЕСТД) предусматривает стандарты и правила оформления технологических документов на все основные процессы изготовления изделий в машиностроении. Этими стандартами установлены виды технологических документов, формы карт технологических процессов и правила их оформления, требования к выполнению графических и текстовых технологических документов.
ГОСТ 3.1102—81 установлены следующие виды технологических документов:
- • маршрутная карта;
- • карта технологического процесса;
- • карта типового технологического процесса;
- • карта эскизов;
- • операционная карта;
- • операционная карта типовая;
- • технологическая инструкция;
- • ведомость операций;
- • ведомости расцеховки, оснастки, материалов, технологических документов и др.
В комплекте технологических документов на изделие основными являются: маршрутная карта, операционная карта, карта технологического процесса, карта эскизов и схем обработки.
Исполнительная документация технологических трубопроводов
Маршрутная карта (ГОСТ 3.1105—84) содержит описание технологического процесса изготовления и контроля изделия по всем операциям различных видов работ в технологической последовательности с указанием данных по оборудованию, оснастке, материальным и трудовым нормативам.
Операционная карта (ГОСТ 3.1404—86) содержит описание каждой операции единичного технологического процесса изготовления изделий с расчленением по переходам и указанием соответствующих данных по оборудованию, оснастке, режимам резания и нормам времени. Если операция выполняется на автоматах или полуавтоматах, токарно-револьверных станках, то заполняются формы, предусмотренные ГОСТ 3.1404—86 для данных типов станков. Для операций раскроя и отрезки заготовок на деталь или группу деталей заполняется карта в соответствии с ГОСТ 3.1402-84.
Операционная карта механической обработки обычно состоит из двух основных частей: первой (верхней) части лицевой стороны карты, в которой приводятся все необходимые сведения об изготовляемой детали и заготовке для нее, а также эскиз детали, и второй (нижней) части лицевой стороны карты, в которую вписываются проектируемый план обработки и все относящиеся к нему расчеты (продолжение карты помещается на другом листе).
Операционная карта содержит графы для описания технологического процесса с подразделением на операции, установы, переходы, позиции с указанием необходимых станков, приспособлений, режущего и измерительного инструмента, расчетных размеров обрабатываемых поверхностей, режимов резания, норм времени, разрядов работы.
Карта технологического процесса содержит описание технологического процесса изготовления и контроля изделия по всем операциям отдельного вида работ, выполняемых в одном цехе в технологической последовательности с указанием данных по оборудованию, оснастке, материальным и трудовым нормативам.
Основы технологического проектирования часть 1
К технологической документации, кроме карт разных видов, относятся: рабочие чертежи деталей и сборочные чертежи с указанием размеров, допусков, посадок, шероховатости обработки; чертежи и эскизы технологических наладок по операциям или переходам, чертежи приспособлений, специального режущего и измерительного инструмента и т. д.
Основным условием правильного планирования и ведения производственного процесса является наличие хорошо и подробно разработанной технологической документации и соблюдение строгой технологической дисциплины в отношении выполнения указаний, предусмотренных технологической документацией. Поэтому технологическая документация и точное выполнение ее указаний имеет очень важное значение для производства.
Особенностью технологической документации на изделия (детали, сборочные единицы) ЛА является наличие в ее комплекте технологического паспорта как основного технологического документа.
Технологический паспорт определяется на каждое особо ответственное изделие (деталь, сборочную единицу, комплект) по перечню, утвержденному в установленном на предприятии порядке. Состав операций, подлежащих включению в паспорт, определяется службой главного технолога предприятия и согласовывается со службой технического контроля. Технологический паспорт является сопроводительным документом по всему указанному в нем технологическому маршруту изготовления изделия.
Технологические паспорта оформляют с титульным листом, картой измерений, картой эскизов и схем согласно ГОСТ 3.1503-74.
К прочим документам относятся документы, основная надпись которых не содержит графу «Обозначение технологического документа» по ГОСТ 3.1201—85, например карта обозначений, карта применяемости оснастки.
