На начало 2014 года человечество изобрело всего два метода физического соединения двух разных волокон: сварка при помощи спецоборудования и механическое соединение при помощи соединительных разъёмов (типа SC/APC, SC/UPC или любых других).
*механическое соединение в любом случае реализуется через сварку – коннекторы привариваются к волокну либо на заводе, либо вручную на месте. Так что, в действительности, метод соединения только один. FAST-коннекторы в расчет не берем – соединение получается менее надежным и обычно имеет большее затухание, чем у сварки, да и на особо важных линках инженеры предпочитают по-старинке использовать качественный сварочный аппарат вместо FAST-соединения.*
При строительстве PON сварочный аппарат нужен в любом случае – сращивать магистральный кабель (например, ствол и ветви дерева), используя механику, как минимум неудобно. Вопросы обычно возникают при установке делителя.
Как уже было озвучено ранее, делители, как готовый продукт, выходят с заводов в двух видах: с коннекторами и без них. Какие и где лучше использовать – об этом настоящий раздел.
10 Собираем коннекторы и каркас Купольной Теплицы
Для начала пару слов о коннекторах – их можно классифицировать по многим параметрам, включая форм-фактор, но главным в строительстве PON всё же является параметр, который отвечает за полировку коннектора (а точнее, его ферулы).
Ферула – керамический (реже пластиковый) сердечник коннектора. В зависимости от того, как он полирован, изменяется внешний вид и назначение коннектора. Рассмотрим основные типы полировок на примере коннектора форм-фактора SC (Subscriber (Square / Standard) Connector, он же «большой синий/зеленый квадрат»).
В настоящее время наиболее распространены два типа коннекторов форм-фактора SC:
SC/UPC (англ.UPC -Ultra Polished Connector) – стандартный квадратный коннектор синего цвета для одномодового волокна (или серого – для многомодового).
SC/APC (англ.APC — Angle Polished Connector) – стандартный квадратный коннектор зелёного цвета для одномодового волокна.
Ферула типа UPC отполирована под углом 90° к своей продольной оси, а у APC – скошена под углом 8° от UPC. Полировка типа APC предназначена для того, чтобы уменьшить влияние отражённого сигнала на полезный (прямой) сигнал в волокне (Рисунок 20).

Рисунок 20 – Различие SC/UPC и SC/APC коннекторов
Особо следить за отраженным сигналом при строительстве PON необходимо лишь в том случае, когда планируется вместе с траффиком подавать абоненту CATV (аналоговое телевидение).
В случае, если CATV планируется запускать в пассивное дерево, все механические соединения на пути следования сигнала от провайдера к абоненту должны быть выполнены с применением APC коннекторов. В противном случае отраженный сигнал будет вносить искажения в основной несущий сигнал, результатом чего может быть «раздвоенная картинка» видео и прочие негативные эффекты.
В случае, если CATV использовать не планируется никогда – можно смело использовать при строительстве PON механические соединители типа UPC. Но лучше еще несколько раз подумать, прежде чем принимать такое решение, ведь изменчивая натура руководства может завтра возжелать CATV для своих абонентов, а переваривать все коннекторы во всей пассивной сети с UPC на APC придется кому-нибудь из вас!
Под каждый тип коннекторов есть и свои адаптеры, хотя различий между адаптерами одного форм-фактора, но разных цветов (читай как предназначенных для разных полировок) нет никакого, кроме цвета (UPC – синий, APC – зеленый). Адаптер представляет собой «проходную розетку», имеющую в центре трубку-направляющую для ферул и механизмы крепления коннектора по контуру. Ферулы вставляются с разных концов этой трубки и плотно прилегают друг к другу. Адаптеры же маркируются разными цветами исключительно для удобства пользования, то есть, «зеленым» адаптером можно соединить два «синих» коннектора без последствий.
