Настоящий стандарт устанавливает общие правила записи технологической информации в документах на технологические процессы (ТП) и операции машиностроения и приборостроения.
2. НОРМАТИВНЫЕ ССЫЛКИ.
ГОСТ 2.004-88 ЕСКД. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ.
ГОСТ 3.1102-81 ЕСТД. Стадии разработки и виды документов.
ГОСТ 3.1103-82 ЕСТД. Основные надписи.
ГОСТ 3.1105-84 ЕСТД. Формы и правила оформления документов общего назначения.
ГОСТ 3.1109-82 ЕСТД. Термины и определения основных понятий.
ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления маршрутных карт.
ГОСТ 3.1122-84 ЕСТД. Формы и правила оформления документов специального назначения. Ведомости технологические.
ГОСТ 3.1123-84 ЕСТД. Формы и правила оформления технологических документов, применяемых при нормировании расходов материалов.
ГОСТ 3.1201-85 ЕСТД. Система обозначения технологической документации.
Как разработать технологический процесс изготовления детали. 9 основных этапов
3. ОБЩИЕ ПОЛОЖЕНИЯ.
3.1. Технологические документы (далее — документы) на технологические процессы и операции в отличие от других видов документации различаются вносимой технологической информацией (далее — информацией).
3.2. Информация, вносимая в технологические документы, по своему виду подразделяется на:
— информацию с текстом, разбитым на графы;
— информацию со сплошным текстом;
3.2.1. Информация с текстом, разбитым на графы, может быть представлена:
в виде информации, объединенной в специализированные блоки информации с присвоением им определенного служебного символа, например М — для материалов, Е — для трудозатрат и т. п.;
в виде отдельных элементов информации, не привязанных к служебным символам, например, код и наименование операции (в операционных картах), обозначение инструкции по охране труда (ИОТ), данные об опоке, отливке и т. п.
3.2.2. Информацию со сплошным текстом следует применять для указания общих требований к процессу или операции, для записи содержания операций или переходов, указания требований по охране труда и т. п.
3.2.3. Графическую информацию следует применять для иллюстрации выполняемых действий дополнительно к информации со сплошным текстом или с текстом, разбитым на графы.
3.3. В зависимости от назначения в информации со сплошным текстом и информации с текстом, разбитым на графы, можно условно выделить следующие виды информации:
адресная информация о технологическом процессе;
адресная информация об операции (операциях);
информация о применяемых в операции документах;
информация о рабочих местах;
информация о применяемых материалах (основных и вспомогательных);
информация о комплектующих составных частях изделия (детали, сборочные единицы как собственного изготовления, так и покупные);
информация о трудозатратах;
информация общего характера к процессам и операциям;
информация о требованиях к выполняемым действиям;
информация о технологической оснастке;
информация о технологических режимах.
Состав указанных видов информации в привязке к служебным символам (проставляемым в левой части формы документов перед номером строки) в зависимости от применяемых форм документов, имеющих горизонтальное или вертикальное расположение полей подшивки форматов А4 приведен в приложении А .
3.4. Запись информации в документах следует выполнять машинописным, машинным, рукописным способами.
3.4.1. Запись информации машинописным и рукописным способами следует выполнять в соответствии с требованиями ГОСТ 3.1127.
3.4.2. Запись, информации машинным способом следует выполнять в соответствии с требованиями ГОСТ 2.004.
3.5. Подлинники (оригиналы) документов, с которых необходимо получить копии средствами репрографии, в том числе микрографии, должны удовлетворять требованиям, установленным в соответствующих нормативных документах (НД).
4. ПРАВИЛА ЗАПИСИ АДРЕСНОЙ ИНФОРМАЦИИ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ.
4.1. Адресную информацию о технологическом процессе следует указывать на первом листе комплекта документов.
Для документов на процессы, имеющие литеры «А» и «Б», эту функцию выполняет титульный лист (ТЛ) по ГОСТ 3.1105, для документов на процессы, имеющие литеры «О»; « O 1» или «П» — МК или соответствующие формы карт технологических процессов (КТП), а для типовых (групповых) технологических процессов — соответствующие формы карт типовых (групповых) технологических процессов (КТТП).
4.2. Адресная информация о технологическом процессе (далее — адресная информация) включает:
информацию об обозначении изделия (или его составной части) и его наименовании, на которое разработан процесс в соответствии с конструкторским документом;
информацию по Технологическому классификатору деталей машиностроения и приборостроения 1 85 142 (ТКД);
информацию об обозначении комплекта документов на процесс;
информацию по стадии разработки технологического процесса;
информацию по наименованию комплекта документов на технологический процесс;
информацию о лицах, участвующих в согласовании и утверждении комплекта документов на процесс.
4.2.1. При записи в документах обозначения изделия (или его составных частей) и его наименования следует исходить из вида технологического процесса по его организации.
Для единичных технологических процессов (ЕТП) соответствующую информацию следует выбирать из конструкторских документов. При этом допускается: в графе 2 по ГОСТ 3.1103 указывать одно обозначение (предметное или обезличенное) или два (предметное и обезличенное), если это требуют условия технологической подготовки производства.
Для типовых технологических процессов (ТТП) при применении обезличенного обозначения в указанной графе следует проставлять только код классификационной характеристики, являющийся общим для всей группы деталей (сборочных единиц), например:
Для групповых технологических процессов (ГТП), графа не заполняется и в ней указывается прочерк.
При записи наименования изделия или его составной части следует учитывать, что:
для ЕТП — наименование указывается по соответствующему конструкторскому документу с учетом допускаемых сокращений;
для ТТП — указывается обобщенное наименование группы изделий или их составных частей во множественном числе, например рычаги, фланцы, валы и т. п.;
для ГТП — указывается наименование вида покрытия, испытаний, настроечно-регулировочных работ и т. п., например окрашивание ХВ-16; испытания химические на воздействие топлива.
Примечание — При разработке ТТП (ГТП) и применении ТЛ допускается наименование указывать на поле 3 ТЛ по ГОСТ 3.1105, без соответствующей записи в графе 6 основной надписи по ГОСТ 3.1103, например:
«Комплект документов на ТТП обработки резанием»;
«Комплект документов на ГТП окрашивания эмалью ХВ-16».
4.2.2. Информацию по ТКД следует вносить в документы на технологические процессы, разрабатываемые только на детали машиностроения и приборостроения и при условии их специализации по одному технологическому методу, например ТП на обработку резанием детали «вал»; ТП на «кадмирование электрохимическое» и т. п.
Код классификационных группировок технологических признаков по ТКД следует проставлять в графе 3 основной надписи (ГОСТ 3.1103).
Для ЕТП на детали, специализированные по одному из технологических методов, и для ТТП на группу деталей, имеющих общие конструктивные и технологические признаки, следует проставлять технологический код полностью, включая код классификационных группировок основных признаков по технологическому методу изготовления и код классификационных группировок признаков, характеризующих вид детали.