Источник: studref.com
ДОКУМЕНТИРОВАНИЕ СТРОИТЕЛЬНЫХ ПРОЦЕССОВ
Выявление закономерностей технологии строительного производства, расчет его технологических параметров и технико-эконо
мических показателей позволяют разработать необходимые документы, регламентирующие функционирование технологического
строительного процесса. К таким результирующим документам технологического проектирования относятся технологические карты
в строительстве и карты трудовых процессов строительного производства.
Выявление закономерностей технологии строительного производства, расчет его технологических параметров и технико-эконо
мических показателей позволяют разработать необходимые документы, регламентирующие функционирование технологического
строительного процесса. К таким результирующим документам технологического проектирования относятся технологические карты
в строительстве и карты трудовых процессов строительного производства.
Технологическая карта — основной документ технологии строительного производства, регламентирующий последовательность и режимы выполнения строительного процесса на базе прогрессивных методов и комплексной механизации. Технологическая карта отражает четыре группы нормалей (предельные технологические параметры, допускаемые действующими нормативами — ГОСТами, СНиП, ТУ):
I группа — область применения карты и технологические требования. В ней приводят виды процессов и их состав: нормативы,
которые необходимо выполнить; природно-климатические, геологические и другие условия; особенности функционирования процесса;
II группа — технологические режимы, способы и приемы получения продукта. В ней излагают допустимые режимы, обеспечива
ющие получение заданного продукта в соответствии со СНиП, ГОСТами, ТУ и другими нормативными документами; приводят
схему рабочей зоны на время выполнения элементарного процесса (операции) с размещением я привязкой машин и механизмов,
материальных ресурсов (материалов, полуфабрикатов и изделий) и указанием путей перемещения их в зону функционирования процесса; способы, режимы и последовательность ведения операций с указанием рациональных типов технологической оснастки (приспособлений и устройств); решения по технике безопасности;
IV группа—технико-экономические показатели. Эта группа характеризует затраты труда на весь объем и на единицу объема,
затраты машино-смен, выработку на одного работающего;
V группа — материально-технические ресурсы. В ней приводят необходимое для функционирования процесса количество материа
лов, деталей и конструкций, число и типы машин и инструмента.
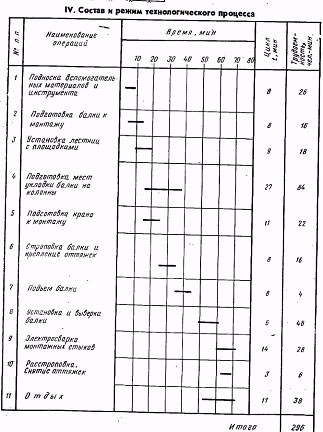
Ниже приведена структура технологической карты (с некоторым сокращением) на монтаж железобетонных подкрановых балок пролетом 12 м.
I. Область применения
Карта предназначена для монтажа подкрановых балок пролетом 12 м, поступающих на монтаж в виде отдельных элементов.
Карта может быть использована в I и II климатических зонах.
Монтаж ведется на основании рабочих чертежей в соответствии с правилами производства и приемки монтажных работ (СНиП III-16-80) и правилами техники безопасности в строительстве (СНиП III-4-80).
II. Технология выполнения операций
До начала монтажа линейный персонал ИТР обеспечивает: технической документацией; инструментальную проверку отметок опорных площадок колонн и их положение в плане; средствами труда; проведение инструктажа монтажников.
В процессе монтажа выполняют последовательно такие операции: подноску вспомогательных материалов и инструмента; подготовку подкрановой балки к монтажу; установку приставных лестниц с площадками к консолям колони; подготовку мест для укладки балки на колонны (консолей колонн); подготовку крана к монтажу; строповку балки, крепление оттяжек; подъем балки; установку и выверку балки; электросварку монтажных стыков; расстроповку балки и снятие оттяжек.