Однако, нельзя соединять адаптером два коннектора с разной полировкой ферулы! Никогда! При соединении коннекторов с разным типом полировки ферул их (ферулы) можно безвозвратно повредить или получить на таком механическом соединении большие потери (до 6дБ вместо 0,5дБ стандартных расчетных потерь). Иллюстрация, поясняющая вышеизложенное, представлена на Рисунке 21:
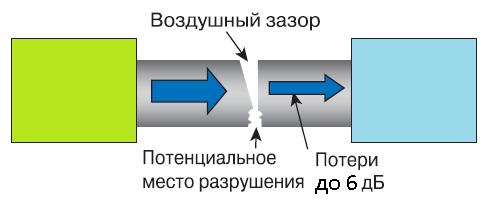
Рисунок 21 — Неправильное соединение двух типов коннекторов
Если уж очень надо использовать разные типы коннекторов, следует иметь некоторый запас патч-кордов, оконцованных с одной стороны коннекторами типа SC/APC, а с другой – SC/UPC, но необходимо помнить, что это – дополнительные потери.
Возвращаясь к вопросу о том, стоит ли использовать механические соединители или «варить» пассивное дерево, логичнее всего предоставить читателю плюсы и минусы того и другого способа.
Теоретически, механические соединения хуже показывают себя по отношению к сварке:
- вносят дополнительные затухания в местах соединения;
- требуют большого внимания при соединении (ферула должна быть чистой от грязи/пыли/жира, иначе затухания на соединении будут выше паспортных);
- могут быть повреждены из-за небрежности персонала (царапина на феруле, вероятность сломать механизм крепления на адаптере);
- возможны проблемы с некачественными или долгое время пользованными адаптерами («расшатанный» или сломанный механизм крепления у адаптера);
- при срочных работах можно «недожать» коннектор в адаптере или даже забыть подключить кого-то из абонентов, находящихся «в одной коробке»);
Все эти тезисы просто кричат о том, что сварка – надёжно!Недостатком «сваренного» дерева является невозможность штатно разобрать его в экстренном случае. А таких случаев бывает предостаточно:
- плановые измерения магистрали;
- борьба с неконтролируемым излучением в дереве на длине волны передатчика ONU (например, «сошедшая с ума» ONU или недобросовестные конкуренты, пытающиеся «положить» пассивное дерево при помощи мощных медиаконвертеров, непрерывно излучающих в дерево на длине волны 1310нм);
- быстрое изменение топологии (иногда требуется, когда район, покрытый пассивной сетью, не оправдывает надежд – надо «перебрасывать» свободные волокна в квадрат с большим количеством потенциальных абонентов).
Во всех перечисленных (и ряде других) случаях дерево, построенное с применением механических соединений, является более жизнеспособным из-за высокой мобильности, предоставляемой коннекторами.
Промежуточным решением является практика, когда вход каждого делителя в пассивной сети сваривается с магистральным волокном (UpLink’ом), а выходы соединяются с DownLink’ом механически. Это позволяет снизить общий бюджет потерь, при этом оставляя сеть мобильной.
Источник: ic-line.ru
Типы коннекторов для шланга и их характеристики
Коннекторы для шлангов были изобретены сравнительно недавно. Технологию по праву можно назвать новой. Многие люди всё ещё пользуются старым фитингом, не знают, что это такое. Тем не менее, коннекторы являются технологией очень полезной, перспективной, выгодным вложением средств.
Что такое коннектор?
При выполнении одной и той же работы, на одном объекте нужны разные типы шлангов, сделанные из определённого материала, с особыми параметрами. Быстросъёмные коннекторы были созданы для того, чтобы не приходилось постоянно покупать новый вариант при изменении задач использования, оптимизации системы транспортировки.

Коннектор для шлангов
Действительно удобно, выгодно использовать несколько шлангов при создании поливочной или топливной, любой другой транспортировочной системы, мобильной и статичной. Раньше приоритетной задачей было устранение риска утечки вещества в месте стыка. Нужно было внимательно относиться к метражу шлангов для обеспечения безопасности. Теперь всё иначе, утечка маловероятна.
Коннектор для топливной или поливочной магистрали, любой другой, оснащён специальной шайбой — для идеального подсоединения, без риска потери вещества. После работ не воцарится вокруг хаос. Ни минуты лишней не придётся тратить на восстановление садовых дорожек, очистку досок, кирпичей, асфальта. Можно будет забыть, что это такое — муфты, ненадёжное подключение.