Допускается для ТТП, при необходимости, в графе 3 основной надписи проставлять код только классификационных группировок основных признаков.
Для ГТП на группу деталей, имеющих различные конструктивные признаки и общие технологические признаки, следует проставлять код классификационных группировок вида детали по технологическому методу изготовления.
При условии включения в ТП на деталь более одного технологического метода в графе 3 основной надписи следует проставлять код на доминирующий метод.
Для сборочных единиц графа 3 основной надписи не заполняется и в ней следует проставлять прочерк.
Допускается по усмотрению разработчика документов в графе 3 проставлять технологический код сборочных единиц по имеющимся на предприятии технологическим классификаторам сборочных единиц.
4.2.3. Информацию об обозначении комплекта документов на процесс следует указывать в соответствии с ГОСТ 3.1201.
4.2.4. Информацию по стадии разработки процесса следует указывать в соответствии с ГОСТ 3.1102 в графе 5 основной надписи, начиная с левой стороны, оставляя две последующие графы для внесения изменений.
Запись литеры в документах в основном должна соответствовать литере конструкторского документа. Исключение составляют:
1. Технологические документы с литерой «П» («Предварительный проект»), которые разрабатываются на основе конструкторских документов, имеющих литеру «Э» («Эскизный проект») или литеру «Т» («Технический проект»).
2. При разработке ТТП или ГТП на группу деталей (сборочных единиц), имеющих разные стадии разработки конструкторских документов, соответствующий процесс должен быть разработан с учетом имеющейся высшей стадии, например в группу деталей, обрабатываемых по ТТП, входят детали, имеющие литеры по конструкторским документам О; O 1; О2; А. ТТП должен быть разработан на стадии «А».
4.2.5. Информацию по наименованию комплекта документов на технологический процесс и информацию о лицах, участвующих в согласовании и утверждении комплекта документов на процесс с применением ТЛ следует записывать по ГОСТ 3.1105.
При отсутствии ТЛ и применении в качестве первого (заглавного) листа виды других документов (МК, КТП, КТТП) соответствующую запись информации по наименованию комплекта документов не производят, а вместо обозначения комплекта документов на процесс указывают обозначение того вида документа, на котором описывается технологический процесс, например для ЕТП на деталь, обрабатываемую с применением электрофизического метода, описанного на МК, обозначение процесса по ГОСТ 3.1201 будет — АБВГ.10175.00001.
5. ПРАВИЛА ЗАПИСИ АДРЕСНОЙ ИНФОРМАЦИИ ОБ ОПЕРАЦИИ (ОПЕРАЦИЯХ).
5.1. Адресная информация об операции (операциях) указывается в начале документа (после основных надписей) и включает:
указательную информацию по месту выполнения соответствующих действий, т. е. обозначение цеха, участка, рабочего места;
порядковый номер операции;
код операции по Классификатору технологических операций машиностроения и приборостроения 1 85 151 (далее — КТО), а также ее наименование.
5.2. Запись информации по обозначениям цеха, участка и рабочего места в документах следует выполнять в соответствии с порядком, установленным на предприятии (в организации) по усмотрению разработчика документов. Информация по обозначению рабочих мест характерна для процессов и операций, выполняемых на конвейере или автоматических линиях и в связи с этим заполняется по усмотрению разработчика документов. В условиях обработки содержащейся в документах информации с применением средств вычислительной техники указанная информация должна записываться в виде кодов (условных обозначений с применением определенной значности. Например, если на предприятии имеется более 9 производственных цехов (подразделений предприятия), то их код должен записываться двумя знаками, например цех 01; 04; 25 и т. п. Это же условие характерно и для обозначения производственных участков.
5.3. Нумерацию операций следует выполнять числами ряда арифметической прогрессии, например 5; 10; 15; 20 и т. д. Промежуточные цифры, при необходимости, используются для нумерации операций, разрабатываемых дополнительно или взамен аннулированных, ввиду изменения чертежа, уточнения технологического процесса и т. п. Нумерация аннулированной операции не применяется.
Например, в МК аннулирована операция 15 и вместо нее вводятся две другие операции: одной из них присваивается номер 16, другой 17, а номер 15 больше не применяется.
5.3.1. В условиях обработки или проектирования документов с применением средств вычислительной техники нумерацию операций следует выполнять трехзначным числом, например 005; 010; 015 и т. д.
Допускается применять четырехзначную нумерацию, например 0005; 0010; 0015; 0020 и т. д.
5.4 Запись кода операции следует выполнять в соответствии с КТО.
В случае отсутствия операции в КТО следует использовать резервные коды в классификационных таблицах, с последующим уведомлением об этом головной организации по ведению технологических классификаторов для дополнительного введения операции в КТО.
5.4.1. Выбор соответствующего кода операции следует выполнять по ее наименованию, применительно к технологическому методу, например для наименования операции «круглошлифовальная» ее код по КТО будет 4130; а для «термической резки кислородной» — 9172 и т. д.
5.4.2. Для выбора кода операций, имеющих общий характер действий, необусловленных конкретным технологическим методом, следует использовать в КТО табл. 2 «Операции общего назначения», например «Промывка», «Приготовление смеси» и т. д.
5.4.3. Запись кода операции следует выполнять в соответствующей графе документа перед ее наименованием, например:
«7381. Окрашивание струйным обливом с выдержкой в парах растворителя».
5.4.4. Запись кода операции следует выполнять только в случаях, когда информация в документах обрабатывается средствами вычислительной техники.
5.5. Запись наименования операции следует выполнять по КТО в полной или краткой форме после кода операции с прописной буквы в нижней части строки (оставляя верхнюю часть для внесения изменений).
При невозможности размещения такой информации на одной строке ее переносят на последующие.
Между кодом и наименованием операции следует оставлять 3 — 4 знака, например, «2128. Гибка».
Выбор формы записи наименования операции определяет разработчик документа.
5.5.1. Полная форма записи наименования операций характерна для таких технологических методов, как например, пайка, сварка, окрашивание и т. д. и соответствующий порядок расположения информации определен таблицами КТО, например, «8043. Пайка готовым припоем в активной газовой среде индукционная».
5.5.2. Краткая форма записи наименования операции устанавливается при условии указания сокращенной соответствующей информации в других графах. Например, для указанного в предыдущем пункте примера наименования операции пайка имеется следующая дополнительная информация, которая свидетельствует в одном случае: об активной газовой среде, которая должна указываться в строках с привязкой к служебному символу «М» перед описанием содержания операции, а в другом « . индукционная» — информация, относящаяся к применяемому оборудованию. Таким образом возможна 2-х вариантная запись наименования указанной операции в краткой форме:
1-й вариант — «8043. Пайка готовым припоем»;
2-й вариант — «8043. Пайка готовым припоем индукционная».