1 — кран монтажный; 2 — сварочный кабель переносной; 3 — электросварочный аппарат; 4 — ящик для инструмента; 5 — предохранительный канат; 6 — лестница с площадкой; 7 — балка перед подъемом; 8 — балка в проектном положении; 9 — ограждение зоны монтажа
VI. Технико-экономические показатели процесса
Выработка 1 рабочего в смену, м3 3
Заработная плата 1 рабочего, руб 6 … 40
Затраты труда на подкрановую балку, чел.-ч 4,9
Продолжительность цикла монтажа, ч/балка 1,2
Число рабочих в звене 5
VII. Производственная санитария и техника безопасности
Перед началом монтажа бригаду инструктируют по технике безопасности в соответствии с инструкцией и указаниями СНнП III-4-80.
Зону монтажа ограждают, вывешивают предупредительные и указательные надписи, знаки безопасности, плакаты.
Администрация обеспечивает рабочих спецодеждой и приспособлениями для безопасной работы.
На объекте оборудованы помещения для приема пищи, обогрева, отдыха.
Рабочих обеспечивают питьевой водой, туалетами, душевыми и средствами оказания первой помощи.
Карту трудовых процессов разрабатывают для указания рациональных приемов труда при выполнении отдельных видов технологических операций. В ней указывают наиболее рациональный состав рабочего звена для обеспечения эффективного функционирования технологического процесса, распределение между рабочими операций; приводят режимы труда и отдыха. Карты трудовых процессов составляют на основе изучения и обобщения передового опыта, отвечающего современному уровню строительного производства, обеспечивающего необходимые технико-экономические показатели и высокое качество работ при соблюдении правил по технике безопасности. В ней описаны: область применения, организация трудовых процессов; пооперационный график и распределение работ среди рабочих звена (бригады); условия труда.
Поэтому карты трудовых процессов строительного производства являются основными нормативными и инструктивными документами научной организации труда. Они предназначены для выполнения отдельных или комплекса производственных операций, входящих в технологические процессы. В каждом процессе содержится значительное число трудовых (рабочих) операций, для каждой из которых в картах трудовых процессов указаны рациональные приемы и способы выполнения.
Карты трудовых процессов разрабатывают по единой методике, и обычно они содержат четыре раздела:
область и эффективность применения карты (конструктивная характеристика сооружаемого элемента, показатели производительности труда — выработка в единицах продукции на 1 чел.-день и затраты труда на единицу продукции в чел.-ч;
подготовка и условия выполнения процесса (перечень мероприятий, которые должны быть окончены к началу процесса, условия, при которых процесс может быть начат, и условия безопасного ведения работ); .
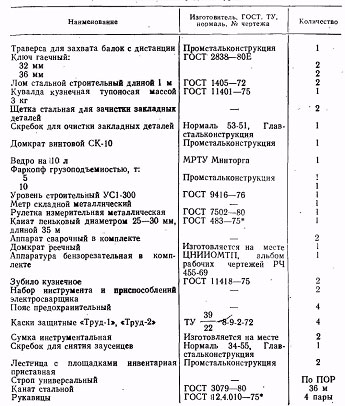
исполнители, предметы и орудия труда (состав звена с указанием профессий рабочих и их разрядов, вид применяемых материалов, полуфабрикатов и изделий, нормокомплект инструмента, приспособлений и инвентаря с приведением их основных параметров);
технология процесса и организация труда (последовательность выполнения процесса, условия доставки предметов труда к месту укладки, организация рабочего места с четким указанием расположения механизмов, приспособлений, инвентаря и рабочих, поминутный график выполнения трудового процесса), разъяснения (обычно с подкреплением графическим изображением) по поводу выполнения отдельных производственных операций с рекомендациями рациональных рабочих движений и приемов труда.
В качестве примера приведена карта трудовых процессов (с некоторым сокращением) на монтаж железобетонных подкрановых балок пролетом 12 м.
I. Область применения
Карта предназначена для организации труда бригады (звена) монтажников при монтаже железобетонных подкрановых балок пролетом 12 м, поступающих на монтаж в виде отдельных элементов.
При монтаже необходимо соблюдать правила производства и приемки монтажных работ (СНиП III-16-80) и правила техники безопасности в строительстве(СНиП III-4-80).