Коннектор для топливной шланги
Дополнительные возможности
Это многофункциональные устройства. Основная задача — подсоединение звеньев транспортной магистрали без усилий. Для этого у них есть резьба. Помимо этого они могут быть оснащены распылителем для воды или вентилем для прекращения подачи транспортируемого вещества при рассоединении элементов, резьбой для шлангов разного диаметра, для подключения к вентилям.
Для разных систем
Коннекторы для шлангов лодочных моторов или оросительной системы — это не одно и то же. Но производители старались создать универсальный вариант, который подошёл бы в любом случае. Все коннекторы взаимозаменяемы по большей части. Исключением является разве что коннекторы для кальяна. Они вовсе не похожи на поливочные, топливные, но принадлежат к семейству данного типа фитинга.

Коннектор для кальяна
Основные разновидности
Везде нужен этот фитинг. Имеет огромное значение то, из какого материала он сделан. Наиболее распространёнными вариантами являются:
- из латуни:
- пластиковые;
- стальные коннекторы.

Пластик, металл может содержать разные примеси, его могут обрабатывать специальными способами, чтобы увеличить показатели прочности. Производители постоянно экспериментируют, ищут наиболее экономически выгодные варианты, меняют эксплуатационные характеристики в лучшую сторону.
Прочность подключения
Не только от материала коннекора зависит прочность подключения. Лодочный мотор, например, при работе может нагреваться, при попадании прямых солнечных лучей в жару. Хорошо, если быстросъёмный фитинг сделан из сложно деформируемого, не подверженного коррозии материала. Так может показаться на первый взгляд. Но это не обязательно должен быть какой-либо металл.
Некоторые виды пластмасс соответствует параметрам надёжности, в полной мере подходят для лодочного мотора и других систем. Они выдерживают значительную нагрузку и давление продолжительное время без проблем. Мороз, зной тоже не повредит им.

Стальной или латунный коннектор для поливочного шланга — классическое решение. Но если фитинг окажется слишком тяжёлым, это очень плохо. Это касается лодочного мотора и кальяна, а также системы орошения. Если для кальяна подойдёт лёгкий, мягкий, пластичный сплав, то с другими системами не всё так элементарно. Нагрузка намного больше внутри и снаружи.
Пластмасса — выгодная альтернатива иногда, как это ни странно. Её не зря называют материалом, которому принадлежит будущее. Если она достаточно прочная, её лёгкость станет огромным плюсом, уменьшится масса всей системы. Прочные пластмассы уже изобретены, используются и при создании данного типа фитингов.
Долговечность коннекторов
Сталь больше подвержена влиянию агрессивных сред, латунь меньше. При этом она уступает стали по показателям устойчивости к высокой температуре и давлению. Это важно учитывать при выборе коннектора. Медь может очищать воду. Правда, такой фитинг, возможно, придётся изготавливать на заказ.

Диаметр сечения шланги и коннектора
Чаще всего в продаже встречается сечение 1/2″ и 3/4″. Также может встретиться коннектор с диаметром 1 дюйм. Гаечным ключом три на четыре точно пользоваться не придётся ни в первом, ни во втором, ни в третьем случае. Быстросъёмный фитинг от этой перспективы избавляет на все сто, создан для комфорта, повышения КПД проводимых работ.
Эти цифры характеризуют исключительно резьбу, диаметр подсоединяемых элементов. Один дюйм равен 2,54 см, но при определении габаритов желательно пользоваться специальной таблицей стандартных значений, соответствующих ГОСТ.

Если приобрести коннектор 3/4″ дюйма, из нужного материала, с оптимальными дополнительными особенностями, значит, при необходимости удастся приобрести и шланг с такими параметрами. Наугад приобретать фитинг и шланги, конечно, не рекомендуется. Важно обращать внимание на эту характеристику до момента покупки, оплаты, доставки.
Разница в диаметре
Существуют конвекторы, которые подходят для систем с участками магистралей разных габаритов. Диаметр может значительно отличаться. Но магистраль должна выдержать давление, под которым смесь подаётся в лодочный мотор, другой механизм, на грядку, в баллон. Соединение будет ненадёжным, если слишком большая разница в диаметре секторов системы, а они сделаны из непрочного материала, хотя и позволяют особого типа коннекторы скрадывать её.