6. ПРАВИЛА ЗАПИСИ ИНФОРМАЦИИ О ПРИМЕНЯЕМЫХ В ОПЕРАЦИЯХ ДОКУМЕНТАХ.
6.1. Запись информации о применяемых в операции документах выполняется в двух следующих случаях:
в маршрутной карте, карте технологического процесса, карте типового технологического процесса, ведомости деталей (сборочных единиц) к типовому (групповому) технологическому процессу (ВТП);
в операционной карте (ОК), карте типовой (групповой) операции (КТО), карте технологической информации (КТИ), ведомости деталей (сборочных единиц) к типовой (групповой) операции (ВТО) — в документах, где содержится основная информация о выполняемой операции.
6.2. Для первого случая в документах приводятся обозначения только тех документов, которые раскрывают комплектность на процесс, к которым относятся:
ведомость оснастки (ВО) формы 2 и 2а; 3 и 3а по ГОСТ 3.1122;
комплектовочная карта (КК) формы 6 и 6а; 7 и 7а по ГОСТ 3.1123;
ведомость удельных норм расхода материалов (ВУН) формы 4 и 4а; 5 и 5а по ГОСТ 3.1123.
6.2.1. ВО разрабатывается по усмотрению разработчиков документов и при ее входимости в комплект документов на процесс, ссылку на ее обозначение по ГОСТ 3.1201 следует выполнять к любой первой операции, перед ссылкой на ОК и другие виды документов.
6.2.2. КК, как правило, разрабатывается к технологическим процессам сборки. Как правило, она указывается к первой операции «Комплектование».
При условии оформления к таким процессам ВО соответствующая ссылка на ее обозначение приводится перед обозначением КК.
6.2.3. ВУН разрабатывается к технологическим процессам получения покрытий и при ее входимости в комплект документов на процесс. Ссылку на ее обозначение по ГОСТ 3.1201 следует выполнять к любой операции перед соответствующим обозначением ОК и других видов документов.
6.3. В документах, где содержится основная информация о выполняемой операции (ОК, КТО, КТИ, ВТО и т. п.), следует приводить соответствующие ссылки на обозначения документов по ГОСТ 3.1201, которыми должен руководствоваться исполнитель при выполнении операции.
К таким документам относятся:
«Технологические инструкции» (ТИ) на подготовку средств технологического оснащения к работе и эксплуатации, на приготовление растворов, смесей, компаундов и других материалов;
ТИ на типовые действия и т.п.;
«Инструкции по охране труда».
6.4. Документы, приведенные в 6.3, не должны дублироваться в сводных документах на процессы.
6.5. Порядок ссылок на обозначения видов документов, входящих в комплект документов на процесс по их иерархии приведен в таблице 1.
Источник: www.tehlit.ru
Технологический процесс
Первые достоверно известные технологические процессы были разработаны в древнем Шумере — на глиняной табличке клинописью был описан по операциям порядок приготовления пива. С тех пор способы описания технологий производства продуктов питания, инструментов, домашней утвари, оружия и украшений — всего, что изготавливало человечество, многократно усложнились и усовершенствовались. Современный технологический процесс может состоять из десятков, сотен и даже тысяч отдельных операций, он может быть многовариантным и ветвиться в зависимости от различных условий. Выбор той или иной технологии- это непросто выбор тех или иных станков, инструмента и оснастки. Нужно также обеспечить соответствие требованиям технических условий, плановых и финансовых показателей.

Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.

Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.

Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.

Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.

Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.

Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы.
В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.

Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.
Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Особенно важно это для крупногабаритных и сложных деталей, установка которых отнимает много времени.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.

Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Для того чтобы из идей и расчетов технологический процесс превратился в реальность, необходимы физические средства его выполнения.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия. Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия.
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Источник: sterbrust.tech
ГОСТ 21.408-93 СПДС. Правила выполнения рабочей документации автоматизации технологических процессов
1 РАЗРАБОТАН Государственным проектным, конструкторским институтом «Проектмонтажавтоматика» и Центральным научно-исследовательским и проектно-экспериментальным институтом по методологии, организации, экономике и автоматизации проектирования (ЦНИИпроект)
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве 10 ноября 1993 г.
За принятие стандарта проголосовали:
Наименование государства
Наименование органа государственного управления строительством
Госстрой Азербайджанской Республики
Госупрархитектуры Республики Армения
Госстрой Республики Беларусь
Минстрой Республики Казахстан
Госстрой Кыргызской Республики
Госстрой Республики Таджикистан
3 ВВЕДЕН ВПЕРВЫЕ
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 декабря 1994 г. в качестве государственного стандарта Российской Федерации постановлением Госстроя России от 5 апреля 1994 г. № 18-26
1 Область применения
2 Нормативные ссылки
3 Общие положения
4 Основной комплект рабочих чертежей систем автоматизации
4.1. Состав основного комплекта рабочих чертежей систем автоматизации
4.2 Общие данные по рабочим чертежам
4.3 Схемы автоматизации
4.4 Схемы принципиальные
4.5 Схемы (таблицы) соединений и подключения внешних проводок
4.6 Чертежи расположения оборудования и внешних проводок систем автоматизации
4.7 Чертежи установок средств автоматизации
5 Эскизные чертежи общих видов нетиповых средств автоматизации
6 Спецификация оборудования, изделий и материалов
Перечень основных комплектов рабочих чертежей систем автоматизации технологических процессов
Пример выполнения схемы автоматизации развернутым способом
Пример выполнения схемы автоматизации упрощенным способом
Пример выполнения принципиальной пневматической схемы контура управления
Пример выполнения принципиальной схемы пневмопитания
Условные графические обозначения
Пример выполнения чертежа установки
Система проектной документации для строительства
ПРАВИЛА ВЫПОЛНЕНИЯ РАБОЧЕЙ ДОКУМЕНТАЦИИ
АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
System of design documents for construction.
Roles of industrial process automation working documentation execution
Дата введения 1994-12-01
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает состав и правила оформления рабочей документации систем автоматизации технологических процессов и инженерных систем (далее — систем автоматизации) проектируемых объектов строительства различного назначения.
Требования настоящего стандарта распространяются на рабочую документацию технического обеспечения АСУ ТП, разрабатываемую по ГОСТ 34.201.