II. Организация трудовых процессов по операциям
1. Подноска вспомогательных материалов и инструментов. Выполняют М-1 и С-1 в течение 5 мни, М-2 и М-3 — в течение 8 мни. Они подносят вручную к месту монтажа подкладки, шайбы, крепежные изделия, инструмент. Подводят кабель к месту сварки.
2. Подготовка подкрановой балки к монтажу. Выполняют М-1 и С-1 в течение 8 мин. М-1 на одном конце, а С-1 —на другом стальными скребками и щетками очищают закладные детали балки от ржавчины, грязи, бетона, наносят масляной краской выверочные риски на концах верхнего пояса подкрановой балки.
Проверяют высоту подкрановой балки.
3. Установка приставных лестниц с площадками к консолям колонн. Выполняют М-2 и М-3 в течение 9 мни.
М-2 и М-3 с помощью монтажного крана устанавливают на две колонны приставные лестницы с площадками и закрепляют их.
4. Подготовка мест для укладки балки на консоли колонн. Выполняют М-1 и С-1 в течение 27 мни.
М-1 на первой колонне, а С-1 — на второй устанавливают на четырех анкерных болтах консоли колонны металлические пластины, толщины которых обеспечивают проектную отметку верха подкрановой балки. На два анкера каждой консоли устанавливают опорную пластину подкрановой балки и металлические шайбы и гайки. Приварка пластин шайб и окончательная затяжка гаек производятся после установки, выверки и приварки подкрановой балки к опорной пластине.
5. Подготовка крана к монтажу. Выполняют М-2, М-3 и К в течение 11 мии. К, М-2 и М-3 перемещают монтажный край к месту установки балки, подготавливают его к работе и навешивают траверсу на крюк крана.
6. Строповка балки, крепление оттяжек. Выполняют М-2, М-3 и К в течение 8 мин.
К по сигналам М-2 подает траверсу к балке. М-2 на одном конце балки, а М-3 — на другом производят строповку балки стропами с дистанционной расстроповкой и увязывают по концам балки пеньковые канаты-оттяжки для удерживания балки при подъеме.
7. Подъем балки. Выполняют М-1 и С-1 в течение 4 мин и М-2, М-3 и К — в течение 8 мин.
По команде М-1 К приподнимает балку на 200-300 мм от земли Убедившись в правильности строповки, М-1 дает сигнал продолжать подъем балки. М2 и М3 удерживают балку за оттяжки от раскачивания и вращения
8. Установка и выверка балки Выполняют М-1, С-1, М-2, М-3 и К в течение 16 МИН.
М-1 дает сигнал К плавно опустить балку на консоли колонн. М-1 и М-2 на одном конце балки, а С-1 и М-З — на другом с помощью монтажных ломиков устанавливают балку на опоры по разбивочной оси, совмещая монтажные риски на консолях колонн и балке. М-1 на одном конце балки, а М-З — на другом метром проверяют расстояние между осью балки и гранью колонны внизу и вверху балки.
9. Электросварка монтажных стыков. Выполняют М-1 и С-1 в течение 14 мин. М-1 на одном конце балки, а С-1—на другом производят электросварку монтажных стыков балки с колонной и на опоре.
10. Расстроповка балки и снятие оттяжек. Выполняют М-2 и М-3 в течение 3 мин.
После надежного закрепления балки М-2 подает сигнал К опустить траверсу. М-2 и М-3 выполняют дистанционную расстроповку балки, К отводит крюк крана с траверсой от смонтированной балки. Затем снимают оттяжки с концов балки.
Источник: outbel.ru
ГОСТ 3.1102-81 ЕСТД. Стадии разработки и виды документов
Настоящий стандарт устанавливает стадии разработки и виды документов, применяемых для технологических процессов изготовления или ремонта изделий машино- и приборостроения.
(Измененная редакция, Изм. № 1).
1. СТАДИИ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
1.1. Стадии разработки технологической документации, применяемой для технологических процессов изготовления изделий (составных частей изделий), определяются в зависимости от стадий разработки используемой конструкторской документации по ГОСТ 2.103 .