Важно учитывать:
- напор подачи воды или газа, жидкостей;
- их плотность;
- длину всех секторов;
- материал шланга и фитинга, его характеристики.

Стоимость фитинга и шлангов
Коннектор для шланга 3/4″ иногда стоит намного дешевле, чем шланг 3/4″ из-за материала. Иногда наоборот, шланг топливный, поливочный 3/4″, 1/2″ дешевле коннектора 1/2″, 3/4″. Может показаться, что всё же шланг должен быть максимально прочным, пусть и дорогим, но это вопрос спорный. Коннектор для шланга 1/2″, 1 дюйм — это важный элемент, без которого, однако, раньше легко можно было обойтись.
Источник: trubygid.ru
Оконцовка волоконно-оптического кабеля: соединения ОВ, типы оптических коннекторов

Какой компонент в ВОЛС можно назвать самым главным? Если говорить о ключевой задаче, — передаче сигнала, то ответ — волоконно-оптический кабель (ВОК). А какой элемент ВОК с точки зрения передаваемого сигнала будет главным? Ответом будет, разумеется, — оптическое волокно.
Но помимо ОВ, в любой линии связи обязательно будет присутствовать минимум один такой элемент, как соединение волокон. И если говорить о монтаже линии, то именно от качества соединений зависит работоспособность всей ВОЛС.
Оптические соединения настолько важны, что получили даже отдельные названия двух принципиальных разновидностей, как их обозначают на схемах и чертежах:
- Соединения неразъемные.
- Соединения разъемные.
И те и другие обладают определенными преимуществами и недостатками.
У неразъемных соединений основным достоинством является гарантированно низкое значение прямых (или вносимых) оптических потерь и полное отсутствие потерь обратных (или потерь за счет отражения). Недостаток же читается в самом названии — соединение делается неразъемным, то есть не предполагает возможности размыкания в ходе эксплуатации.
В случае с разъемными соединениями все наоборот. Соединение может быть быстро разомкнуто в любой момент и также быстро восстановлено. А вот по качеству соединения ситуация обратная — будут и прямые потери, и потери за счет отражения.
Неразъемные соединения необходимы, когда соединяем одно ОВ с другим. В настоящее время такие соединения производятся исключительно по технологии электродуговой сварки. Лет 30 назад альтернативным и повсеместно применяемым способом было склеивание ОВ с помощью эпоксидных компаундов. Это было актуально в силу запредельной стоимости существовавших в то время сложных и капризных сварочных аппаратов.
Если же возникает необходимость подключения линии связи к какому-либо устройству, требуется установка разъемного соединителя на конце ОВ. Самая распространенная задача — оконцевание оптических волокон. На концах линии связи необходимо получить разъемы, чтобы в дальнейшем было куда подключать приемо-передающее оборудование. При измерении оптических параметров линии нужно будет подключать к волокну измерительные приборы — и это тоже делается с помощью разъемов. Иногда ВОЛС имеет разъемы не только на концах, но и на каких-то промежуточных точках (так называемые перекроссировки) — с разными целями.
Технические решения для получения разъемных соединений:
- соединения с помощью оптических шнуров, имеющих на концах коннекторы, установленные на заводе;
- соединения с применением неполируемых коннекторов типа FastConnector;
- соединение с применением подвариваемых коннекторов типа Splice-On;
- временное соединение с использованием устройства подключения ОВ (УПОВ);
- соединение с использованием неразъемного механического соединителя (который, при необходимости, может все-таки становится разъемным);
- соединение с использованием адаптера голого волокна.
Уточним, что не всегда и не все эти разновидности служат соединениями, которые нужно размыкать; но все же их можно объединить одним общим понятием — механические соединения.
О том, что из себя представляет каждое из них, в каких случаях их можно использовать, мы подробно расскажем в этой статье.
Оптические шнуры
Оптический шнур или «шнур оптический соединительный», сокращенно ШОС, бывает двух типов: патч-корд и пигтейл.
Патч-корд
Патч-корд представляет из себя отрезок одноволоконного кабеля, имеющий оптические коннекторы какого-либо вида на обоих концах. Патч-корды нужны для соединения двух устройств, имеющих оптические розетки. Как правило, патч-корды используют для коммутации оптических кроссов с активным оборудованием.