Стандарт не распространяется на рабочую документацию систем автоматизации централизованного управления энергоснабжением.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.701-84 ЕСКД. Схемы. Виды и типы. Общие требования к выполнению
ГОСТ 2.702-75 ЕСКД. Правила выполнения электрических схем
ГОСТ 2.710-81 ЕСКД. Обозначения буквенно-цифровые в электрических схемах
ГОСТ 2.722-69 ЕСКД. Обозначения условные графические в схемах. Машины электрические
ГОСТ 2.732-68 ЕСКД. Обозначения условные графические в схемах. Источники света
ГОСТ 2.741-68 ЕСКД. Обозначения условные графические в схемах. Приборы акустические
ГОСТ 2.780-68 ЕСКД. Обозначения условные графические в схемах. Элементы гидравлических и пневматических сетей
ГОСТ 2.781-68 ЕСКД. Обозначения условные графические в схемах. Аппараты гидравлические и пневматические направляющие и регулирующие, приборы контрольно-измерительные
ГОСТ 2.782-68 ЕСКД. Обозначения условные графические. Насосы и двигатели гидравлические и пневматические
ГОСТ 2.784-70 ЕСКД. Обозначения условные графические. Элементы трубопроводов
ГОСТ 2.785-70 ЕСКД. Обозначения условные графические. Арматура трубопроводная
ГОСТ 2.788-74 ЕСКД. Обозначения условные графические. Аппараты выпарные
ГОСТ 2.789-74 ЕСКД. Обозначения условные графические. Аппараты теплообменные
ГОСТ 2.790-74 ЕСКД. Обозначения условные графические. Аппараты колонные
ГОСТ 2.791-74 ЕСКД. Обозначения условные графические. Отстойники и фильтры
ГОСТ 2.792-74 ЕСКД. Обозначения условные графические. Аппараты сушильные
ГОСТ 2.793-79 ЕСКД. Обозначения условные графические. Элементы и устройства машин и аппаратов химических производств. Общие обозначения
ГОСТ 2.794-79 ЕСКД. Обозначения условные графические. Устройства питающие и дозирующие
ГОСТ 2.795-80 ЕСКД. Обозначения условные графические. Центрифуги
ГОСТ 8.417-81 ГСИ. Единицы физических величин
ГОСТ 21.101-93 СПДС. Основные требования к рабочей документации
ГОСТ 21.110-95 СПДС. Правила выполнения спецификации оборудования, изделий и материалов
ГОСТ 21.401-88 СПДС. Технология производства. Основные требования к рабочим чертежам
ГОСТ 21.404-85 СПДС. Автоматизация технологических процессов. Обозначения условные приборов и средств автоматизации в схемах
ГОСТ 21.614-88 СПДС. Изображения условные графические электрооборудования и проводок на планах
ГОСТ 34.201-89 Информационная технология. Комплекс стандартов на автоматизированные системы. Виды, комплектность и обозначение документов при создании автоматизированных систем
ГОСТ 14202-69 Трубопроводы промышленных предприятий. Опознавательная окраска, предупреждающие знаки и маркировочные щитки
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 Рабочую документацию систем автоматизации выполняют в соответствии с требованиями настоящего стандарта, ГОСТ 21.101 и других взаимосвязанных стандартов Системы проектной документации для строительства (СПДС) и Единой системы конструкторской документации (ЕСКД).
3.2 В состав рабочей документации систем автоматизации включают:
— рабочие чертежи, предназначенные для производства работ по монтажу технических средств автоматизации* (основные комплекты рабочих чертежей систем автоматизации марок А . , приведенные в приложении А);
— эскизные чертежи общих видов нетиповых средств автоматизации;
— спецификацию оборудования, изделий и материалов (далее — спецификация оборудования).
3.3 Одновременно с рабочей документацией систем автоматизации разрабатывают техническую документацию на изготовление и поставку на объект строительства технических средств автоматизации, в том числе:
— опросные листы на приборы;
— карты заказа на электроаппараты;
— таблицы соединений и подключения проводок в щитах и пультах**;
— документацию для заказа комплексов средств централизованного контроля и регулирования, телемеханики, вычислительной техники, программно-технических комплексов, микропроцессорных средств и контроллеров, систем и установок пневмоавтоматики и др. (далее — комплексы технических средств***).
* К техническим средствам автоматизации относят приборы, регуляторы, функциональные блоки, исполнительные механизмы, регулирующие органы (далее — приборы), а также электроаппараты, щиты, пульты, комплексы и др. средства автоматизации.
** Выполняют при необходимости.
*** Выполняют по требованию заказчика
3.4 На чертежах и схемах элементы систем автоматизации изображают сплошной толстой основной линией, технологическое оборудование, коммуникации и строительные конструкции изображают упрощенно — сплошной тонкой линией.
4 ОСНОВНОЙ КОМПЛЕКТ РАБОЧИХ ЧЕРТЕЖЕЙ
СИСТЕМ АВТОМАТИЗАЦИИ
4.1 Состав основного комплекта рабочих чертежей систем автоматизации
4.1.1 В основной комплект рабочих чертежей систем автоматизации марки А . (далее основной комплект) в общем случае включают:
— общие данные по рабочим чертежам;
— схемы принципиальные (электрические, пневматические);
— схемы (таблицы) соединений и подключения внешних проводок;
— чертежи расположения оборудования и внешних проводок;
— чертежи установок средств автоматизации.
4.1.2 Объекты управления (отделения, системы, установки, агрегаты, аппараты) и относящиеся к ним средства автоматизации, не связанные между собой и имеющие одинаковое оснащение системами автоматизации, изображают на схемах и планах расположения один раз, поясняя текстовыми указаниями.
4.1.3 Основной комплект допускается оформлять самостоятельными документами с присвоением им базового обозначения, марки основного комплекта и добавлением (через точку) порядкового номера документа (арабскими цифрами).
Пример — ХХХХ-ХХ-АТХ1.1; ХХХХ-ХХ-АТХ1.2 и т. д.
4.1.4 Для объектов с небольшим объемом монтажных работ по автоматизации допускается объединять рабочие чертежи автоматизации различных технологических процессов и инженерных систем в один основной комплект, если их монтаж осуществляет одна монтажная организация. Объединенному основному комплекту присваивают марку АК.
4.1.5 В случае применения приборов с радиоизотопными методами измерения рабочие чертежи для их монтажа выделяют в самостоятельный основной комплект.
4.2 Общие данные по рабочим чертежам
4.2.1 Общие данные по рабочим чертежам (далее — общие данные) выполняют по ГОСТ 21.101. При этом ведомость спецификаций не составляют.
4.2.2 Дополнительно к указанным в ГОСТ 21.101 данным включают:
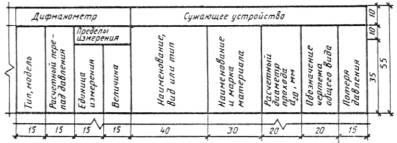
— таблицу исходных данных и результатов расчетов сужающих устройств (не поставляемых промышленностью) по форме 1*;
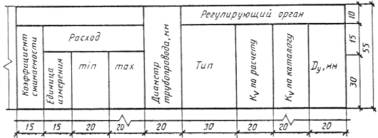
— таблицу исходных данных и результатов расчетов регулирующих органов по форме 2*;
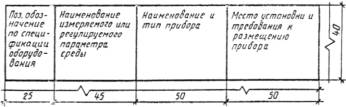
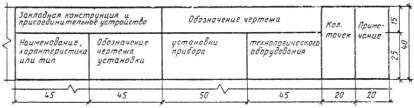
— перечень закладных конструкции, первичных приборов (размещаемых на технологическом, санитарно-техническом и другом оборудовании и коммуникациях) по форме 3.