1.2. Стадии разработки рабочей технологической документации устанавливаются разработчиком документации в соответствии с табл. 1.
Стадия разработки технологической документации
Разработка технологической документации, предназначенной для изготовления и испытания макета изделия и (или) его составных частей с присвоением литеры «П», на основании конструкторской документации, выполненной на стадиях «Эскизный проект» и «Технический проект»
а) опытного образца (опытной партии)
Разработка технологической документации, предназначенной для изготовления и испытания опытного образца (опытной партии), без присвоения литеры, на основании конструкторской документации, не имеющей литеры.
Корректировка и разработка технологической документации по результатам изготовления и предварительных испытаний опытного образца (опытной партии) с присвоением литеры «О» на основании конструкторской документации, имеющей литеру «О».
Корректировка и разработка технологической документации по результатам изготовления и приемочных испытаний опытного образца (опытной партии) и по результатам корректировки конструкторской документации с присвоением технологической документации литеры « O1» на основании конструкторской документации, имеющей литеру « O1».
Корректировка и разработка технологической документации по результатам повторного изготовления и приемочных испытаний опытного образца (опытной партии) и по результатам корректировки конструкторской документации с присвоением технологической документации литеры «О2» на основании конструкторской документации, имеющей литеру «О2».
б) серийного (массового) производства
Разработка технологической документации, предназначенной для изготовления и испытания изделий серийного (массового) производства, с присвоением литеры «А» («Б»), на основании конструкторской документации, имеющей литеру «А» или «Б»
1.3. На стадии разработки конструкторской документации «Техническое предложение» технологическая документация не разрабатывается.
1.4. Директивной технологической документации, предназначенной только для решения необходимых инженерно-технических, планово-экономических и организационных задач, при постановке изделия на производство присваивают литеру «Д» на основании конструкторской документации, имеющей литеру «А» или «Б».
1.5. Технологической документации, предназначенной для разового изготовления одного или нескольких изделий (составных частей изделий) в единичном производстве, присваивают литеру «И» на основании конструкторской документации, имеющей литеру «И».
1.6. Ранее разработанные технологические документы (комплекты технологических документов) применяют при изготовлении новых или модернизации изготовляемых изделий в следующих случаях:
— на стадии разработки технологической документации «Предварительный проект» — независимо от литерности применяемой технологической документации;
— в технологической документации опытного образца (опытной партии) с литерой « O 1 » (« O 2 »), серийного (массового) производства с литерами «А» и «Б», если литерность применяемой технологической документации та же или высшая.
Литерность полного комплекта технологической документации определяется низшей из литер, указанных в документах, входящих в комплект.
1.7. Стадии разработки рабочей технологической документации, применяемой для технологических процессов ремонта изделий (составных частей изделий), определяются разработчиком документации в зависимости от применяемых видов документов на ремонт по ГОСТ 2.602 и стадий разработки конструкторской документации в соответствии с табл. 2 .
Стадия разработки технологической документации
а) опытного ремонта
Разработка технологической документации, предназначенной для опытного ремонта и испытания изделий (составных частей изделий), с присвоением технологической документации литеры «РО», на основании конструкторской документации, имеющей литеру «РО».
Разработка технологической документации, проверенной опытным ремонтом, с присвоением литеры «РО1» («РО2»).
б) серийного (массового) ремонтного производства
Разработка технологической документации, предназначенной для серийного (массового) ремонта и испытаний изделий (составных частей изделий), с присвоением технологической документации литеры «РА» («РБ»), на основании конструкторской документации, имеющей литеру «РА» или «РБ»
1.8. Директивной технологической документации, предназначенной для выборочной и укрупненной разработки технологических процессов ремонта и испытания изделий (составных частей изделий), а также для решения необходимых инженерно-технических, планово-экономических и организационных задач, присваивают литеру «РД».
1.9. Технологической документации, предназначенной для разового ремонта одного или нескольких изделий (составных частей изделий) в единичном производстве, присваивают литеру «РИ» на основании конструкторской документации, имеющей литеру «РИ».