Характерными особенностями для этих изделий будет защитное буферное покрытие различного диаметра (от 0,9 мм до 3 мм), имеющее пожаробезопасные свойства. Также в случае с буферным покрытием 2 или 3 мм в конструкции шнура будут присутствовать упрочняющие параарамидные нити — для препятствия случайному повреждению при неосторожном растягивающем усилии. Оптические волокна в таких шнурах имеет соответствие стандарту ITU-T G.652D или же G.657A1 (для противодействия случайным изгибам). В первом случае буферное покрытие обычно имеет желтый цвет, во втором — белый, но всё зависит от производителя шнуров. Для ШОСов производства ЗАО «СвязьСтройДеталь» это правило выполняется всегда.
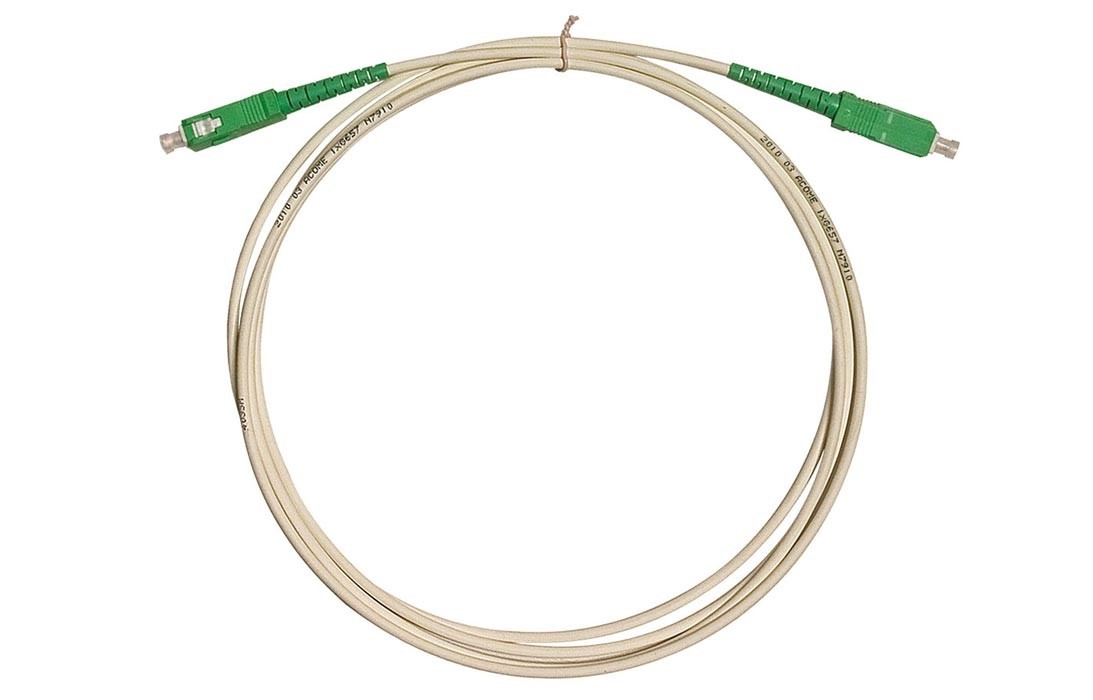
Рис. 1. ШОС типа «патч-корд» S7/2.0 мм с коннектором типа SC/APC производства ЗАО «ССД»
Пигтейл
Второй тип шнуров — пигтейл — имеет коннектор с одной стороны. Название «пигтейл» (pig-tail) эти шнуры получили из-за характерной особенности самопроизвольно завиваться в спираль после извлечения из упаковки. Используют их для одной-единственной цели — подварить к концу шнура, не имеющему коннектора, волокно из кабеля. Таким образом ВОК, пришедший на оконечное устройство (оптический кросс) на объекте связи, получает разъемы на своих волокнах.
ШОС типа пигтейл изготавливаются так же в пожаробезопасной буферной оболочке, но только одной толщины — 0,9 мм (это необходимо для установки на месте сварного стыка стандартных защитных термоусадочнх гильз). Волокна в пигтейлах соответствуют стандарту ITU-T G.652D и обычно делаются желтого цвета.