В перечень закладных конструкций, первичных приборов и средств автоматизации включают:
— закладные конструкции, предназначенные для установки приборов измерения температуры, отборных устройств давления, уровня, состава и качества вещества;
— первичные приборы (объемные и скоростные счетчики, сужающие устройства, ротаметры, датчики расходомеров и концентратомеров);
— поплавковые и буйковые датчики уровнемеров и сигнализаторов уровня;
* Если сужающие устройства и регулирующие органы являются составной частью систем автоматизации, поставляемых комплектно с оборудованием, указанные таблицы не выполняют.
4.2.3 При оформлении основного комплекта отдельными документами в состав общих данных включают ведомость документов по форме 2 ГОСТ 21.101, а в каждый из последующих документов — ведомость рабочих чертежей документа по форме 1 ГОСТ 21.101 и ссылку на общие данные.
Форма 1 Исходные данные и результаты расчетов сужающих устройств
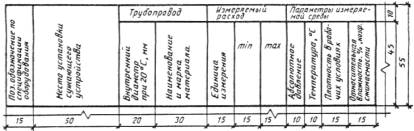
Окончание формы 1
Форма 2 Исходные данные и результаты расчетов регулирующих органов
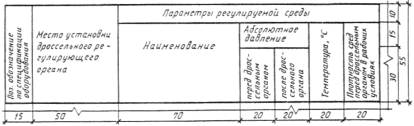
Окончание формы 2
Форма 3 Перечень закладных конструкций, первичных приборов
Окончание формы 3
4.3 Схемы автоматизации
4.3.1 Схемы автоматизации разрабатывают в целом на технологическую (инженерную) систему или ее часть — технологическую линию, блок оборудования, установку или агрегат.
Схему автоматизации допускается совмещать со схемой соединений (монтажной), выполняемой в составе основного комплекта марки ТХ по ГОСТ 21.401, или со схемами инженерных систем.
4.3.2 На схеме автоматизации изображают:
1) технологическое и инженерное оборудование и коммуникации (трубопроводы, газоходы, воздуховоды) автоматизируемого объекта (далее — технологическое оборудование);
2) технические средства автоматизации или контуры контроля, регулирования и управления*;
3) линии связи между отдельными техническими средствами автоматизации или контурами (при необходимости).
* Контур контроля, регулирования и управления — это совокупность отдельных функционально связанных приборов, выполняющих определенную задачу по контролю, регулированию, сигнализации, управлению и т. п.
4.3.3 Технологическое оборудование на схемах автоматизации рекомендуется изображать в соответствии со схемой соединении, принятой в основном комплекте марки ТХ или схемами инженерных систем. При этом допускается упрощать изображение технологического оборудования, не показывая на схеме оборудование, коммуникации и их элементы, которые, не оснащаются техническими средствами автоматизации и не влияют на работу систем автоматизации.
4.3.4 При отсутствии в основном комплекте марки ТХ схемы соединений технологическое оборудование изображают с учетом требований следующих стандартов:
— оборудование — по ГОСТ 2.780, ГОСТ 2.782, ГОСТ 2.788, ГОСТ 2.789, ГОСТ 2.790, ГОСТ 2.791, ГОСТ 2.792, ГОСТ 2.793, ГОСТ 2.794, ГОСТ 2.795;
— коммуникации в зависимости от транспортируемых сред в соответствии с приложением 3 ГОСТ 14202;
— трубопроводную запорную арматуру, используемую в системах автоматизации (не регулирующую) — по ГОСТ 2.785.
Условные графические и буквенные обозначения приборов и контуров контроля и управления принимают по ГОСТ 21.404. Буквенные обозначения измеряемых величин и функциональных признаков приборов указывают в верхней части окружности (овала).
Линии связи между приборами и контурами контроля и управления изображают на схемах сплошной тонкой линией независимо от вида сигналов и количества проходов и труб.
4.3.5 Схемы автоматизации выполняют двумя способами:
1) развернутый, при котором на схеме изображают состав и место расположения технических средств автоматизации каждого контура контроля и управления.
2) упрощенный, при котором на схеме изображают основные функции контуров контроля и управления (без выделения входящих в них отдельных технических средств автоматизации и указания места расположения).
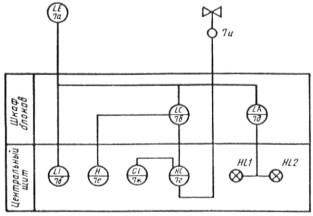
4.3.6 Развернутый способ выполнения схем автоматизации
4.3.6.1 Технологическое оборудование изображают в верхней части схемы.
Приборы, встраиваемые в технологические коммуникации, показывают в разрыве линии изображения коммуникаций в соответствии с рисунком 1, устанавливаемые на технологическом оборудовании (с помощью закладных устройств) показывают рядом — в соответствии с рисунком 2.

4.3.6.2 Остальные технические средства автоматизации показывают условными графическими обозначениями в прямоугольниках, расположенных в нижней части схемы. Каждому прямоугольнику присваивают заголовки, соответствующие показанным в них техническим средствам.
Первым располагают прямоугольник, в котором показаны внещитовые приборы, конструктивно не связанные с технологическим оборудованием, с заголовком «Приборы местные», ниже — прямоугольники, в которых показаны щиты и пульты, а также комплексы технических средств (при необходимости).
Заголовки прямоугольников, предназначенных для изображения щитов и пультов, принимают в соответствии с наименованиями, принятыми в эскизных чертежах общих видов, для комплексов технических средств — в соответствии с их записью в спецификации оборудования.
4.3.6.3 На схеме автоматизации буквенно-цифровые обозначения приборов указывают в нижней части окружности (овала) или с правой стороны от него, обозначения электроаппаратов — справа от их условного графического обозначения.
При этом обозначения технических средств присваивают по спецификации оборудования и составляют из цифрового обозначения соответствующего контура и буквенного обозначения (прописными буквами русского алфавита) каждого элемента, входящего в контур (в зависимости от последовательности прохождения сигнала).
При большом количестве приборов допускается применять обозначения, в которых первый знак соответствует условному обозначению измеряемой величины, последующие знаки — порядковому номеру контура в пределах измеряемой величины.
Электроаппараты, входящие в систему автоматизации (звонки, сирены, сигнальные лампы, табло, электродвигатели и др.) показывают на схеме графическими условными обозначениями по ГОСТ 2.722, ГОСТ 2.732, ГОСТ 2.741 и присваивают им буквенно-цифровые обозначения по ГОСТ 2.710.
4.3.6.4 Линии связи допускается изображать с разрывом при большой протяженности и/или при сложном их расположении. Места разрывов линий связи нумеруют арабскими цифрами в порядке их расположения в прямоугольнике с заголовком «Приборы местные».