1.10. При разработке документации на технологические процессы, выполняемые на стадиях «Предварительный проект», «Опытный образец (опытная партия)» и «Опытный ремонт», ее следует выполнять в маршрутном и (или) маршрутно-операционном описании.
1.11. При разработке документации на технологические процессы, выполняемые на стадиях «Серийное (массовое) производство», «Серийное (массовое) ремонтное производство», ее следует выполнять в операционном описании.
— разработка технологической документации в маршрутно-операционном описании при условии ее применения в мелкосерийном производстве;
— разработка технологической документации на предыдущей стадии в сравнении со стадией разработки применяемой конструкторской документации при условии изготовления или ремонта ограниченной партии изделий (составных частей изделий).
2. ВИДЫ ДОКУМЕНТОВ
2.1. В зависимости от назначения технологические документы (далее — документы) подразделяют на основные и вспомогательные.
2.2. К основным относят документы:
— содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и организационных задач;
— полностью и однозначно определяющие технологический процесс (операцию) изготовления или ремонта изделия (составных частей изделия).
2.3. К вспомогательным относят документы, применяемые при разработке, внедрении и функционировании технологических процессов и операций, например карту заказа на проектирование технологической оснастки, акт внедрения технологического процесса и др.
2.4. Основные технологические документы подразделяют на документы общего и специального назначения.
2.4.1. К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например карту эскизов, технологическую инструкцию.
2.4.2. К документам специального назначения относят документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например маршрутную карту, карту технологического процесса, карту типового (группового) технологического процесса, ведомость изделий (деталей, сборочных единиц) к типовому (групповому) технологическому процессу (операции), операционную карту и др.
2.5. Виды основных технологических документов, их назначение и условное обозначение приведены в табл. 3.
Условное обозначение документа
ДОКУМЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ
Документ предназначен для оформления:
— комплекта(ов) технологической документации на изготовление или ремонт изделия;
— комплекта(ов) технологических документов на технологические процессы изготовления или ремонта изделия (составных частей изделия);
— отдельных видов технологических документов.
Является первым листом комплекта(ов) технологических документов.
Графический документ, содержащий эскизы, схемы и таблицы и предназначенный для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения.
Документ предназначен для описания технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий (составных частей изделий), правил эксплуатации средств технологического оснащения. Применяется в целях сокращения объема разрабатываемой технологической документации.
ДОКУМЕНТЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
Документ предназначен для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах.
1. МК является обязательным документом.
2. Допускается МК разрабатывать на отдельные виды работ.
4. Допускается взамен МК использовать соответствующую карту технологического процесса.
Карта технологического процесса
Документ предназначен для операционного описания технологического процесса изготовления или ремонта изделия (составных частей изделия) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах.
Карта типового (группового) технологического процесса
Документ предназначен для описания типового (группового) технологического процесса изготовления или ремонта изделий (составных частей изделий) в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов и общих данных о средствах технологического оснащения, материальных и трудовых затратах. Применяется совместно с ВТП.
Документ предназначен для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. Применяется при разработке единичных технологических процессов.
Карта типовой (групповой) операции
Документ предназначен для описания типовой (групповой) технологической операции с указанием последовательности выполнения переходов и общих данных о средствах технологического оснащения и режимах. Применяется совместно с ВТО.
Карта технологической информации
Документ предназначен для указания дополнительной информации, необходимой при выполнении отдельных операций (технологических процессов).
Допускается применять при разработке типовых (групповых) технологических процессов (ТТП, ГТП) для указания переменной информации с привязкой к обозначению изделия (составной его части).
Документ предназначен для указания данных о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия, и применяется при разработке технологических процессов сборки.
Допускается применять КК для указания данных о вспомогательных материалах в других технологических процессах.
Документ предназначен для разработки расчетных данных к технологической операции по нормам времени (выработки), описания выполняемых приемов и применяется при решении задач нормирования трудозатрат.