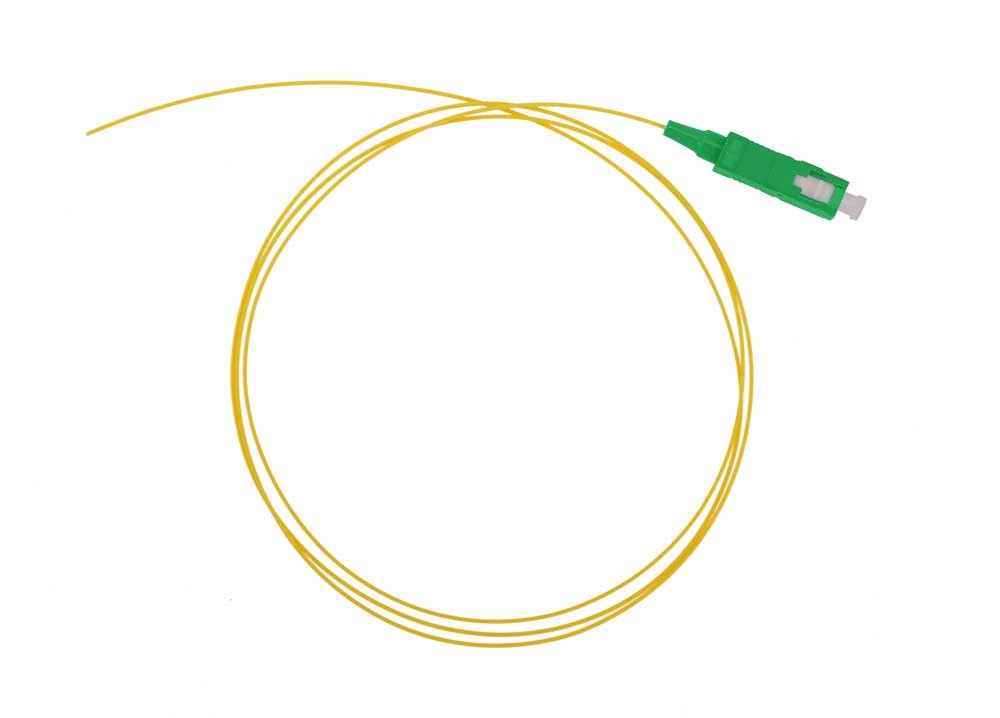
Рис. 2. ШОС типа «пигтейл» в буферном покрытии 0,9 мм с ОВ G.652D с коннектором типа SC/APC производства ЗАО «ССД»
Не все знают, что если разрезать один патч-корд пополам получим два полупатч-корда пигтейла! Но это имеет смысл, если разрезаем патч-корд с диаметром буферного покрытия 0,9 мм.
Как уже ясно из описания этих двух типов шнуров, с их применением решаются задачи совершенно разного характера. В первом случае просто коммутируем два устройства, во втором — необходимо приваривать шнур к волокну с помощью сварочного аппарата. Тем не менее мы объединили эти процедуры в одном пункте по одному принципиальному признаку — в обоих случаях подключение будет производиться с помощью шнура, представляющего из себя заводское изделие.