Допускается пересечение линий связи с изображениями технологического оборудования. Пересечение линий связи с обозначениями приборов не допускается.
4.3.6.5 На линиях связи указывают предельные (максимальные или минимальные) рабочие значения измеряемых (регулируемых) величин по ГОСТ 8.417 или в единицах шкалы выбираемого прибора. Для обозначения разрежения (вакуума) ставят «минус». Для приборов, встраиваемых непосредственно в технологическое оборудование и не имеющих линий связи с другими приборами, предельные значения величин указывают рядом с обозначением приборов.
4.3.6.6 Технологическое оборудование допускается не изображать на схеме в случаях, когда точки контроля и управления в технологических цехах немногочисленны (например, в рабочей документации по диспетчеризации). В этом случае в верхней части схемы вместо изображения технологического оборудования приводят таблицу по рисунку 3, в графах которой указывают наименование оборудования и коммуникаций.
Вход в цех гидрогенизации
4.3.6.7 Пример выполнения схемы автоматизации развернутым способом приведен в приложении Б.
4.3.7 Упрощенный способ выполнения схем автоматизации
4.3.7.1 При упрощенном способе выполнения схем автоматизации контуры контроля и управления, а также одиночные приборы наносят рядом с изображением технологического оборудования и коммуникаций (или в их разрыве) по рисункам 1 и 2.
В нижней части схемы рекомендуется приводить таблицу контуров в соответствии с приложением В. В таблице контуров указывают номера контуров и номер листа основного комплекта, на котором приведен состав каждого контура.
4.3.7.2 Контур (независимо от количества входящих в него элементов) изображают в виде окружности (овала), разделенного горизонтальной чертой. В верхнюю часть окружности записывают буквенное обозначение, определяющее измеряемый (регулируемый) параметр и функции, выполняемые данным контуром, в нижнюю — номер контура. Для контуров систем автоматического регулирования, кроме того, на схеме изображают исполнительные механизмы, регулирующие органы и линию связи, соединяющую контуры с исполнительными механизмами.
Предельные рабочие значения измеряемых (регулируемых) величин указывают рядом с графическими обозначениями контуров или в дополнительной графе таблицы контуров.
4.3.7.3 Состав каждого контура должен быть приведен на:
— принципиальной (электрической, пневматической) схеме контроля, регулирования и управления;
— схеме соединений внешних проводок.
4.3.7.4 Когда на схемах автоматизации сложно привести полный состав элементов контура, разрабатывают структурную схему контура, пример выполнения которой приведен на рисунке 4.
Пример выполнения структурной схемы
4.3.7.5 Пример выполнения схемы автоматизации упрощенным способом приведен в приложении В.
4.4 Схемы принципиальные
4.4.1 В зависимости от назначения и применяемых средств автоматизации разрабатывают:
— принципиальные электрические и пневматические схемы контуров контроля регулирования и управления;
— принципиальные схемы питания.
Принципиальные электрические схемы управления электроприводами оборудования и трубопроводной арматуры включают в состав основного комплекта при управлении ими со щитов и пультов систем автоматизации.
Принципиальные схемы контуров контроля и регулирования допускается не разрабатывать, если взаимные связи приборов и аппаратов, входящих в них, просты и однозначны и могут быть показаны на других чертежах основного комплекта. Допускается совмещение схем различного функционального назначения (например, схемы питания со схемой управления) с соблюдением правил выполнения этих схем, приведенных ниже.
4.4.2 Электрические схемы выполняют по ГОСТ 2.701 и ГОСТ 2.702. На электрических схемах допускается:
— не приводить обозначения выводов электроаппаратов, если они приведены в технической документации на щиты и пульты;
— не включать в обозначение элементов квалифицирующие символы.
4.4.3 Схемы с применением комбинированных средств автоматики (пневматических и электрических) выполняют по ГОСТ 2.701.
4.4.4 На принципиальных схемах данные о технических средствах записывают в перечень элементов по ГОСТ 2.701.
Допускается в перечень элементов записывать аппаратуру группами соответственно местам их установки. Этим группам присваивают заголовки и указывают их в графе «Наименование».
Пример — «Аппараты по месту», «Щит управления» и т. п.
4.4.5 На пневматических схемах контуров контроля и управления показывают:
— приборы, входящие в состав контуров;
— пневматические командные линии связи и линии пневмопитания;
— линии подвода электропитания.
Импульсные линии связи, подводящие измеряемые и регулируемые среды к датчикам, измерительным приборам и регуляторам на пневматических схемах не изображают.
4.4.6 Приборы (за исключением исполнительных механизмов и регулирующих органов, изображаемых по ГОСТ 21.404) показывают упрощенно в виде прямоугольников. При этом показывают:
— в кружках, располагаемых по контуру прямоугольника — обозначения входных и выходных присоединений приборов (штуцеров) для подключения командных линий связи и питания, установленных в технической документации на прибор, или на соответствующей схеме;
— внутри прямоугольника — буквенно-цифровое обозначение прибора.
4.4.7 Обозначения присоединительных штуцеров наиболее распространенных приборов приведены в таблице 1.
Источник: znaytovar.ru
ГОСТ 21.408-93 Система проектной документации для строительства. Правила выполнения рабочей документации автоматизации технологических процессов.
1 РАЗРАБОТАН Государственным проектным, конструкторским институтом «Проектмонтажавтоматика» и Центральным научно-исследовательским и проектно-экспериментальным институтом по методологии, организации, экономике и автоматизации проектирования (ЦНИИпроект)
ВНЕСЕН Госстроем России
2 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве 10 ноября 1993 г.
За принятие стандарта проголосовали:
Наименование органа государственного управления строительством
Госстрой Азербайджанской Республики
Госупрархитектуры Республики Армения
Госстрой Республики Беларусь
Минстрой Республики Казахстан
Госстрой Кыргызской Республики
Госстрой Республики Таджикистан
3 ВВЕДЕН ВПЕРВЫЕ
4 ВВЕДЕН В ДЕЙСТВИЕ с 1 декабря 1994 г. в качестве государственного стандарта Российской Федерации постановлением Госстроя России от 5 апреля 1994 г. N 18-26
1 Область применения
Настоящий стандарт устанавливает состав и правила оформления рабочей документации систем автоматизации технологических процессов и инженерных систем (далее — систем автоматизации) проектируемых объектов строительства различного назначения.
Требования настоящего стандарта распространяются на рабочую документацию технического обеспечения АСУ ТП, разрабатываемую по ГОСТ 34.201.