Карта кодирования информации
Документ предназначен для кодирования информации, используемой при разработке управляющей программы к станкам с программным управлением (ПУ).
Документ предназначен для указания дополнительной информации к технологическим процессам (операциям) по наладке средств технологического оснащения. Применяется при многопозиционной обработке для станков с ПУ, при групповых методах обработки и т.п.
Ведомость технологических маршрутов
Документ предназначен для указания технологического маршрута изготовления или ремонта изделия (составных частей изделия) по подразделениям предприятия и применяется для решения технологических и производственных задач.
Документ предназначен для указания применяемой технологической оснастки при выполнении технологического процесса изготовления или ремонта изделия (составных частей изделия).
Документ предназначен для указания применяемого оборудования, необходимого для изготовления или ремонта изделия (составных частей изделия).
Документ предназначен для указания данных о подетальных нормах расхода материалов, о заготовках, технологическом маршруте прохождения изготавливаемого или ремонтируемого изделия (составных частей изделия). Применяется для решения задач по нормированию материалов.
Ведомость специфицированных норм расхода материалов
Документ предназначен для указания данных о нормах расхода материалов для изготовления или ремонта изделия и применяется для решения задач по нормированию расхода материалов на изделие.
Ведомость удельных норм расхода материалов
Документ предназначен для указания данных об удельных нормах расхода материалов, используемых при выполнении технологических процессов и операций изготовления или ремонта изделия (составных частей изделия), и применяется для решения задач по нормированию расхода материалов.
Документ предназначен для комплексного указания технологической и организационной информации, используемой перед разработкой комплекта (комплектов) документов на технологические процессы (операции), и применяется на одном из первых этапов технологической подготовки производства (ТПП).
Документ предназначен для указания применяемости полного состава деталей, сборочных единиц, средств технологического оснащения и др. Применяется для решения задач ТПП.
Ведомость сборки изделия
Документ предназначен для указания состава деталей и сборочных единиц, необходимых для сборки изделия в порядке ступени входимости, их применяемости и количественного состава.
Документ предназначен для операционного описания технологических операций одного вида формообразования, обработки, сборки и ремонта изделия в технологической последовательности с указанием переходов, технологических режимов и данных о средствах технологического оснащения и норм времени. Применяется совместно с МК или КТП.
Ведомость деталей (сборочных единиц) к типовому (групповому) технологическому процессу (операции)
Документ предназначен для указания состава деталей (сборочных единиц, изделий), изготавливаемых или ремонтируемых по типовому (групповому) технологическому процессу (операции), и переменных данных о материале, средствах технологического оснащения, режимах обработки и трудозатратах.
Ведомость деталей, изготовленных из отходов
Документ предназначен для указания данных о деталях, изготовленных из отходов при раскрое металла.
Документ предназначен для указания изделий (составных частей изделий), подлежащих ремонту, с определением вида ремонта, дефектов и для указания дополнительной технологической информации. Применяется при ремонте изделий (составных частей изделий).
Документ предназначен для указания информации, необходимой при изготовлении стержней для отливок.
Ведомость технологических документов
Документ предназначен для указания полного состава документов, необходимых для изготовления или ремонта изделий (составных частей изделий), и применяется при передаче комплекта документов с одного предприятия на другое.
Ведомость держателей подлинников
Документ предназначен для указания полного состава документов, необходимых при передаче комплекта документов на микрофильмирование.
1. Допускается указывать виды вспомогательных документов на отраслевом уровне.
2. Допускается вводить через дробь в условные обозначения дополнительные признаки, раскрывающие специальное назначение документа, в виде букв русского алфавита, например для ведомости применяемости (ВП), предназначенной:
— для указания данных о технологической оснастке — ВП/О;
— для указания данных о применяемости стандартных деталей (сборочных единиц) — ВП/СД;
— для указания данных о применяемости оригинальных деталей (сборочных единиц) — ВП/ОД и т.д.
2.6. Состав применяемых видов документов определяется разработчиком документов в зависимости от стадий разработки технологической документации и типа производства.
Источник: znaytovar.ru