Процесс изготовления шнура — задача не простая. Взгляните, как устроен оптический коннектор перед тем, как он появится на конце ШОС:
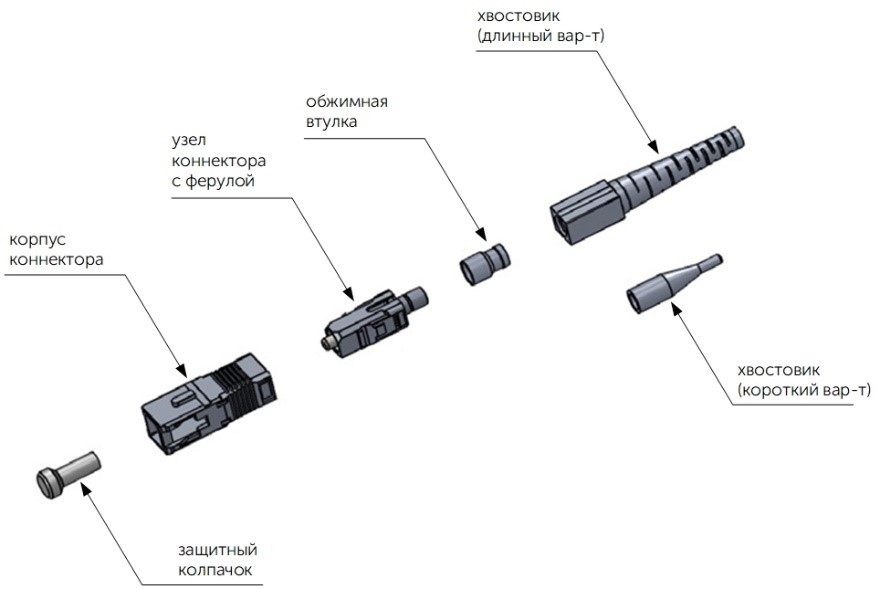
Рис. 3. Компоненты оптического коннектора типа SC
Вкратце процесс оконцовки оптического шнура происходит следующим образом:
- На заготовку шнура в виде отрезка одноволоконного кабеля надевается хвостовик. Как правило, для патч-кордов хвостовики имеют длинное исполнение, для пигтейлов — короткое.
- Волокно очищается на определенную длину и вводится в капиллярный канал ферулы (керамического наконечника) с предварительно нанесенным эпоксидным клеем.
- Далее на задней части заготовки с ферулой крепится обжимная втулка, фиксирующая буферное покрытие шнура и его упрочняющие нити (если они есть).
- Затем коннектор устанавливается в специальную оправку для сушки клеевого слоя.
- После полного затвердевания клея излишек ОВ на торце ферулы скалывается и торец подвергается шлифовке и полировке на специальных полировочных машинках. Именно на этом этапе производства особенно важно соблюдение технологических требований. Именно от этого будет зависеть, насколько качественным получится коннектор в итоге.
Смотрите видео о процессе изготовления оптических патч-кордов ШОС HS на заводе «ССД»:
Оптические коннекторы
Оптические коннекторы очень разнообразны. На сегодняшний день различных их типов насчитывается около 100. При разработке оптических коннекторов необходимо было создать простые, надежные и достаточно недорогие конструкции, обеспечивающие малые уровни потерь и отраженного оптического сигнала. Причем если для высокоскоростных систем дальней связи цена имеет меньшее значение, то для локальных внутриобъектовых сетей ценовой фактор является одним из основных.
Для стыковки двух оптических коннекторов предназначены оптические адаптеры (или оптические розетки). Стыкуемые коннекторы могут быть одного типа, а могут быть разными. В этом случае они совмещаются в гибридном оптическом адаптере.
В общем случае ферулы двух коммутируемых коннекторов вставляются в розетку с двух сторон, где их соосность обеспечивает прецизионная керамическая втулка, называемая центратором. Фиксация коннекторов в адаптере может быть байонетной, резьбовой или замковой, в зависимости от типа конструкции.
Некоторые типы оборудования требуют включения дуплексных пар оптических волокон, для чего были разработаны дуплексные коннекторы, или другими словами — два коннектора одного типа, устанавливаемые в адаптер с двумя гнездами.
Очередным шагом в развитии производства разъемов для соединения оптических волокон стало создание соединителей для ленточных элементов в едином буферном покрытии. Однако доля ленточных волоконно-оптических кабелей в мире пока относительно невелика (их основными потребителями являются США и Япония). Однако нельзя исключать, что с распространением многоволоконных кабелей возрастет потребность и в разъемных соединителях для таких кабелей.
Помимо различий в конструкции корпусной части, коннекторы делятся на два принципиально разных типа — по способу полировки торца ферулы.