Стандарт не распространяется на рабочую документацию систем автоматизации централизованного управления энергоснабжением.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.701-84 ЕСКД. Схемы. Виды и типы. Общие требования к выполнению
ГОСТ 2.702-75 ЕСКД. Правила выполнения электрических схем
ГОСТ 2.710-81 ЕСКД. Обозначения буквенно-цифровые в электрических схемах
ГОСТ 2.722-69* ЕСКД. Обозначения условные графические в схемах. Машины электрические
* Вероятно ошибка оригинала. Следует читать ГОСТ 2.722-68 ЕСКД. Обозначения условные графические в схемах. Машины электрические. — Примечание «КОДЕКС».
ГОСТ 2.732-68 ЕСКД. Обозначения условные графические в схемах. Источники света
ГОСТ 2.741-68 ЕСКД. Обозначения условные графические в схемах. Приборы акустические
ГОСТ 2.780-68 ЕСКД. Обозначения условные графические в схемах. Элементы гидравлических и пневматических сетей
ГОСТ 2.781-68 ЕСКД. Обозначения условные графические в схемах. Аппараты гидравлические и пневматические направляющие и регулирующие, приборы контрольно-измерительные
ГОСТ 2.782-68 ЕСКД. Обозначения условные графические. Насосы и двигатели гидравлические и пневматические
ГОСТ 2.784-70 ЕСКД. Обозначения условные графические. Элементы трубопроводов
ГОСТ 2.785-70 ЕСКД. Обозначения условные графические. Арматура трубопроводная
ГОСТ 2.788-74 ЕСКД. Обозначения условные графические. Аппараты выпарные
ГОСТ 2.789-74 ЕСКД. Обозначения условные графические. Аппараты теплообменные
ГОСТ 2.790-74 ЕСКД. Обозначения условные графические. Аппараты колонные
ГОСТ 2.791-74 ЕСКД. Обозначения условные графические. Отстойники и фильтры
ГОСТ 2.792-74 ЕСКД. Обозначения условные графические. Аппараты сушильные
ГОСТ 2.793-79 ЕСКД. Обозначения условные графические. Элементы и устройства машин и аппаратов химических производств. Общие обозначения
ГОСТ 2.794-79 ЕСКД. Обозначения условные графические. Устройства питающие и дозирующие
ГОСТ 2.795-80 ЕСКД. Обозначения условные графические. Центрифуги
ГОСТ 8.417-81 ГСИ. Единицы физических величин
ГОСТ 21.101-93 СПДС. Основные требования к рабочей документации
ГОСТ 21.110-95 СПДС. Правила выполнения спецификации оборудования, изделий и материалов
ГОСТ 21.401-88 СПДС. Технология производства. Основные требования к рабочим чертежам
ГОСТ 21.404-85 СПДС. Автоматизация технологических процессов. Обозначения условные приборов и средств автоматизации в схемах
ГОСТ 21.614-88 СПДС. Изображения условные графические электрооборудования и проводок на планах
ГОСТ 34.201-89 Информационная технология. Комплекс стандартов на автоматизированные системы. Виды, комплектность и обозначение документов при создании автоматизированных систем
ГОСТ 14202-69 Трубопроводы промышленных предприятий. Опознавательная окраска, предупреждающие знаки и маркировочные щитки
3 Общие положения
3.1 Рабочую документацию систем автоматизации выполняют в соответствии с требованиями настоящего стандарта, ГОСТ 21.101 и других взаимосвязанных стандартов Системы проектной документации для строительства (СПДС) и Единой системы конструкторской документации (ЕСКД).
3.2 В состав рабочей документации систем автоматизации включают:
— рабочие чертежи, предназначенные для производства работ по монтажу технических средств автоматизации* (основные комплекты рабочих чертежей систем автоматизации марок А…, приведенные в приложении А);
— эскизные чертежи общих видов нетиповых средств автоматизации;
— спецификацию оборудования, изделий и материалов (далее — спецификация оборудования).
* К техническим средствам автоматизации относят приборы, регуляторы, функциональные блоки, исполнительные механизмы, регулирующие органы (далее — приборы), а также электроаппараты, щиты, пульты, комплексы и др. средства автоматизации
3.3 Одновременно с рабочей документацией систем автоматизации разрабатывают техническую документацию на изготовление и поставку на объект строительства технических средств автоматизации, в том числе:
— опросные листы на приборы;
— карты заказа на электроаппараты;
— таблицы соединений и подключения проводок в щитах и пультах*;
— документацию для заказа комплексов средств централизованного контроля и регулирования, телемеханики, вычислительной техники, программно-технических комплексов, микропроцессорных средств и контроллеров, систем и установок пневмоавтоматики и др. (далее — комплексы технических средств**).
* Выполняют при необходимости
** Выполняют по требованию заказчика
3.4 На чертежах и схемах элементы систем автоматизации изображают сплошной толстой основной линией, технологическое оборудование, коммуникации и строителные конструкции изображают упрощенно — сплошной тонкой линией.
4 Основной комплект рабочих чертежей систем автоматизации
4.1 Состав основного комплекта рабочих чертежей систем автоматизации
4.1.1 В основной комплект рабочих чертежей систем автоматизации марки А… (далее основной комплект) в общем случае включают:
— общие данные по рабочим чертежам;
— схемы принципиальные (электрические, пневматические);
— схемы (таблицы) соединений и подключения внешних проводок;
— чертежи расположения оборудования и внешних проводок;
— чертежи установок средств автоматизации.
4.1.2 Объекты управления (отделения, системы, установки, агрегаты, аппараты) и относящиеся к ним средства автоматизации, не связанные между собой и имеющие одинаковое оснащение системами автоматизации, изображают на схемах и планах расположения один раз, поясняя текстовыми указаниями.
4.1.3 Основной комплект допускается оформлять самостоятельными документами с присвоением им базового обозначения, марки основного комплекта и добавлением (через точку) порядкового номера документа (арабскими цифрами).
Пример — XXXX — XX — ATX1.1; XXXX — XX — ATX1.2 и т.д.
4.1.4 Для объектов с небольшим объемом монтажных работ по автоматизации допускается объединять рабочие чертежи автоматизации различных технологических процессов и инженерных систем в один основной комплект, если их монтаж осуществляет одна монтажная организация. Объединенному основному комплекту присваивают марку АК.
4.1.5 В случае применения приборов с радиоизотопными методами измерения рабочие чертежи для их монтажа выделяют в самостоятельный основной комплект.
4.2 Общие данные по рабочим чертежам
4.2.1 Общие данные по рабочим чертежам (далее — общие данные) выполняют по ГОСТ 21.101. При этом ведомость спецификаций не составляют.
4.2.2 Дополнительно к указанным в ГОСТ 21.101 данным включают:
— таблицу исходных данных и результатов расчетов сужающих устройств (не поставляемых промышленностью) по форме 1*;
— таблицу исходных данных и результатов расчетов регулирующих органов по форме 2*;
* Если сужающие устройства и регулирующие органы являются составной частью систем автоматизации, поставляемых комплектно с оборудованием, указанные таблицы не выполняют.
— перечень закладных конструкций, первичных приборов (размещаемых на технологическом, санитарно-техническом и другом оборудовании и коммуникациях) по форме 3.