Коннекторы с «прямой» полировкой (UPC — Ultra Physical Contact)
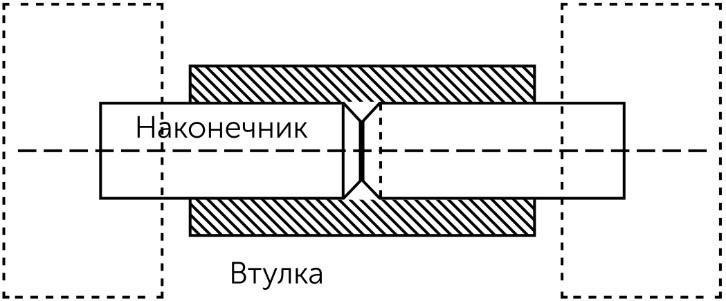
Рис. 4. Схема конструкции коннектора с полировкой UPC
Полировка торца ферулы в данном случае имеет целью получения сферической формы поверхности. При физическом контакте двух торцов в виде сфер гарантированно обеспечивает контакт в области оси коннекторов — там, где находится волокно. Методика полировки торцов UPC характеризуется малыми напряжениями.
Полировка осуществляется под контролем сложных и дорогостоящих систем управления. В результате форма поверхности получается оптимальной для прохождения оптического сигнала. Параметр отражения значительно улучшен, и такие коннекторы могут применяться в высокоскоростных системах с пропускной способностью 2,5 Гбит/с и выше.
Коннекторы с «угловой» полировкой (АPC — Angled Physical Contact)
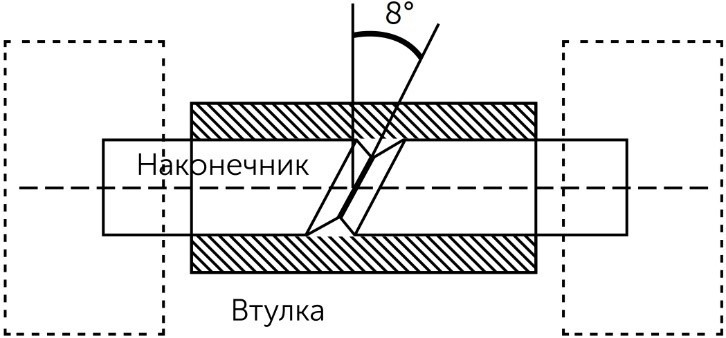
Рис. 5. Схема конструкции коннектора с полировкой APC
Этот тип полировки был предложен в качестве наиболее эффективного способа борьбы с отраженным сигналом. Полировка торцов оптических коннекторов производится под углом 8–12° (в России общепринятым стал угол 8°) от перпендикуляра к оси волокна. В таком стыке отраженный световой сигнал распространяется под углом большим, чем угол, под которым сигнал вводится в оптическое волокно.
АРС-коннекторы отличаются цветовой маркировкой хвостовиков (как правило, зеленого цвета), поскольку они не должны использоваться совместно с коннекторами другой полировки.
Стыковка коннекторов серии UPC совместно с серией APC вообще недопустима и может привести к выходу одного или обоих коннекторов из строя.
У коннекторов с разной полировкой оптические характеристики отличаются. Различные международные стандарты описывают допустимые значения прямых и возвратных потерь на коннекторах того или иного типа. Эти стандарты, к сожалению, не являются общедоступными и иной раз содержат различные значения для одинаковых коннекторов. Любой производитель коннекторов вправе опираться на тот или иной стандарт, но это не всегда удобно для понимания конечным пользователем. Гораздо более удобно брать за основу требования, приведенные в российском нормативном документе «Правила применения оптических кабелей связи, пассивных оптических устройств и устройств для сварки оптических волокон», утвержденном Приказом Мининформсвязи России от 19.04.2006 №47.
Требования там приведены в виде следующей таблицы (табл. 1):
Вид полировки наконечника
Затухание отражения, дБ
Вносимые потери, типовые, дБ
Вносимые потери, максимальные, дБ
Табл. 1. Требования к потерям на оптических коннекторах
Что же касается различных конструкций разъемов, далеко не все из них оказались востребованными и нашли широкое применение. Не будем описывать всё их многообразие, подробно расскажем об основных типах оптических коннекторов, которые используются при монтаже ВОЛС в нашей стране. Опишем их особенности и назначение.
Коннекторы типа ST

Рис. 6. Оптический коннектор типа ST/UPC
Коннектор ST (Straight Tip) — разработка компании AT De-Massari (Rhttps://vols.expert/useful-information/okonczovka-opticheskogo-kabelya/» target=»_blank»]vols.expert[/mask_link]