Форма 1 Исходные данные и результаты расчетов сужающих устройств
Форма 2 Исходные данные и результаты расчетов регулирующих органов
Форма 3 Перечень закладных конструкций, первичных приборов
В перечень закладных конструкций, первичных приборов и средств автоматизации включают:
— закладные конструкции, предназначенные для установки приборов измерения температуры, отборных устройств давления, уровня, состава и качества вещества;
— первичные приборы (объемные и скоростные счетчики, сужающие устройства, ротаметры, датчики расходомеров и концентратомеров);
— поплавковые и буйковые датчики уровнемеров и сигнализаторов уровня;
4.2.3 При оформлении основного комплекта отдельными документами в состав общих данных включают ведомость документов по форме 2 ГОСТ 21.101, а в каждый из последующих документов — ведомость рабочих чертежей документа по форме 1 ГОСТ 21.101 и ссылку на общие данные.
4.3 Схемы автоматизации
4.3.1 Схемы автоматизации разрабатывают в целом на технологическую (инженерную) систему или ее часть — технологическую линию, блок оборудования, установку или агрегат.
Схему автоматизации допускается совмещать со схемой соединений (монтажной), выполняемой в составе основного комплекта марки ТХ по ГОСТ 21.401, или со схемами инженерных систем.
4.3.2 На схеме автоматизации изображают:
1) технологическое и инженерное оборудование и коммуникации (трубопроводы, газоходы, воздуховоды) автоматизируемого объекта (далее — технологическое оборудование);
2) технические средства автоматизации или контуры контроля, регулирования и управления*;
3) линии связи между отдельными техническими средствами автоматизации или контурами (при необходимости).
* Контур контроля, регулирования и управления — это совокупность отдельных функционально связанных приборов, выполняющих определенную задачу по контролю, регулированию, сигнализации, управлению и т.п.
4.3.3 Технологическое оборудование на схемах автоматизации рекомендуется изображать в соответствии со схемой соединений, принятой в основном комплекте марки ТХ или схемами инженерных систем. При этом допускается упрощать изображение технологического оборудования, не показывая на схеме оборудование, коммуникации и их элементы, которые не оснащаются техническими средствами автоматизации и не влияют на работу систем автоматизации.
4.3.4 При отсутствии в основном комплекте марки ТХ схемы соединений технологическое оборудование изображают с учетом требований следующих стандартов:
— оборудование — по ГОСТ 2.780, ГОСТ 2.782, ГОСТ 2.788, ГОСТ 2.789, ГОСТ 2.790, ГОСТ 2.791, ГОСТ 2.792, ГОСТ 2.793, ГОСТ 2.794, ГОСТ 2.795;
— коммуникации в зависимости от транспортируемых сред в соответствии с приложением 3 ГОСТ 14202;
— трубопроводную запорную арматуру, используемую в системах автоматизации (не регулирующую) — по ГОСТ 2.785.
Условные графические и буквенные обозначения приборов и контуров контроля и управления принимают по ГОСТ 21.404. Буквенные обозначения измеряемых величин и функциональных признаков приборов указывают в верхней части окружности (овала).
Линии связи между приборами и контурами контроля и управления изображают на схемах сплошной тонкой линией независимо от вида сигналов и количества проводов и труб.
4.3.5 Схемы автоматизации выполняют двумя способами:
1) развернутый, при котором на схеме изображают состав и место расположения технических средств автоматизации каждого контура контроля и управления.
2) упрощенный, при котором на схеме изображают основные функции контуров контроля и управления (без выделения входящих в них отдельных технических средств автоматизации и указания места расположения).
4.3.6 Развернутый способ выполнения схем автоматизации
4.3.6.1 Технологическое оборудование изображают в верхней части схемы.
Приборы, встраиваемые в технологические коммуникации, показывают в разрыве линии изображения коммуникаций в соответствии с рисунком 1, устанавливаемые на технологическом оборудовании (с помощью закладных устройств) показывают рядом — в соответствии с рисунком 2.
4.3.6.2 Остальные технические средства автоматизации показывают условными графическими обозначениями в прямоугольниках, расположенных в нижней части схемы. Каждому прямоугольнику присваивают заголовки, соответствующие показанным в них техническим средствам.
Первым располагают прямоугольник, в котором показаны внещитовые приборы, конструктивно не связанные с технологическим оборудованием, с заголовком «Приборы местные», ниже — прямоугольники, в которых показаны щиты и пульты, а также комплексы технических средств (при необходимости).
Заголовки прямоугольников, предназначенных для изображения щитов и пультов, принимают в соответствии с наименованиями, принятыми в эскизных чертежах общих видов, для комплексов технических средств — в соответствии с их записью в спецификации оборудования.
4.3.6.3 На схеме автоматизации буквенно-цифровые обозначения приборов указывают в нижней части окружности (овала) или с правой стороны от него, обозначения электроаппаратов — справа от их условного графического обозначения.
При этом обозначения технических средств присваивают по спецификации оборудования и составляют из цифрового обозначения соответствующего контура и буквенного обозначения (прописными буквами русского алфавита) каждого элемента, входящего в контур (в зависимости от последовательности прохождения сигнала).
При большом количестве приборов допускается применять обозначения, в которых первый знак соответствует условному обозначению измеряемой величины, последующие знаки — порядковому номеру контура в пределах измеряемой величины.
Электроаппараты, входящие в систему автоматизации (звонки, сирены, сигнальные лампы, табло, электродвигатели и др.) показывают на схеме графическими условными обозначениями по ГОСТ 2.722, ГОСТ 2.732, ГОСТ 2.741 и присваивают им буквенно-цифровые обозначения по ГОСТ 2.710.
4.3.6.4 Линии связи допускается изображать с разрывом при большой протяженности и/или при сложном их расположении. Места разрывов линий связи нумеруют арабскими цифрами в порядке их расположения в прямоугольнике с заголовком «Приборы местные».
Допускается пересечение линий связи с изображениями технологического оборудования. Пересечение линий связи с обозначениями приборов не допускается.
4.3.6.5 На линиях связи указывают предельные (максимальные или минимальные) рабочие значения измеряемых (регулируемых) величин по ГОСТ 8.417 или в единицах шкалы выбираемого прибора. Для обозначения разрежения (вакуума) ставят «минус». Для приборов, встраиваемых непосредственно в технологическое оборудование и не имеющих линий связи с другими приборами, предельные значения величин указывают рядом с обозначением приборов.
4.3.6.6 Технологическое оборудование допускается не изображать на схеме в случаях, когда точки контроля и управления в технологических цехах немногочисленны (например, в рабочей документации по диспетчеризации). В этом случае в верхней части схемы вместо изображения технологического оборудования приводят таблицу по рисунку 3, в графах которой указывают наименование оборудования и коммуникаций.
Источник: www.stroyportal.ru